
基于冲击贯入法的温拌沥青混合料合理压实温度的确定
2013-08-16 13:50王黎明谭忆秋石振武
吉林大学学报(工学版) 2013年6期
王黎明,谭忆秋,石振武,刘 双
(1.哈尔滨工业大学 交通科学与工程学院,哈尔滨 150086;2.东北林业大学 土木工程学院,哈尔滨 150040)
沥青混合料合理压实温度代表在该温度范围内能够高效碾压,且碾压既不出现推移又不出现剪切裂纹,是施工控制中的重要指标。当采用温拌沥青混合料(Warm-mix asphalt,WMA)时,由于生产采用的阶段降粘机制,多数WMA的热态抗剪切强度将随着拌合温度、拌合后温度及储运时间动态变化,进而其合理压实温度也将动态变化。简单地通过沥青粘温曲线无法得到WMA的合理压实温度范围。另外,通过混合料的变温度成型试验确定WMA合理压实温度的方法也存在目标密实度/空隙率难以确定[1],以及试验室由变温度成型直接确定的压实温度可能并不适宜于施工状态等技术缺陷[2]。为此,本文设计了一种WMA合理压实温度的确定方法。通过冲击贯入试验模拟热态混合料压实受剪过程。通过引入类比关系,由已知混合料压实温度推及到未知混合料的压实温度,回避目标贯入指标的确定问题。该方法条件简单易控、试验周期缩短,可以用于快速地确定WMA合理压实温度。
1 传统方法的不足及贯入法的过程
1.1 传统方法的不足
沥青混合料合理压实温度的确定方法主要有两类:①基于沥青或沥青胶浆的粘度和流变性质的预估方法,如适用于基质沥青的等粘度-温度法,以及各种在此基础上改进的适用于非基质沥青的方法[3-4];②基于混合料变温度成型对试件体积或路用性能的影响来预估压实温度[4-6]。
目前普遍采用4种降粘机理生产WMA:①沥青发泡;②热集料涂覆乳化沥青;③高熔点有机添加物降粘;④沥青稀释。采用机理①②和④制备的WMA,拌合后集料表面沥青膜的粘度状态不稳定,随着温度和时间的变化而改变,任何基于沥青或沥青马蹄脂的合理压实温度预估方法都是无效的。采用机理③制备的WMA,由于添加物通常不是晶体,具有明显但不确切的熔点,使得沥青粘温曲线呈现突变,且突变区域难以测定。试验证明,掺蜡类添加剂的沥青表观粘度与实际流动性有差异,按粘温曲线确定的压实温度比实际工程中的偏高[2]。
另外,文献[2]中采用混合料变温度成型法直接找到WMA压实温度的方法也比较常用,这种方法基于成型功固定时密实度随温度连续变化的原则。采用基质沥青时,以变温度成型曲线上假定空隙率(如VV=4%)所对应的温度为合理压实温度;采用改性沥青时,常采用文献[3]中的温度-毛体积密度峰值确定最佳压实温度。由假定空隙率或毛体积密度峰值确定WMA的压实温度存在以下缺陷:①采用不同成型方法的不同混合料目标空隙率不同,假定空隙率难以确定;②采用改性沥青的 WMA拌合温度降低,在保证WMA不失去温铺性的拌合温度范围内,变温度成型曲线可能不会出现峰值;③某些沥青的粘度变化对剪切速率敏感,当成型试验中剪切速率与实际施工时不同时,由试验室确定的压实温度将不适宜于施工状态;④当成型功过大或用于间断级配时,最终密实度对温度变化不敏感。
综上,理想的方法是比较相同成型条件下已知压实温度混合料与未知压实温度WMA的成型温度和密实度的关系,从而取得后者的压实温度。这样可以回避直接由变温度成型曲线确定压实温度范围的前3个缺陷。但基于变温度成型进行类比试验周期长、误差累计大,而适用于工程的类比试验应该快速、简单,且能尽量消除第④条缺陷。
1.2 贯入法确定合理压实温度的过程
贯入法确定沥青混合料压实温度基于等贯入指标-温度类比关系。压实是混合料在高温阶段不断剪切变形的过程,其抗剪强度受到集料级配、集料性质、沥青性质、沥青用量、空隙率、均匀程度和温度等7方面的影响[7-8],若前6个因素固定,则其抗剪强度只受温度影响,可以找到确切的抗剪强度-温度关系;不同类型的沥青混合料,若级配、密实度、剪切速率相同,在达到同样的抗剪强度时,其沥青膜粘聚力的差异就能反映为某温度下施工性质的差异,进而反映为合理施工温度区间的差异。
对于高温松散的混合料,贯入试验是一种常用的模拟材料受剪切破坏的试验方法。图1为根据等贯入指标-温度法确定压实温度的示意图。

图1 等贯入指标-温度法确定压实温度范围示意图Fig.1 Scheme of equal penetration index-temperature method to determine the compaction temperature range
2 贯入试验设计
贯入试验涉及到加载模式、试件成型工艺、试验条件、试件尺寸和压头尺寸等5个方面[7]。
2.1 加载模式及贯入设备
贯入试验的加载模式与施工过程应尽量接近,由于压实过程中混合料不断变形,因此采用动力贯入试验才能模拟混合料的剪切过程。热态沥青混合料在压实中若不出现碾轮滑移或推移(见图2),则其颗粒之间瞬间接触剪切速率等于压路机前进速率。按照初碾速度为3~5km/h计算,混合料压实瞬间接触剪切速率约为830~1390 mm/s,平均值为1100mm/s。该剪切速率远超过一般测力试验设备的加载速度,很难采用静力贯入的加载模式。

图2 压实瞬时接触颗粒移动示意图Fig.2 Sketch map of particles moving at rolling moment
参考土工原位试验中的圆锥动力触探和标准贯入试验,本文设计了一种冲击贯入试验设备,如图3所示。该设备采用4kg重锤,自28cm高度自由下落。落锤与总质量为10kg的受冲击贯入部件碰撞时,按照纯弹性正碰计算,底部贯入头的初始冲击速度为1339mm/s;按照完全非弹性正碰计算,则贯入头的初始速度为669mm/s。由于采用短的贯入杆、较短的落锤下落高度和较浅的贯入量,可以不必考虑杆长修正、摩擦修正和上覆层修正[9]。实际碰撞情况介于完全弹性和完全非弹性之间,宏观上该速度与压实时的剪切速率接近。

图3 贯入试验装置示意图Fig.3 Sketch map of penetration test device
2.2 试件级配选择和成型标准
试验要尽量反映混合料沥青膜对剪切过程的影响,因此选择连续密集配混合料为宜。同时,在特定尺寸的贯入杆作用下,混合料粒径的大小将影响重复性试验的误差。为了检验有限尺寸试件试验数据的可靠性,采用∅20mm贯入杆进行了AC-5和AC-13两种混合料在∅100mm试模内的重复性贯入试验以检验误差水平。
试验用AC-5和AC-13混合料的级配如表1所示,由同一料源的筛分集料逐级回配。沥青用量分别为7.7%和5.2%。

表1 AC-5和AC-13型混合料级配组成Table 1 AC-5and AC-13graded composition
试件成型标准也是影响贯入试验结果的重要因素。一方面试件密实度标准要模拟混合料的关键压实阶段,另一方面要保证贯入试验产生有效的颗粒推移剪切才能更好地反映剪切过程中沥青粘聚力的影响。满足这两个标准的试件成型状态为初压前摊铺后状态。该状态压实度约为80%,是摊铺机振动熨平装置作用的结果。实现该状态的理想试验室方法是振动成型,但基于类比原则进行贯入的试件密实度必须精确一致,鉴于细粒式连续级配混合料无明显离析,采用静压成型以实现这一目的。
重复性试验所用试件在同一温度下制备,控制其密实度为马氏试件的80%,用静压法成型。统计贯入深度,结果如图4所示。

图4 重复性贯入试验对比曲线Fig.4 Comparison curves of repetitive penetration test
试验结果表明:3次贯入前的数据变异较大,3次以后,两种混合料的贯入深度皆呈规律性发展,可以认为静压成型试件细观结构均匀。AC-13并没有比AC-5具有更大的随机误差,自6次以后的相对误差为6%~8%;而AC-5自6次以后的相对误差达到9%~11%。贯入试验中,贯入杆下的材料由近及远被划分为剪切破坏区、压密区和未变形区[10]。AC-5的贯入量增长较快,至15次已达70mm,而试件的高度约150mm,如果进一步试验,其贯入变形规律将随着剪切破坏区和压密区变化而变化。基于上述分析,根据试验应尽量模拟生产常用混合料的原则,选择AC-13静压成型试件进行试验。
2.3 试件尺寸、压头尺寸和贯入指标的选取
根据文献[8],压头直径与试件直径之比小于1∶4之后,压头下的最大剪应力相差不再显著。本试验使用直径100mm的试筒,相应合适的压头直径应小于25mm。
由于采用冲击贯入,贯入指标选择为一定贯入次数的贯入深度。同时考虑贯入指标随温度变化的显著性也与贯入杆的直径相关,采用不同直径平头贯入杆分别在115℃和100℃对AC-13试件进行贯入试验,结果如图5所示。
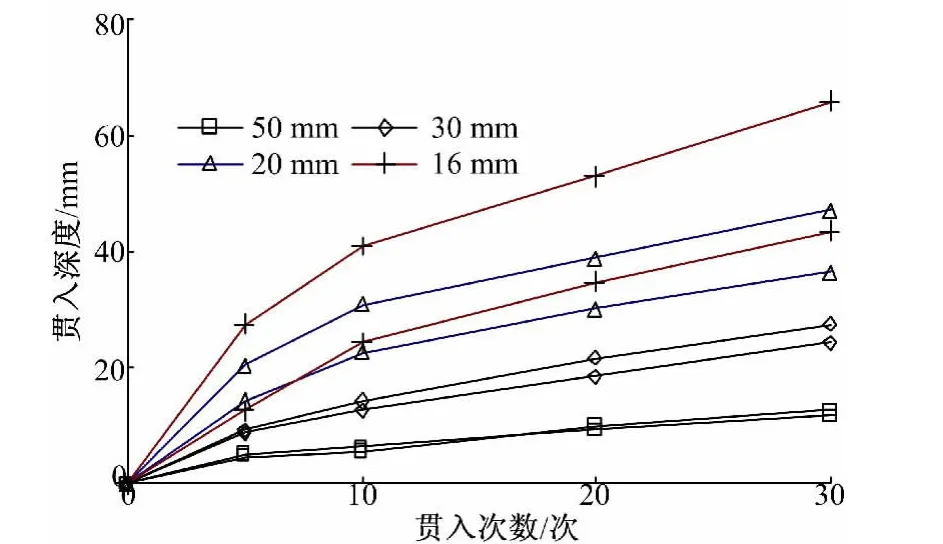
图5 温差为15℃时不同直径贯入杆的贯入曲线Fig.5 Penetration curves with different diameter penetration rod at 15℃temperature difference
在15℃温差下,贯入深度与贯入杆直径大小负相关,∅50mm贯入杆的贯入指标差异过小,不适于工程观测;∅16mm的贯入指标差异最大,但是在自重作用下有下沉现象,也不便于操作。由此,直径∅20mm的贯入杆适于本试验。
由图5可以看出:一定温差下,贯入次数越多则贯入深度差越大,但增长幅度不大。贯入指标应位于贯入深度差显著且稳定区内,同时试验时间宜短,以避免试验中混合料温度损失过大。由此选取20次冲击贯入的深度值作为贯入指标。
3 贯入试件准备
试验基于前述AC-13配比制备 WMA,采用4种不同机理的温拌添加剂:A为一种含结晶水合成沸石粉;B为一种基于热集料表面涂覆乳化沥青机理的产品;C为一种高熔点蜡类;D为基于熔剂稀释机理的产品。拌合后混合料分别称作WMA(A)、WMA(B)、WMA(C)和 WMA(D),未使用添加剂的空白组基质沥青混合料称为HMA。4种添加剂的用量都为微量,试验中不改变混合料配比。
由于拌温不同可能会影响WMA降粘残留程度,试验中HMA拌合温度均为155℃,WMA均为145℃。拌合后精确称量入模质量,迅速装入试模并马上用静压法压实。形成∅100mm×150mm、密度均匀的试件。多数WMA的降粘残留机制决定其不宜于在烘箱中缓慢控温,为了模拟摊铺现场,采用试模外用保温护套围护,试件中心插入温度计后表面用土工布覆盖,在室温中逐步冷却至试验温度的控温方式。
4 压实温度的确定及结果分析
4.1 压实温度的确定
首先,以15℃为间隔,在试件中心温度为70~130℃间进行变温度贯入试验,WMA(D)增做一组中心温度为60℃的试验,HMA增做一组中心温度为140℃的试验。试验时先将贯入杆置于混合料顶面10s,待无自重作用变形时开始冲击贯入。试验中每个温度下对每种混合料进行3个平行试验,取其平均值。整理试验数据并对其进行回归处理,结果如图6所示,回归结果如表2所示。
然后,由基质沥青HMA拌碾温度,依据温度-贯入深度回归方程,按照等贯入深度原则确定WMA的合理压实温度范围。

图6 不同类型混合料的贯入温度-贯入深度回归曲线Fig.6 Temperature-penetration depth regression curves of different mixtures

表2 不同类型混合料温度-贯入深度回归方程Table 2 Temperature-Penetration depth regression equation of different mixtures
通过Brookfield旋转粘度计测得试验用的盘锦90号基质沥青粘温曲线,对应于粘度(0.28±0.3)Pa·s的最佳压实温度范围为134~138℃。将该温度范围代入HMA回归方程,得到贯入量区间为47.5~50.3mm。再将该贯入值带入WMA回归方程,得到不同类型WMA的压实温度范围,如表3所示。

表3 不同类型WMA压实温度范围Table 3 Compaction temperature ranges of different WMA
表3所反映的B类和C类混合料的合理压实温度范围与既有研究结果的相近[1-2],但是各种产品的降温幅度都比厂家数据要小,原因是厂家数据普遍采用与实际控制温度相比较的极限值,如基质沥青HMA的实际拌合温度一般在160℃以上,初压温度常控制在140℃以上。同时,由于不同研究所采用的沥青性质、添加剂品质和剂量存在差异,绝对压实温度难以量化比较。
从变温度贯入回归曲线的形式上看,各种混合料回归曲线都呈反S形,即贯入深度并不随温度升高而线性增大,存在一个剪切强度变化趋缓区。各种WMA的贯入曲线都位于HMA的上侧,试验应用的添加剂都具有降低压实温度的性质。
相对于90号基质沥青的合理压实温度,WMA(A)压实温度能降低10℃左右,其曲线形式与基质沥青HMA最接近,说明 WMA(A)压实特性与HMA相似。WMA(B)和 WMA(C)对热态沥青混合料工作性质的影响趋势基本一致,平均降低压实温度13~14℃,随着混合料的冷却,添加剂对工作性质的影响逐渐降低并接近消失。添加剂D大幅地改变热态混合料的施工压实特性,使压实温度平均降低22.5℃。其曲线的反弯区最为平缓,说明 WMA(D)能在相对宽的温度范围压实。该混合料在60℃时仍然有很大的贯入值。这样的性质对于低温或大温差环境下延长有效压实时间有利,但可能会影响到开放交通的时间和早期高温稳定性。
4.2 等贯入指标-类比法的适用性
冲击贯入法模拟沥青混合料压实阶段剪切工作状态,类比过程避开了不同类型混合料工作性质随温度和剪切速率非线性变化的问题。理论上也适用于其他不宜直接由沥青确定合理压实温度的混合料。而对级配相近、沥青性质相同的混合料来说,采用一种混合料推导的数据,理论上可以代表其他相近混合料的压实温度范围,如基于AC-13试验所得到的压实温度范围可以代表AC-16和AC-20的压实温度范围。试验可尽量选取变异性小的级配来开展。
采用等贯入指标-温度法和等密实度-温度法对基准混合料和被测混合料进行类比本质上没有差别。但与变温度成型试验相比,本文所设计的贯入试验采用相对疏松且体积关系固定的试件,固定了颗粒摩阻因素,弱化了1.1节中所述的变温成型试验的第④个缺陷,贯入指标在整个温度段内对温度敏感,能够充分反映沥青粘度变化对混合料抗剪强度的影响。后继不同WMA性能对比试验中,试件在此方法确定的温度标准下成型能够达到基本相同的密实度。因此可以认为本文所确定的压实温度范围是准确的。另外,与击实、旋转压实等变温度成型试验相比,贯入试验操作迅速、条件控制简单、试验周期较短。
5 结 论
(1)WMA的生产机理及不同类温拌添加剂的性质决定其不能由沥青直接确定合理压实温度。采用变温度成型试验,直接由混合料的温度-假定空隙率/毛体积密度确定WMA合理压实温度的方法存在技术缺陷。
(2)冲击贯入法考虑了加载模式与施工状态的一致性和试验条件的合理性,能够模拟热态混合料初压剪切过程。
(3)等贯入指标-温度法本质上与等密实度-温度法相同,但相对于后者,前者贯入试验固定了颗粒摩阻因素,能够充分反映沥青粘度变化对混合料抗剪强度的影响;贯入指标在整个温度段内对温度敏感,按照该方法可以得到合理压实温度范围。
(4)与变温度成型方法相比,贯入法操作迅速、条件易控、试验周期缩短。理论上也可以用于预估其他不适用于直接由沥青确定合理压实温度的混合料。
[1]张镇,孙立军.Evotherm温拌沥青混合料控制指标研究[J].武汉理工大学学报,2009,31(8):29-32.Zhang Zhen,Sun Li-jun.The control indicates research of evotherm warm-mix asphalt[J].Journal of Wuhan University of Technology,2009,31(8):29-32.
[2]吴超凡,曾梦澜,王茂文,等.添加Sasobit温拌沥青混合料的拌和与压实温度确定[J].湖南大学学报,2010,37(8):1-5.Wu Chao-fan,Zeng Meng-lan,Wang Mao-wen,et al.Determination of the mixing and compaction temperatures for warm mix asphalt with sasobit[J].Journal of Hunan University(Natural Sciences),2010,37(8):1-5.
[3]纪小平,郑南翔,杨党旗,等.基于复合粘温曲线的热再生沥青混合料拌和温度研究[J].中国公路学报,2010,23(5):16-21.Ji Xiao-ping,Zheng Nan-xiang,Yang Dang-qi,et al.Research on mixing temperatureof hot-recycled asphalt mixture based on composite curve of viscosity-tempera-ture[J].China Journal of Highway and Transport,2010,23(5):16-21.
[4]王捷,贾渝.改性沥青混合料拌合与压实温度确定方法综述[J].公路,2002,47(12):99-102.Wang Jie,Jia Yu.Summarization on methods in defining mixing and compaction temperatures for modified asphalt binders[J].Highway,2002,49(12):99-102.
[5]李宁利,李铁虎,陈华鑫,等.改性沥青混合料的拌和与压实温度[J].中国公路学报,2007,2(2):40-44.Li Ning-li,Li Tie-hu,Chen Hua-xin,et al.Mixing and compaction temperatures of modified asphalt mixture[J].China Journal of Highway and Transportation,2007,20(2):40-44.
[6]李宁利,李铁虎,陈华鑫.改性沥青混合料拌和与压实温度确定方法综述[J].材料导报,2007,21(8):92-95.Li Ning-li,Li Tie-hu,Chen Hua-xin.Summarization on methods in defining mixing and compaction temperatures for modified asphalt mixture[J].Materials Review,2007,21(8):92-95.
[7]迟凤霞,张肖宁,王丽健,等.沥青混合料动态剪切模量主曲线的确定[J].吉林大学学报:工学版,2009,39(2):349-353.Chi Feng-xia,Zhang Xiao-ning,Wang Li-jian,et al.Determination of master curve of dynamic shearing modulus of asphalt mixture[J].Journal of Jilin University(Engineering and Technology Edition),2009,39(2):349-353.
[8]谭忆秋.基于沥青路面应力场分布沥青混合料抗剪特性的研究[D].上海:同济大学交通运输工程学院,2002.Tan Yi-qiu.Research on asphalt mixture shear resistance property base on asphalt pavement stress distribution[D].Shanghai:School of Transpotation Engineering of Tongji University,2002.
[9]袁钟,李思源,申伯熙.标准贯入试验的应用及贯入击数的影响因素[J].港工技术,2002(4):50-52.Yuan Zhong,Li Shi-yuan,Shen Bo-xi.Application of standard penetration test and influence factor of number of blows[J].Port Engineering Technology,2002(4):50-52.
[10]袁聚云,徐超,赵春风.土工试验与原位测试[M].上海:同济大学出版社,2004.
猜你喜欢
汽车实用技术(2022年5期)2022-04-02
当代陕西(2020年15期)2021-01-07
矿产勘查(2020年11期)2020-12-25
航空发动机(2020年3期)2020-07-24
人大建设(2019年11期)2019-05-21
西南石油大学学报(自然科学版)(2018年6期)2018-12-26
制造技术与机床(2017年5期)2018-01-19
中国卫生标准管理(2015年24期)2016-01-14
铁道科学与工程学报(2015年4期)2015-12-24
中国塑料(2015年5期)2015-10-14
