
数控弯管机控制系统优化及回零故障分析
2013-08-16 06:12:40袁光滨
科技视界 2013年5期
袁光滨
(中国南车股份有限公司株洲电力机车有限公司机车事业部,湖南株洲412001)
0 前言
数控弯管机为管道加工设备,在进行管道加工时,弯制完一根管件后,数控弯管机各轴都需进行回零。 回零的目的是确定机床原点位置,建立起机床坐标系,同时也是机床各机械限位开关、软限位开关生效的前提条件。
1 故障现象
数控弯管机在进行管道弯制时, 在完成一根管件加工后,B 轴出现持续缓慢旋转,无法回零,导致机床无法进入下一个管件的弯制动作。
2 故障分析
数控弯管机B 轴控制系统为半闭环控制系统,由工控机、伺服放大器、伺服电机等组成,其控制原理简图如图1。
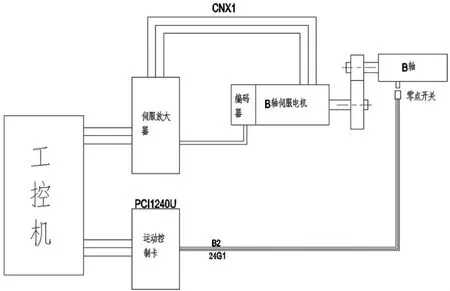
图1 B 轴控制原理简图
如图1 所示,数控弯管机B 轴控制系统由工控机、伺服放大器、伺服电机、运动控制卡等部分组成。当弯管机执行原点回归操作时,工控机发指令到伺服放大器,伺服放大器接收指令后驱动B 轴电机旋转,进而带动B 轴旋转。 当B 轴旋转至零点开关时,零点开关发脉冲到运动控制卡,运动控制卡与工控机通讯后,工控机发指令到伺服放大器控制伺服电机停止。
数控弯管机B 轴出现无法回零时,根据数控弯管机回零原理,可以从以下几点排除故障:
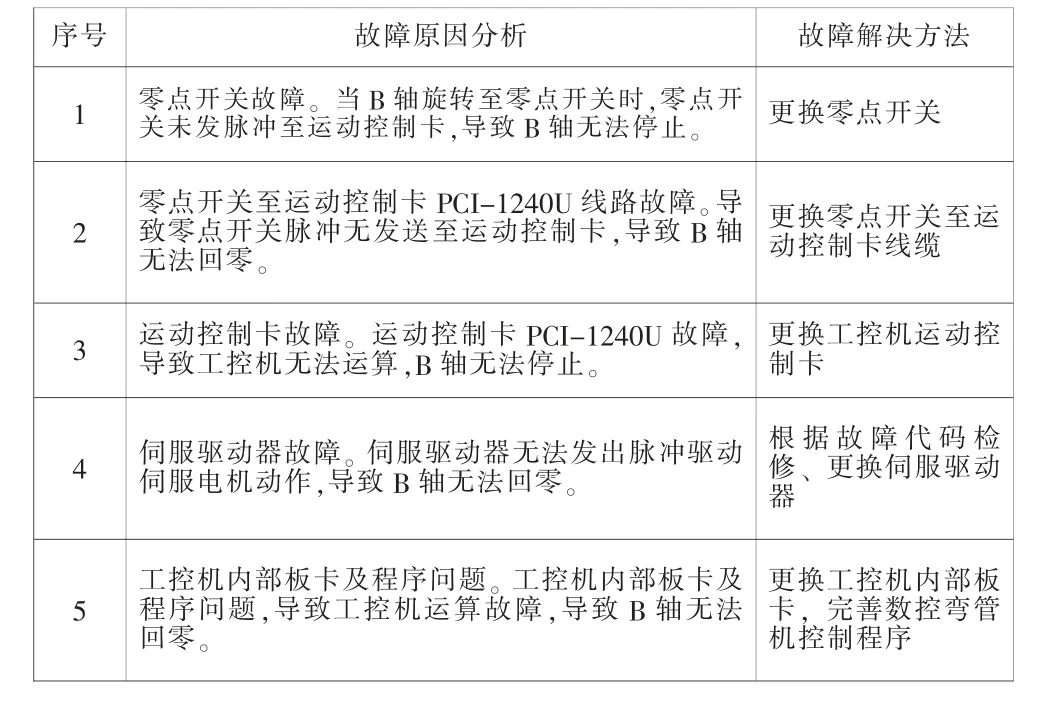
表1 B 轴回零故障一般处理方法
3 B 轴回零控制系统优化
数控弯管机出现B 轴无法回零现象,现场观察后,发现故障具有一定偶然性,因此可以排除伺服驱动器故障,初步确定故障原因可能为线路故障导致。 确定检修方案为在故障出现时,测量相应点位电位确定故障原因。 但在故障出现时测量中间转接点B2与24G1管脚间有低电平,此信号在运动控制卡PCI-1240U B2与24G1管脚间也有低电平,因此可以排除零点感应开关及线缆故障。根据故障排除法,初步确定故障原因可能为工控机内部板卡故障或程序内部问题造成,但将工控机B 轴板卡与Y 轴板卡互换后,故障依旧存在,因此可以排除板卡故障,确定问题原因为程序内部问题导致。对故障现象进行观察、分析后,发现故障出现时间都是在弯管过程中出现,而在机床启动进行原点回归时未出现,为进一步分析故障原因,现将控制系统程序回零原理阐述如下:

图2 B 轴回零控制系统流程图

图3 优化后B 轴控制系统流程图
(上接第56 页)根据控制系统流程图,只有编码器回零和零点感应器有脉冲时,系统才完成B 轴回零,虽然此种控制模式系统使用范围广泛,控制精度高,但在软件逻辑计算上条件要求非常高,软件设计非常繁琐。 结合现有的弯管工艺及加工的产品类型,对B 轴控制系统进行了优化,优化后控制系统流程图如图3。
如图3 所示,系统优化后,在进行管件弯制时,去除了回零时零点感应器脉冲条件, 采用工控机读编码器当前位置来确定B 轴是否回零。当工控机接到回零指令后,伺服驱动器驱动伺服电机反向旋转,当反向旋转角度与正向旋转角度相加之和为零时, 伺服电机停止旋转,B 轴回零完毕。 由于加工的产品是圆管,而B 轴控制的是各个弯角之间的相对角度,因此编码器及齿轮传动中的小误差不会对弯管的精度造成影响。
4 结束语
数控弯管机控制系统优化后,在机床启动时,只有同时满足编码器归零和零点感应器有脉冲两个条件才完成数控弯管机的原点回归。这样就能大大降低因改变控制系统模式对机床精度的影响,从而在保证机床精度的前提下完成了控制系统的优化。控制系统优化后运行稳定,弯制管件满足工艺图纸技术要求。消除了机床不良状态,保证了设备的正常运行。
猜你喜欢
机电工程技术(2022年8期)2022-09-22 08:49:32
铁道通信信号(2020年12期)2020-03-29 06:22:00
经济技术协作信息(2018年11期)2019-01-14 03:07:20
制造技术与机床(2018年11期)2018-11-23 01:08:02
制造技术与机床(2017年10期)2017-11-28 05:22:57
制造技术与机床(2017年3期)2017-06-23 08:11:44
中国塑料(2015年7期)2015-10-14 01:02:52
产业与科技论坛(2015年14期)2015-03-19 03:32:39
自动化博览(2014年11期)2014-07-11 08:55:48
自动化博览(2014年6期)2014-02-28 22:32:09
