
铝塑复合用铝带材新产品生产工艺研究
2013-08-16 06:20史兴华徐爱霞
山东工业技术 2013年11期
史兴华 田 磊 徐爱霞
(山东东岳能源有限责任公司 泰山铝业分公司,山东 肥城271608)
1 项目概况
在生产过程中,发现铝合金板材、箔材各项性能指标与合金在轧制和退火过程中所产生的织构密切相关,不同的织构组分决定了不同的各向异性行为,通过合理控制轧制加工率和热处理的有机结合,使材料织构比例达到较为理想的平衡状态,大大降低各向异性;轧制过程中调整工艺油配比,轧辊粗糙度等工艺参数保证产品具备较高的表面质量,能够满足用户特殊性能的要求。此外,我们还可以根据用户的特殊要求生产特殊的铝板。
2 原料选择
原材料化学成分要求符合GB/T3190 的规定。
2.1 合金牌号
铝塑复合箔原材料为1100 合金,化学成分要求符合GB/T3190 的规定。
幕墙用铝板原材料为3003 合金,化学成分要求符合GB/T3190 的规定,3003 合金中锰的添加可以提高合金的力学性能又能保证较好的抗蚀性。选取坯料时要严格控制铁、 锰总量,应分别低于2.0%和1.7%以免形成粗大的(FeMn)Al6 化合物。
2.2 板型控制
原料板型直接影响产品的板型,但板型要求太严,原料生产时成本会增加。因此原料板型既要高又要考虑上游生产时成本的节约。经过研究,原料板形板型要求如下表。
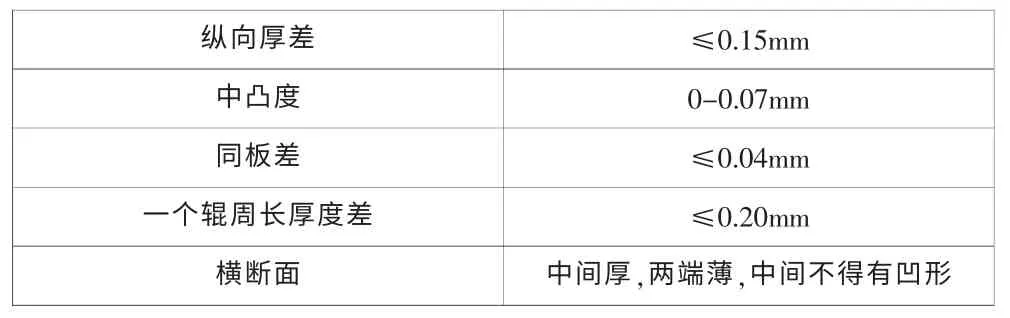
?
3 轧制工艺改进
道次压下量主要考虑极限压下率、速度、安全性和板形。但通常情况总是先确定压下量,速度的选择应首先保证产品的质量,对速度选择主要考虑以下几个因素:(1)表面要求很高的产品和成品道次速度应低一些,有利于调整板型,控制产品表面质量;(2)尽量发挥设备性能,在设备允许的范围内尽可能增大压下率;(3)第一道次速度应低一些,有利于板型的调整,同时可以消除坯料张力不同而造成的缺陷。而中轧速度要高些,主要是为了提高生产效率。
3.1 改进工艺流程
对于冷轧来说,1100 合金道次压下一般控制在(40-50)%左右,3003 合金道次压下一般控制在(35-45)%左右。
通过研究产品最佳工艺流程为:
铝塑复合箔 原料选择—轧制—切边—中间退火轧制—合卷—轧制—分切—检验、包装—入库
铝塑复合箔生产工艺根据最终产品的机械性能确定是否进行中间退火,如果产品抗拉强度小于155Mp 选用中间退火工艺。
幕墙用铝板 原料选择—轧制—中间退火—剪切—检验、 包装—入库
铝塑复合箔生产工艺根据最终产品的机械性能确定是否进行中间退火,3003 合金如果产品抗拉强度小于170Mp 选用退火工艺。
3.2 退火工艺调整
1100 合金在190℃×7h 退火时,其强度和延伸率达到较高值,强度达到98.2MPa、延伸率达到3.0%,随着退火保温时间的延长,强度呈下降趋势、延伸率不断波动增加并不明显,经常时间保温后延伸率有所上升;1100 合金在200℃×6h 退火时,强度达到91.7、 延伸率达到3.03%,随着退火保温时间的延长强度下降不明显,1100 合金在210℃×3h 退火时,强度达到89.5、延伸率达到3.3%,属最佳性能,随时间延长,强度降低比较明显。从总的情况来看1100 合金在190℃×7h、200℃×6h、210℃×3h 退火时,出现强度与塑性的最佳配合,但在实际生产中,箔材退火受料卷宽度、卷径、装炉量、退火炉性能影响,保温时间大于20 小时。
3003 幕墙板用铝板通过相似实验经过对比分析研究选择了450℃×6h 转温370℃×3h 的保温制度。
3.3 性能测试
对式样长度方向距头部13-20mm 处用带有光滑全扣套的虎钳夹住,将式样绕自身弯曲超过90 度退运,再用虎口钳使两面重合,即共弯曲180 度,此时成为OT。目视检查,样品无开裂、细纹为合格。
4 结论
(1)目前两种产品销售价格是在铝锭价格的基础上分别加价3700元/吨,3000 元/吨,公司两种产品分别生产1100 吨、1500 吨,按照材料成本及设备维修等费用等可变成本2100 元/吨计算,可创造直接经济效益:1100×(3700-2100)+1500×(3000-2100)=176+135=311 万元。
(2)通过开发铝塑复合用铝带、幕墙用铝板,规范了职工的操作规程,提高了员工操作水平,由于我们开发了新产品,产品的质量得到进一步的提升,市场开发能力进一步加强。
[1]铝加工[Z].西南铝业(集团)有限责任公司承办,2012(01).
猜你喜欢
轻金属(2022年4期)2022-06-16
一重技术(2021年5期)2022-01-18
湖北农机化(2021年7期)2021-12-07
煤气与热力(2021年9期)2021-11-06
建材发展导向(2021年13期)2021-07-28
建材发展导向(2021年10期)2021-07-16
天津冶金(2021年3期)2021-06-28
中国建筑金属结构(2019年3期)2019-03-20
中国新技术新产品(2018年17期)2018-08-31
汽车零部件(2014年11期)2014-09-18
