
汽车冲压车间信息化设计方案
2013-08-22 08:25李峰周海成李奇奇瑞汽车股份有限公司
锻造与冲压 2013年14期
文/李峰,周海成,李奇·奇瑞汽车股份有限公司
龚小涛·西安航空职业技术学院航空制造工程学院
汽车冲压车间信息化设计方案
文/李峰,周海成,李奇·奇瑞汽车股份有限公司
龚小涛·西安航空职业技术学院航空制造工程学院
近年来,我国汽车产业发展迅猛。汽车企业规模在不断扩大的同时,管理的复杂性与日俱增,信息化建设越来越受到汽车企业的青睐。其中,ERP、OA、DMS等信息化系统的应用,使汽车企业的运转效率不断加快,传统的以人采集信息为主的时代已经过去,以集成信息为主的信息化管理成为企业发展的加速器。作为汽车制造四大工艺之首的冲压加工,也应适应时代与企业发展的需要,加快信息化建设。

图1 冲压信息化总体框架

图2 冲压信息化五大模块间的关系
信息化设计方案总体思路及框架
总体思路
汽车冲压车间信息化建设应主要围绕以下五个方面:⑴原材料出入库管理信息化;⑵冲压件出入库管理信息化;⑶设备管理信息化;⑷模具管理信息化,⑸质量管理信息化。通过以上五个模块的信息化建设,把冲压的整体业务进行全程梳理,业务流程进行全程匹配,实现冲压车间的全过程信息化,从而满足企业长期持续、快速、稳定发展的要求。总体框架如图1所示。
五大模块间的关系
通 过 MI、EI、DI、QMS、PI五大模块的信息化,将冲压的业务流程进行全程匹配,上工序的信息化作为下工序信息化的输入,环环相扣,见图2。此外,通过五大模块的有机关联将冲压的整个业务流进行有机串联,实现了全程信息化,便于提升汽车冲压车间的管理水平。
信息化设计方案五大模块设计
原材料出入库管理信息化总体构想
⑴目的及流程架构。通过原材料出入库管理信息化的实施,实现数据全程管理和实时监控。利用扫描系统代替人工输入模式,提高单据录入的准确性、及时性,同时能够节约成本,提高效率,有效监控供应商、冲压、焊装的实时库存,为精确排产奠定基础。原材料出入库管理信息化流程构架如图3所示。
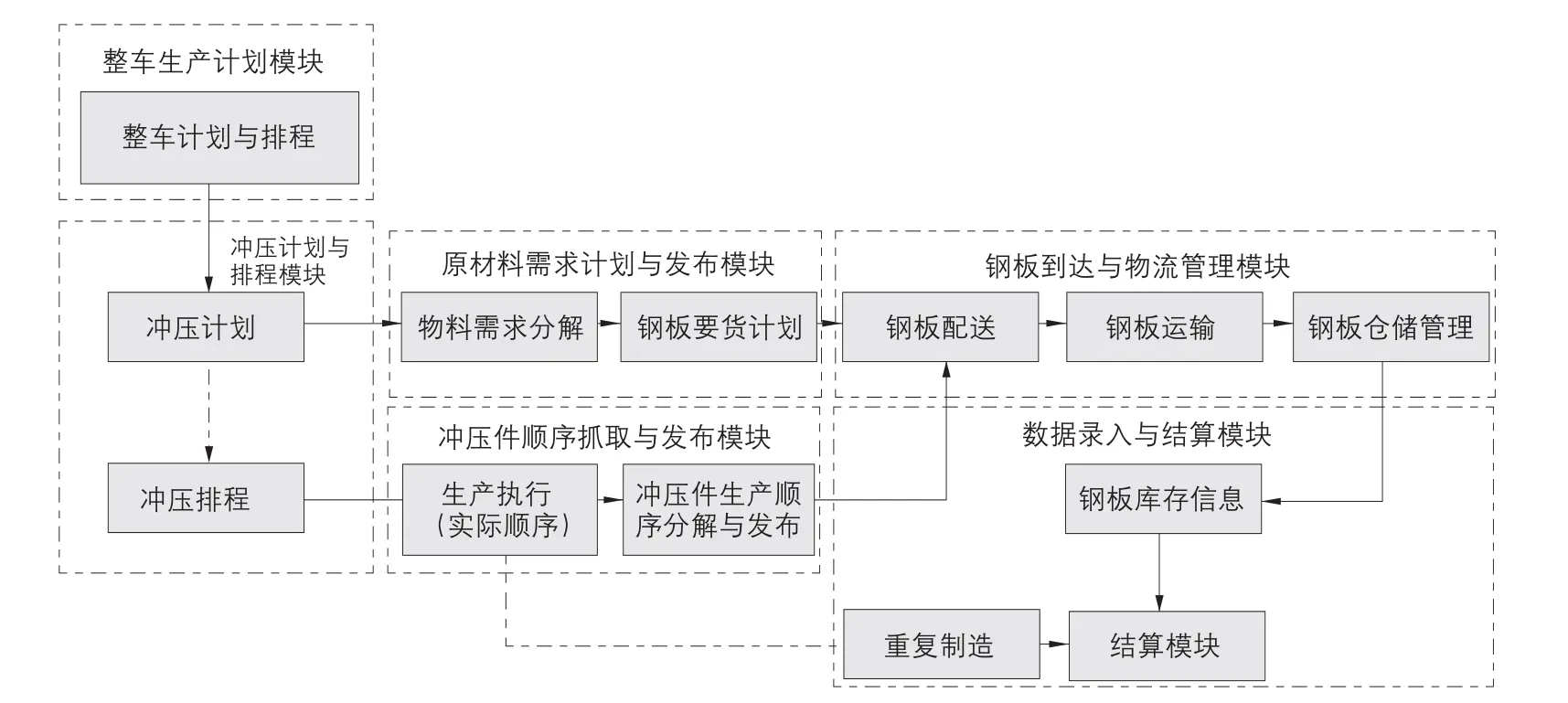
图3 原材料出入库管理信息化流程构架
⑵原材料出入库业务需求说明,具体包括:1)循环看板物料配送,支持采用安全库存和看板环两种需求触发机制指导原材料剪配中心向PC区配送;2)手工看板物料配送:紧急件采取手工录入或Excel批量导入物料需求方式产生配送指令;3)C区物料拣配上线,人工掌握上线时机,支持扫描循环看板卡方式指导物料上线,也可支持直接接入在线库方式;4)PC区、剪配中心库存管理,PC区采用动态库位管理。剪配中心视作一个大库位,采用指定库位方式进行物料出入库处理。
⑶冲压板材物料需求业务流程,具体包括:1)冲压板材物料的发布、接收由冲压车间组织,冲压车间结合库存情况统计分析,按日生产计划提前一个工作日按规定格式编订手工看板物料需求计划,单位第一负责人确认后,通过LES系统录入或上传,对外发布手工看板物料需求;2)外部配送组织单位根据不同零件(钢板)属性的手工看板物料需求,由订单处理员进行手工触发打印,并按要求到货时间计划传递至备货员,由备货员进行手工看板物料需求的备货、发布在途,并按时、按点、按量运输配送至冲压车间指定收货道口;3)手工看板物料需求到货由冲压车间在线库管员(验货员)进行验收确认,对异常到货在线库管员(验货员)及时向物流工段长及物料计划员反馈,按《应急处理流程》处理,在线库管员(验货员)对来件确认后进行签章,返还一联配送单给配送组织单位,其他配送单联交付材料账务员进行扫描入库;4)手工看板物料的物流配送各环节的实时监控由物料计划员负责,要结合系统异常情况预警功能对异常情况进行及时处理。
冲压件出入库管理信息化总体构想
⑴目的。PI是基于现有业务,将原有的手工录入ERP系统模式用扫描方式代替,通过在线生产后扫描入库,再到冲压件的扫描出库,实现全程信息化管理,生产状态在系统内实时体现,减少手工录入,减少人员,提高数据的准确率与及时性,为管理决策提供真实可靠的依据。
⑵操作流程,具体包括:1)冲压自制件合格入库操作。冲压自制件生产完工装箱,区分合格与不合格状态,合格件生成条码并粘贴在工位器具上,实物送至库区扫描入库,待实物发往焊装时,在系统内扫描出库,条码状态为关闭;2)冲压自制件不合格入库返工操作。冲压自制不合格件不在条码系统内管理,按照SAP现有的操作流程先进行报工,再转至不合格库冻结库存,然后安排返工。返工合格的再生成条码,粘贴到工位器具上,然后进行冻结库存转非限制移库扫描,在成品库内进行正常的库存管理;返工不合格的,走报废流程,直接在SAP系统内进行报废处理;3)焊退件返工操作。焊装车间焊退件按照现有流程操作,由冲压车间在SAP系统内先操作退库,再转至不合格库冻结库存,然后安排返工。返工合格的,再生成条码,粘贴到工位器具上,然后进行冻结库存转非限制移库扫描,在成品库内进行正常的库存管理;返工不合格的,走报废流程,直接在SAP系统内进行报废处理;4)工厂间调拨操作。冲压自制件进行工厂间调拨的,在发出时条码在系统内进行扫描出库,状态为调拨中,到对方成品库时,由对方在系统内扫描入库,同时将库存在SAP系统内从发出库移动至接收库,系统状态为调拨完成。在接收方库存地点按照正常的冲压自制件进行存货管理,待货物发出的时候,在系统内扫描出库,条码状态为关闭;5)备件生产操作。冲压自制件进行备件生产和发出的,待发货时要先判断是否都是整箱,整箱在系统内直接扫描出库,条码状态为关闭。然后,在SAP系统内按照《公司间调拨流程》处理,通过交货单交货将库存减少。非整箱的零散库存发货,需要先进行条码拆分,将老条码拆分为两个新条码,老条码状态为关闭,新条码继承老条码拆分前的状态,其中一张条码为需要进行发出的,拆分后得到的需要进行发出的条码进行扫描出库,条码状态为关闭,然后在SAP系统内按照《公司间调拨流程》处理。另一张条码为需要进行正常库存管理的,按照正常自制冲压件库存管理;6)外部门领用操作。冲压自制件进行外部门领料发出,待发货时先判断是否都是整箱,整箱在系统内直接扫描出库,条码状态为关闭。然后,在SAP系统内按照《领料流程》处理,通过发料至领用部门减少库存。非整箱的零散库存发货,需先进行条码拆分,将老条码拆分为两个新条码,老条码状态为关闭,新条码继承老条码拆分前的状态,其中一张条码为需要进行发出的,拆分后得到的需要进行发出的条码进行扫描出库,条码状态为关闭,然后在SAP系统内按照《领料流程》处理。另一张条码为需要进行正常库存管理的,按照正常自制冲压件库存管理;7)入库返工操作。冲压自制件进行入库后返工操作的,先判断需要返工的是否都是整箱,整箱在系统内直接扫描出库,条码状态为关闭。然后,在SAP系统内将库存由成品库调拨至不合格库冻结库存,按照返工流程进行后续处理。非整箱的零散库存发货,需要先进行条码拆分,将老条码拆分为两个新条码,老条码状态为关闭,新条码继承老条码拆分前的状态,其中一张条码为需要进行返工的,拆分后得到的需要进行发出的条码进行扫描出库,条码状态为关闭,然后在SAP系统内将库存由成品库调拨至不合格库冻结库存,按照返工流程进行后续处理。另一张条码为需要进行正常库存管理的,按照正常自制冲压件库存管理。
设备管理信息化总体构想
⑴目的。通过设备信息化建设,可以实时查询设备运行状态、监控设备运行效率,及时响应并处理好设备故障,进一步提升冲压设备管理水平。同时,获得准确冲次及停台数据,进行持续改善,从而全面提升冲压生产效率。
⑵可行性。冲压车间主要设备为压力机、桁车及废料线,设备的控制核心是PLC(可编程控制器),PLC通过接口转换和数据交换,连接至公司局域网,在公司局域网服务器安装服务软件,客户端可以分配权限进行数据访问或通过显示屏部分数据或表格或曲线实时显示。网络组态如图4所示。
模具管理信息化总体构想
⑴模具资产台账信息。功能是保证资产的不遗失,便于模具的各方面管理,随即可查模具的所在地。
⑵产品设计变更(技术通知)引起的模具更改台账信息。功能是便于产品质量状态的追溯,便于模具状态的追溯。
⑶模具大修台账信息。功能是便于查询全年项修费用,为下一年预算提供基本依据。便于掌握各车型模具总体状态,为模具是否需复制重开提供依据。
⑷模具维修记录信息。功能是便于掌握车间的模具维护状况,掌控模具维护质量的追溯,给年度预防性检修计划提供有利依据。
⑸模具备件更换信息。功能是便于掌握模具的使用状态,掌握备件的消耗,给备件的补库提供可靠依据。
质量管理信息化总体构想
⑴目的,具体包括:1)追溯排查、批次管理。在系统中建立可追溯的冲压质量管理体系,以批次号和捆包号为主线索规范冲压过程质量信息输入,保证生产过程的一致性和可追溯性;2)过程监控(系统逻辑控制)。在系统中实现冲压日常质量管理业务,重点实现对冲压过程工艺条件的监控,从而保证冲压整体质量;3)质量信息、记录标准化。在系统中将冲压过程中的故障信息记录标准化、规范化,方便后续进行综合分析,指导质量改进活动;4)资源共享与流程优化。充分发挥系统的信息共享和传递功能,将不同来源(内部、外部)的问题反馈过程标准化、规范化,使问题快速解决和质量改进更加有效;5)过程实时分析控制、预警(SPC)。对冲压的过程检验数据采用SPC和变化分析法进行分析,对过程受控进行预警。
⑵思路、流程,具体包括:1)利用系统资源及扫描系统代替现有的人工输入模式,提高单据录入准确性、及时性;2)过程信息录入,从来料检验到合格入库均采用系统执行逻辑控制;3)能有效监控供应商、冲压、焊装的实时库存,为后期的精确追溯奠定基础。
⑶模块。冲压质量管理分为七大模块(图5),即基础数据维护、板料检验管理、开工前准备、过程检验管理、过程控制管理、冲压不合格品处理及现场异常处理与改进。
⑷追溯模型,如图6所示。
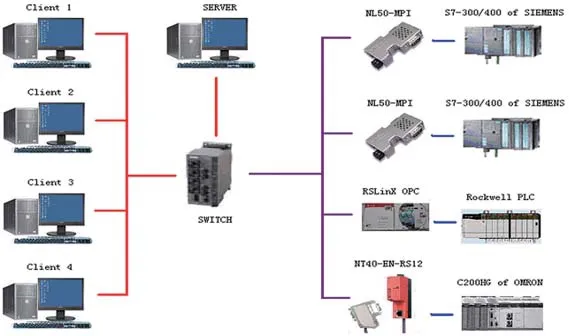
图4 网络组态

图5 冲压质量管理七大模块
推进思路及要求
汽车冲压车间应成立冲压信息化项目组,单位负责人要亲自参与并担任项目组组长,负责整个项目的总体规划、项目流程的决策、重大问题的协调及决策、软硬件资源的支持。需要安排副组长或执行组长,负责各子项目的总体规划,项目流程的制定、评审,项目可行性的论证、项目进度的把握与跟踪、项目问题及资源的协调与沟通以及项目实施的评价及奖惩兑现。五大模块分别安排专人担任项目负责人,负责具体项目的规划、实施,方案的可行性分析、评审,项目日常工作的执行与跟踪,按组长、副组长或执行组长的具体工作要求开展工作,在项目的规定时间节点内按质按量完成任务。
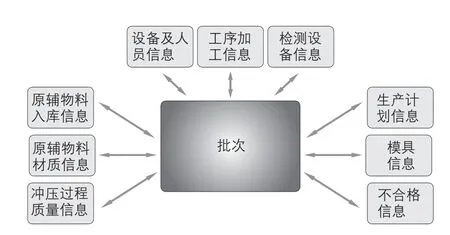
图6 冲压质量管理追溯模型
项目组应定期(每周、每半月、每月)组织召开项目推进会议,跟踪各项目的进度,协调各模块推进小组的问题,进行下一阶段工作布置;各模块推进小组应定期与相关单位进行信息化方案的制定、分析、评审、实施的讨论,梳理在推进过程中出现的各种问题并及时制定措施。
结束语
奇瑞汽车股份有限公司自2002年起正式走上信息化之路,ERP、SRM、DMS、PDM、QMS等一系列信息化系统相继投入使用,有力支撑着企业的快速发展,在整体IT系统架构之下,逐步理顺“研、产、供、销”四大流程,IT技术在驱动企业创新和发展中起到了重要作用。奇瑞公司冲压车间在原材料出入库管理信息化、冲压件出入库管理信息化、设备管理信息化、模具管理信息化、质量管理信息化方面已经常态化使用、初步投入使用或基本成熟。
信息化作为现代化管理工具和手段,越来越成为企业追捧的对象,且发挥了重要的作用。汽车冲压车间应该持续不断扩大和挖掘信息化使用广度和深度,不断加大优化和完善信息化系统力度,全面提升信息化使用水平,满足企业快速发展需要。
猜你喜欢
条码与信息系统(2021年1期)2021-12-05
智能制造(2021年4期)2021-11-04
商品与质量(2020年46期)2020-11-26
条码与信息系统(2020年5期)2020-06-07
模具制造(2019年3期)2019-06-06
小学生学习指导(中年级)(2018年11期)2018-11-29
制造技术与机床(2018年10期)2018-10-13
农村农业农民·B版(2018年11期)2018-01-28
制造技术与机床(2017年10期)2017-11-28
中国老区建设(2016年12期)2017-01-15
