
温挤压模具寿命影响因素分析及改进措施
2013-08-16 07:43:02徐胜利周娟利李春玲王仙萌
锻压装备与制造技术 2013年5期
徐胜利,周娟利,李春玲,王仙萌
(西安航空职业技术学院,陕西 西安 710089)
0 引言
温挤压成形技术是近年来国内外发展较快的一种少无切削精密塑性成形工艺方法。它与冷、热挤压不同,挤压前对毛坯进行加热,但其加热温度介于室温与完全内结晶温度(黑色金属200~850℃,有色金属室温~350℃)之间。塑性变形后存在加工硬化现象。温挤成形零件强度高、刚性好、重量轻,精度和表面粗糙度近于机械加工。节省材料,节约能源,生产效率高,环境污染小。适用于形状复杂、非对称异形件室温成形时变形抗力大、塑性差、加工硬化剧烈又难于成形的高强度合金、不锈钢、有色金属等材料塑性加工。
温挤成形零件包括齿轮、阀体、活塞、轴承套圈、壳体、万向节头、紧固件等。如3Cr13液压机阀瓣,电机磁体;20Cr圆柱齿轮等零件温挤成形已取得成功。温挤压模具是保证温挤压件质量的重要工艺装备,模具工作零件早期失效,严重影响温挤压工艺优势的发挥和产品质量及生产效率的提高。因此,探讨提高温挤压模具寿命对降低生产成本,提高经济效益意义重大。
1 温挤压模具服役条件和失效分析
在温挤压成形过程中,毛坯温度范围通常为300~850℃,挤压压力为2000~2500MPa。连续工作条件下,模具温度可达300~500℃甚至更高。虽然温挤压比热挤压(950~1200℃)温度低,压力比冷挤压压力小(仅为冷挤压力的1/2~2/3),但模具在高压、高温、剧烈摩擦作用下,模具内部的高压应力导致非对称交变载荷产生,表面温度升高产生软化现象,从而造成模具型腔壁出现麻点、局部塌陷等缺陷。工作循环金属剧烈流动和摩擦热产生热效应使模具温度急剧变化引发疲劳裂纹产生破坏。工作过程加载速度(过低或过高)致使模具表面软化或微塑性变形乃至开裂失效。温挤压时润滑效果不良所产生的磨损则使模具表面出现划伤、粘结、压坑、尺寸超差等缺陷。
2 影响温挤压模具寿命因素分析及提高模具寿命措施
2.1 模具材料
温挤压模具工作循环过程中,由于受到高温、高压和交变载荷作用,要求模具钢应具有强度、硬度高,韧性、耐磨性和红硬性好等优良的综合性能。如温挤压轴承圈用模具,工作过程经受高温、高压和油喷雾润滑循环作用,工作条件恶劣,要求模具高温下强度、韧性、耐磨性、抗回火稳定性和耐冷热疲劳性能良好。选用3Cr2W8V钢,热处理硬度50~52HRC时,仅挤压800件产品模具就出现裂纹。究其原因为该硬度下其塑性和韧性差。将模具硬度降至46~48HRC,韧性提高,但硬度下降又使模具发生强烈磨损和微塑性变形,挤压1500件时模具又因塑性变形而失效。改用3Cr3Mo3W2V钢,锻造后,正火预处理+球化退火+淬火(1060~1130℃)+回火(620~650℃×2h二次)获得硬度48~51HRC,使用寿命达4000件以上,且失效形式为疲劳断裂。又如温挤压破碎机轴头,选用3Cr2W8V钢,热处理硬度48~50HRC,挤压1360件,模具因磨损和微塑性变形而失效。改用4Cr5MoSiV钢,工作温度在400~500℃时,具有较高热强度和韧性,且耐磨性、热疲劳性均较好,在52~55HRC硬度下使用,模具寿命提高3倍以上。
模具材料应选择高温下耐磨性、红硬性及冲击韧度高,热膨胀率小,模具温升后屈服强度应高于挤压时作用在凸、凹模上的单位挤压力。①低温(200~400℃)挤压时,选用 3Cr3Mo3W2V、W18Cr4V、W6Mo5Cr4V2等材料,可获得满意的效果。②中温(400~500℃)挤压时,可选用 4Cr5MoSiV、4Cr5W2SiV、5CrNiMo等材料,此类钢由于含铬量较高,淬透性好,淬火硬度高,具有良好的强韧性和较高的抗疲劳性,适用于急冷急热工作条件。③高温(500℃以上)挤压时,宜选用基体钢,如5Cr4Mo3SiMnVAl、6Cr4Mo3Ni2WV、3Cr3Mo3W2V、9Cr6W3Mo2V2 等材料,此类钢具有较高的强度和韧性,其耐热性、韧性均高于铬系钢,近似于钨系钢。
2.2 模具结构设计
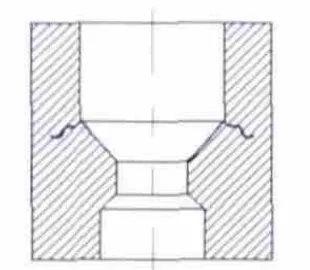
图1 原模具结构
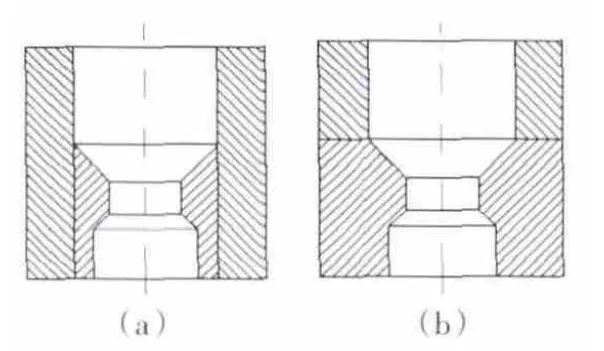
图2 改进后模具结构
模具结构设计是影响温挤压模具寿命的主要因素之一。结构上有缺陷的模具,为模具早期失效埋下了隐患,如型腔形状不对称造成凸模的偏心载荷,孔的位置不当造成壁厚不均匀,工作断面急剧变化,型腔出现凹凸或窄缝,出现尖角或圆角过小等。
在模具结构设计时,应考虑模具结构尽可能有利于金属流动,模具各部位受力均匀,充分考虑型腔断面形状,工作部分应光滑连接,尽可能避免尖角、窄缝造成的应力集中源,防止热处理和挤压过程开裂现象。对型腔中有凸台、悬臂的结构,在满足挤压件使用要求前提下,截面大一些,悬臂短一些,当模具型腔壁厚为型腔深度1~1.5倍时,易损部分应采用组合式结构。如图1所示,凹模设计成整体式,直径过渡存在无圆角过渡,产生应力集中引起开裂。改进后采用如图2a、b所示组合式结构,在应力集中处把模块分割开,避免了应力集中和裂纹产生。
从凸模结构和工作循环分析知,凸模的弯曲应力是由于凸模头部受到侧向力作用的结果,其来源主要有如下几方面:①模架中心与压力机中心不重合;或模具结构不对称,使压力机台面和模板产生弹性压缩变形。②凸凹模紧固不牢靠,在侧向力作用下,模具发生“移动”使凸模中心错开。③模具制造、安装误差或压力机静态精度不好,模具安装后,凸模中心线相对于凹模中心线发生偏斜,工作时,凸模就会受到侧向力作用。
凸模在这些侧向力作用下,会发生弹性弯曲,在凸模弯矩最大处,弯曲应力最高。

式中:Mmax——凸模最大弯矩,产生在凸模根部;
W——凸模抗弯截面模量。
前述分析可知,侧向力的来源很多,它们之间又有复杂的交互作用。因此,σ弯很难用精确计算求得,而且σ弯还与应力集中有关,所以,模具材料、加工方法和工作状况及凸模形状都会影响σ弯的大小。分析试验表明,凸模的σ弯与挤压件的偏心量e正成比。因此,可以用挤压件偏心量e来反映σ弯的大小。而偏心量就等于壁厚差之半。显然,测量工件壁厚差比测量弯曲应力σ弯简单多了。
设挤压件壁厚差为δ,由模具寿命N与弯曲应力关系式(σ弯1/N∝σ弯m)可得:

即说明挤压次数(模具寿命)与挤压件壁厚差的某一次方成反比,减小挤压件壁厚差,凸模的疲劳寿命可得到很大提高。因此,壁厚差较小的挤压件不仅可提高挤压件精度,而且可大大地提高模具使用寿命。
2.3 表面强韧化处理
温挤压模具寿命与表面强韧化处理有很大关系,热处理过程中若淬火温度过高或保温时间过长,奥氏体晶粒长大,淬火后出现粗针状马氏体,热处理内应力增大,脆性增加,工作循环中容易开裂、凸模折断。若淬火温度过低,碳化物溶解不充分,钢的淬透性和回火稳定性降低,模具硬度低,服役中易造成模具磨损、变形、塌陷等缺陷而失效。
因此,采用合理的强韧化处理和表面强化处理,使模具获得良好的整体强韧性和高的表面硬度、耐磨性和抗粘模性能,有效提高模具使用寿命。如:挤压支承钉用Cr4W2MoV钢制温挤压凹模,采用低温(960~990℃)淬火+低温(200~300℃)回火工艺,获得针状马氏体+碳化物+约10%残余奥氏体,晶粒度10~12级,硬度60~62HRC,模具寿命较低,失效形式为龟裂和脆断。改进后采用复合强韧化处理工艺:形变余热正火处理(960℃、保温 1.5h)+等温球化退火(900℃、保温5h)+高温淬火(1000~1050℃、油冷)+高温回火(560~580℃、1.5h)+S-C-N三元共渗工艺进行复合强韧化处理后,基体强韧性好,表面耐磨性和抗疲劳性优良,模具寿命提高2~3倍,达到3200件以上。又如挤压钢钳用3Cr2W8V钢制温挤压模具,采用常规热处理工艺,模具失效形式为磨损和侧变形。改进后采用1100℃加热保温出炉预冷2~3min,再放入50%K2NO3+50%Na2NO3盐浴中,390℃保温0.5h出炉空冷至室温的等温淬火加560℃×2h回火两次,工作表面硬度为HRC50,耐热疲劳及耐磨性明显提高,模具寿命从1200件提高到3500件以上。
2.4 减摩和润滑方法
温挤压过程产生摩擦是不可避免的物理现象,工作循环中若不能有效隔离模具表面与被挤压金属,流动的金属与模具表面强烈的摩擦使模具表面发生磨粒磨损或粘着磨损,其结果是模具工作面划伤、压坑、粘结、剥块。导致模具表面产生裂纹,挤压件尺寸超差,表面质量下降,最终使模具无法投入使用。
为减少模具表面与坯料直接接触,在模具或毛坯表面侵润刷涂润滑剂以减小摩擦,也可提高热传导性。毛坯加热前浸涂还可减少氧化和脱碳。温挤实践表明:采用氧化硼(B2O3)加石墨;氧化硼(B2O3)加二硫化钼(MoS2);石墨水剂或油剂、石墨加二硫化钼加油酸;硅砂(SiO2)加氧化铝(Al2O3)加硼酸(H3BO3)等润滑剂,温挤压过程中取得良好的润滑效果。
3 结束语
模具使用寿命是一个综合性的技术问题,随着温挤压技术的发展,影响温挤模具寿命的因素很多。经过深入研究和探讨,针对模具材料、结构设计、工作零件强韧化处理、摩擦润滑等因素采取有效措施,温挤模具寿命将会得到很大提高。
[1]王德文,主编.提高模具寿命应用技术实例.北京:机械工业出版社,2004.
[2]吴诗忄享.冷温挤压技术.北京:国防工业出版社,1995.
[3]和南方,等.冷挤压凸模失效形式及延寿方法研究.锻压装备与制造技术,2009,44(1):69-71.
[4]冯军伟,等.影响热挤压模具寿命的因素分析.锻压装备与制造技术,2010,45(3):64-66.
猜你喜欢
少年博览·小学高年级(2023年3期)2023-05-30 10:48:04
金属加工(冷加工)(2023年2期)2023-02-23 06:39:54
今日农业(2022年16期)2022-09-22 05:37:46
模具制造(2021年8期)2021-10-20 06:26:40
中国外汇(2019年22期)2019-05-21 03:15:08
中华家教(2018年11期)2018-12-03 08:08:20
制造技术与机床(2017年3期)2017-06-23 08:11:52
制造技术与机床(2017年3期)2017-06-23 08:11:50
特别文摘(2016年15期)2016-08-15 22:04:26
工业设计(2016年12期)2016-04-16 02:51:58
