
G50T 数控卧式镗铣床改造
2013-08-16 06:12杨兆平
科技视界 2013年5期
杨兆平
(陕西凌云电器集团有限公司,陕西宝鸡721006)
1 设备概述
G50-T 是美国吉丁斯& 路易斯公司98 年出厂的卧式数控加工中心。 该机床拥有四轴四联动机能的卧式加工设备,数控系统部分基本配置为吉丁斯& 路易斯公司NumeriPath 8000 开放式数控系统,内置PLC 模块; 伺服轴X、Y、Z、W 各轴为AB1391 交流伺服驱动单元,X、Y、W 轴由感应同步器实现位置的全闭环控制; 主轴选用的西门子611A 的驱动单元;可实现主轴五档无级变速及分度控制机能;独立的液压油冷却循环系统;各轴集中润滑系统。
机床主要技术参数:(略)
2 改造方案选择
通过对原机床功能分析,按照性价比最优原则,本改造项目,我们采用了德国原装SIEMENS 全数字SINUMERIK 840D powerline 数控系统。 该数控系统是西门子公司研制的一款高档数控系统,该数控系统适用于所有数控场合,10 个加工通道,从2 轴到31 轴控制,具有3D插补、螺旋线插补、钻削和铣削循环加工、图形与坐标编程、图形仿真、螺纹转速进给功能以及刀具半径和长度补偿、丝杠螺距和齿轮间隙补偿等功能。 其数控及驱动接口信号完全数字量, 人机界面建立在Flexos 基础上,更易操作和掌握。该系统提供了一种基于PC 的控制概念,系统具有高度的软硬件开放性,完全满足设备改造要求。
改造系统主要配置及功能:
2.1 数控控制单元NCU 配置Intel -650MHz 处理器,用以实现10 方式组/10 通道工作方式加工,控制31 个进给轴/数字主轴。CNC 零件程序内存最大可扩至2.5MB。
2.2 人机通讯模块配置为PCU 50.3: 具有内置接口, 可以通过以太网、MPI 和PROFIBUS DP 进行通讯,它留出集成的空槽给其它卡件。设备后面的USB 口为标准的PC 键盘和鼠标提供“即插即用”的功能。PCU 50 配备Windows XP ProEmbSys 操作系统,通过Ghost 6 数据备份软件对于备份和恢复数据。
2.3 操作面板为OP012: 面板带一个分辨率为800×600 像素(VGA)的12.1" TFT 彩色显示器,一个59 键的薄膜式键盘,2×(8+2) 水平和2×8 个垂直自定义功能键。 集成鼠标,提供机床附加的控制方法。
2.4 机床控制面板为全新设计的SINUMERIK MCP 483C 机床控制面板,规格19”,可以与用户友好地实现机床功能操作。它适用于铣床、车床、特种机床以及专用机床的操作。所有按键都配有可以更换的键帽,以适配机器,该键帽可以使用激光器任意标记。
2.5 系统配置了SIMATIC S7-300 系列模块化PLC及软件,通过IM361 接口模块与NCU572.5 控制单元连接,实现机床的顺序控制。
3 数控系统改造安装
3.1 拆除原机床的AB 8400 数控系统, 包括CNC,PLC。
3.2 拆除原X、Y、Z、W 轴的伺服驱动器和伺服电机。
3.3 拆除原机床的所有低压电气元件。
3.4 拆除原机床的限位开关、行程开关、换挡开关、油路检测开关。
3.5 拆除原机床的所有电线电缆及防护软管。
3.6 拆除液压部分的损坏件、缺损件和失去功能件。
3.7 保持原机床的全闭环控制方式不变。 拆除原机床X、Y、W 轴的感应同步器。 换装德国海德汉HEIDENHAIN 原装增量式直线光栅, 型号:LS187C;精度:0.005mm。
3.8 为了避免冷却液喷雾对光栅尺的污染,加装海德汉HEIDENHAIN原装DA300 压缩空气装置,包括压缩空气软管,集流排和可用于四根光栅尺的节流阀接头。 允许压力在0.6~1bar 之间,压缩空气必须经过内置节流阀(在光栅尺中内置)的接头进行连接。 从而使防护等级由IP53 级达到IP64 级。
3.9 伺服驱动器: X、Y、Z、W 进给轴和SP 主轴全部采用西门子全数字SIMODRIVE 611D 交流伺服驱动系统。 包含:驱动电源模块、过电压限制模块、驱动模块、功率模块、数字接口的控制单元。
3.10 更换进给轴X/Y/Z/W 电机为西门子公司最新推出的高性能的交流同步伺服电机1FT7 系列,进给电机端内置的海德汉HEIDENHAIN光电式旋转编码器反馈电流、速度信号,和海德汉光栅尺位置反馈一起构成机床的X、Y、W 轴全闭环控制方式。Y 轴电机配电磁抱闸,确保掉电时,主轴自锁不会下坠。 主轴采用西门子1PH7 交流感应伺服电机。 参数如下:
X 轴:1FT6105-1AC71(50NM/2000RPM)电;Y 轴:1FT6105-1AC71(50NM/2000RPM,带电磁抱闸);Z 轴:1FT6105-1AC71(50NM/2000RPM);W 轴:1FT6105-1AC71(50NM/2000RPM);主轴:1PH7163-2NF03;30kw~45kw/1500RPM。
3.11 更换主轴电机为西门子交流永磁感应电机1PH7 系列, 额定功率30kw,最大功率45kw(S6-40%)。
3.12 原机床主轴采用的是外装位置编码器检测定位,换装西门子增量式光电编码器,sin/cos 1Vpp 信号,编码器线数5000 线。保证主轴的任意角度准停的精度。通过主轴电动机内置安装的位置编码器或在机床主轴箱上安装一个与主轴1:1 同步旋转的位置编码器来实现准停控制,准停角度可以360°任意设定。
3.13 重新编制机床的换挡程序,确保能自动识别加工程序中的S 指令,实现换挡功能。
3.14 增装德国西门子原装MINI 手持单元,带轴选择和倍率选择,方便操作者对刀和移动调整坐标。 防护等级:IP65。
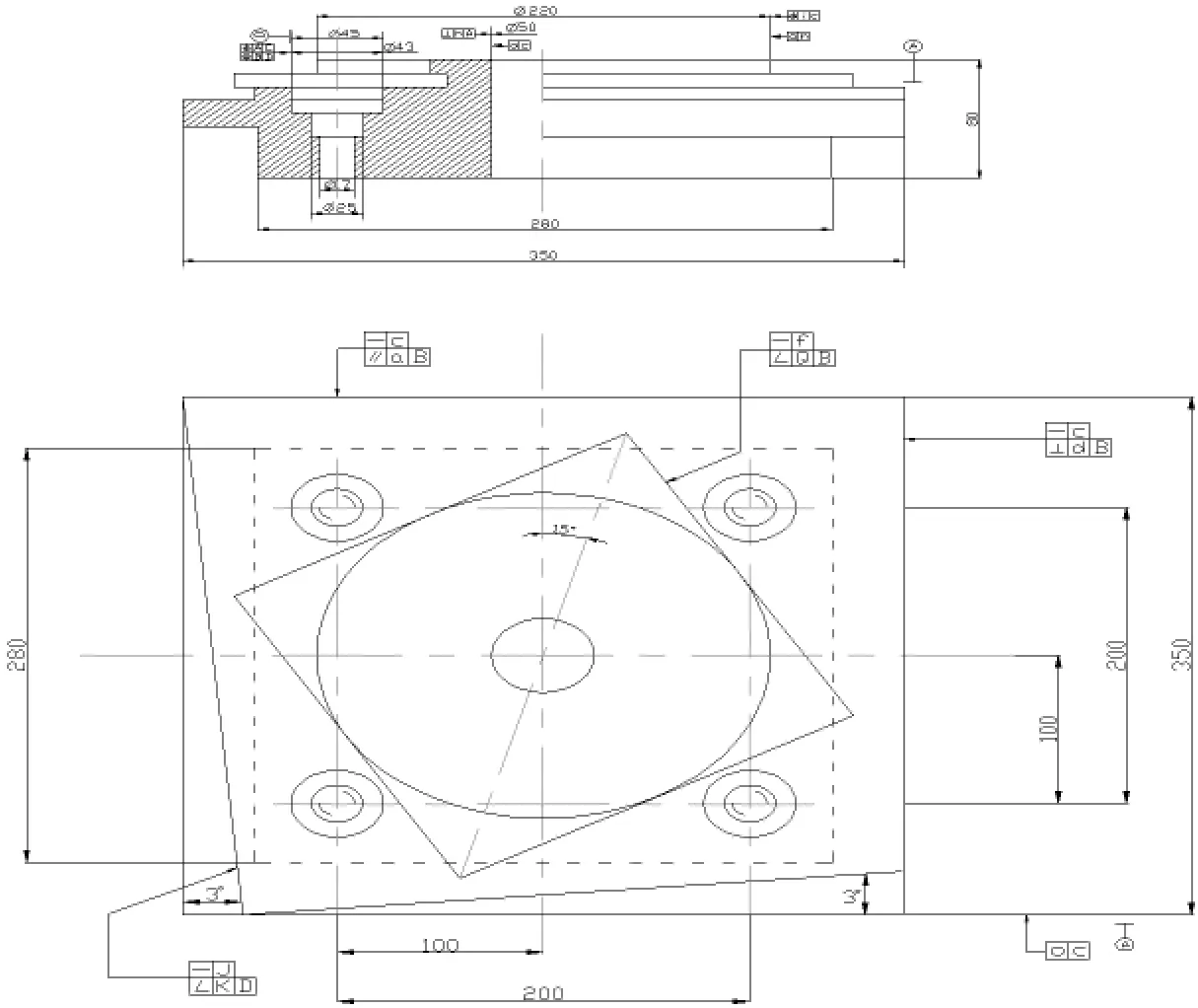
综合加工精度检验试件图
4 系统调试
系统调试是该机床改造过程中的一个重要环节,也是一项相对复杂的系统工程,调试按如下步骤进行:
4.1 CNC 系统功能检查及调试,主要包括CNC 系统硬件工作状态检查、主轴驱动系统通讯功能的调试检查、数字伺服系统初始化等
4.2 PLC 编程调试, 此部分工作的核心是必须完全了解机原机床逻辑控制,通过对PLC 编程保证与原机床逻辑控制相符
4.3 机床各坐标轴的控制调试
4.3.1 在开环状态下, 用手动方式分别对4 个坐标轴进行移动测试,观察运行平稳情况;
4.3.2 在闭环状态下,用手动方式分别移动各坐标轴,修改有关参数,使面板显示数值与方向与实际相符;
4.3.3 在手动方式下,对机床软极限参数进行调整。
4.4 设置机床参数及功能代码, 包括对各坐标轴滚珠丝杆的误差进行补偿、设置各坐标轴参考点及机床零点等;
5 小结
G50T 数控卧式镗铣床通过数控改造,恢复了设备功能,按照综合加工精度检验试件的要求(如图所示),该设备按程序安排进行了∮50中心孔的镗削、350x350 正方形四周铣削、230x230 斜正方形四周铣削、∮220 外圆铣削、3°斜面铣削以及4 组台阶坐标孔的镗削,试件加工完成后通过三坐标测量机检测,各尺寸和形位公差全部达到了公差允许范围,经过近半年时间的满负荷运行,系统稳定可靠,收到了机床改造的预期目标。
猜你喜欢
工程与试验(2022年2期)2022-08-08
数理化解题研究(2021年34期)2021-12-26
商品与质量(2020年53期)2020-11-27
精密制造与自动化(2018年1期)2018-04-12
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
中学生数理化·高二版(2016年7期)2016-05-14
机电产品开发与创新(2014年6期)2014-03-11
