
轧机滑板的激光淬火
2013-08-29 01:15莱钢集团机械制造有限公司山东莱芜271104张怀鹏
金属加工(热加工) 2013年7期
莱钢集团机械制造有限公司 (山东莱芜 271104) 张怀鹏 吴 超
滑板是轧机设备中的重要零件,长期处于高压、高温和腐蚀性的工况条件下,磨损和腐蚀严重,导致轧制系统不稳定,影响轧件质量,同时削弱了导向作用。恶劣的工况,除要求滑板具有良好的耐磨和耐蚀性外,同时还需要良好的韧性来吸收冲击载荷。为有效提高滑板的综合性能,延长使用寿命,需要对其进行表面强化处理。滑板属薄板工件,使用火焰淬火、感应淬火等传统热处理工艺时极易变形。激光淬火具有淬火硬度高、变形小和加工精度高等优点,可以作为滑板表面硬化处理的新工艺。
1.材料选择
滑板选用40CrNi2Mo钢,该材料具有高的强度、韧度,以及良好的淬透性和抗过热稳定性,其化学成分见表1。原始状态为调质,组织为回火索氏体,选取3个不同位置测量表面硬度,见表2。

表1 40CrNi2Mo的化学成分(质量分数) (%)

表2 激光淬火前滑板硬度 (HRC)
2.滑板的激光淬火
(1)准备工作 采用GL—6000型CO2激光加工机对滑板进行激光淬火处理。加工前擦拭镜片,调整光路,检查光斑,确定设备符合工作条件。
(2)预处理 金属表面对CO2激光器输出的10.6μm波长激光吸收能力很差。为提高滑板对光能的吸收率,需要进行预处理。先清理滑板表面的油污,采用黑化剂对表面进行黑化处理,要求黑化剂涂刷均匀,无起皱。
(3)工艺参数选择 激光淬火工艺参数主要是激光器输出功率、扫面速度和作用在材料表面上的光斑尺寸。综合以往试验数据,确定滑板激光淬火工艺为:输出功率1.5kW,扫描速度400mm/min,光斑尺寸10mm×1mm。
(4)防变形措施 试验滑板尺寸为750mm×720mm×20mm,属薄板工件,在常规热处理过程中极易变形。虽说激光淬火具有变形小的优点,但像滑板这类厚度薄、淬硬面积大的工件,即使激光淬火,其变形量也较大。
合理地设置扫描带和扫描顺序,可以减少工件的淬火变形。根据工件尺寸和加工要求,将滑板表面均匀分成5个扫描带,如图1所示。图中序号为扫描序号,在①号扫描带连续扫描两次后进入②号扫描带,逐次循环进行,直至扫描结束。在此过程中,滑板温升不得高于100℃,若高于该温度需更换其他滑板进行加工。
有资料显示,利用激光热校直的方法可以把产生变形的工件矫正过来。该方法主要是选择合理的工艺参数在淬火面的对立面(背面)进行激光扫描。滑板的加工部位为正反两平面,因此一定程度上也能减少变形量。
(5)防应力集中措施 试验滑板表面分布着9个阶梯孔,如图2所示。为防止淬火过程中孔的周围出现应力集中,制作了f60mm的薄铁片覆盖在阶梯孔上。加工完毕后,阶梯孔处未出现裂纹等缺陷。
3.结果与分析
(1)宏观形貌及表面硬度值 激光淬火处理结束后,拭去表面涂刷的黑化剂,可以看到宽度基本相同的淬火条纹,如图3所示。在表面上随机选取3个位置,测量硬度,并与淬火前测量的硬度值进行比较。由表3可知,滑板经激光淬火处理后,表面硬度显著提高,而工件经过常规表面硬化方法处理后的硬度值低于激光淬火。
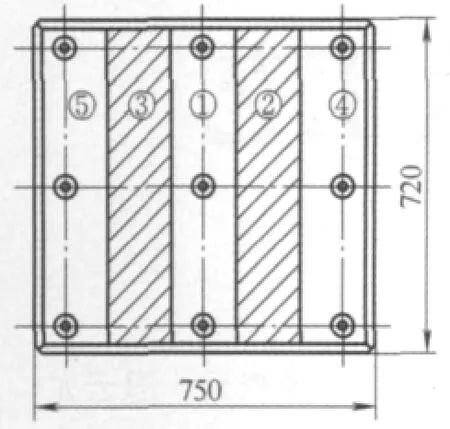
图1 激光扫描带分布图
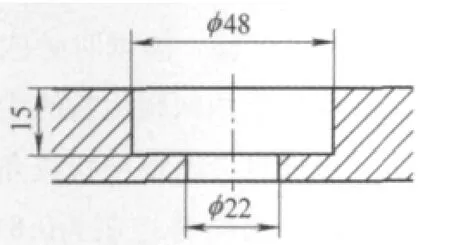
图2 滑板上的阶梯孔
图3 激光淬火处理后滑板的局部形貌

表3 激光淬火前后滑板硬度值的比较(HRC)
(2)显微组织分析 由图4所示滑板激光淬火处理前后的显微组织可以看出,原始组织为均匀的回火索氏体组织。激光扫描时,滑板表面吸收辐射能并转化为热能,辐照周围温度以极快的速度升高到奥氏体相变温度以上、熔点以下,再通过基体的自冷却作用使被加热的表层材料以超过马氏体相变临界冷却速度而快速冷却,最终得到晶粒细小、位错密度高的淬硬层。该淬硬层是由板条马氏体和针状马氏体组成。板条马氏体的强度和韧性较高,而针状马氏体硬度较高,因此淬硬层在保持高硬度的同时,也具有较高的强韧性。良好的性能会提高滑板的抗疲劳能力,延长使用寿命。
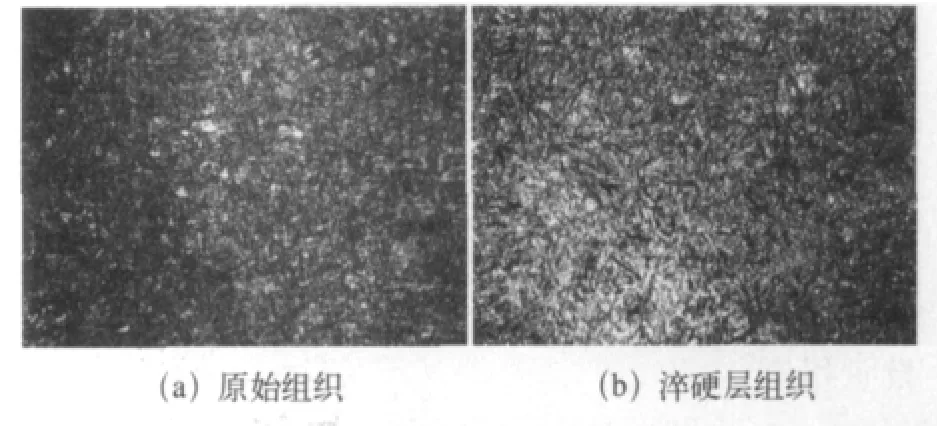
图4 滑板的原始组织与淬硬层组织
(3)硬化层的显微硬度测试 滑板经激光淬火处理后,显微硬度与硬化层深度的关系如图5所示。从图中可以看出,硬化层的深度约为1.6mm,在此深度范围内硬度较高,且分布较均匀;超过此深度范围,硬度急剧下降。这是因为激光淬火时,表层组织经快速升温和冷却后转变为马氏体组织,心部由于未被加热到临界温度而仍然保持回火索氏体组织。

图5 显微硬度随硬化层深度变化曲线
(4)在线试用 对经激光淬火后的轧机滑板进行在线试用,约7个月的时间里过钢80万t,轧材质量稳定。经检测,滑板表面质量良好,无通条裂纹、掉肉、变形等缺陷,最大磨损量小于0.1mm,满足生产使用要求。
猜你喜欢
山东冶金(2022年1期)2022-04-19
热处理技术与装备(2021年6期)2022-01-06
装备制造技术(2020年1期)2020-12-25
中国金属通报(2020年22期)2020-03-09
小学生导刊(2018年4期)2018-04-18
小猕猴智力画刊(2017年3期)2017-03-24
学与玩(2017年12期)2017-02-16
上海金属(2016年1期)2016-11-23
作文与考试·小学高年级版(2016年2期)2016-09-10
设备管理与维修(2016年7期)2016-04-23
