
丝锥焊接工艺的改进
2013-08-14 06:06:30李晔维
机械工程师 2013年5期
李晔维
(哈尔滨量具刃具集团有限责任公司,哈尔滨 150040)
1 引言
我集团公司应用焊接工艺的产品有钻头、丝锥、铣刀、螺纹塞规等。根据刃具使用的特殊性及其刃部参与切削、柄部用于夹持的特点,刃部通常采用高速钢(W6Mo5Cr4V2),柄部采用普通碳素钢对焊成一体。既使刃部提高了硬度,又节省了大量的高速钢原材料,降低了产品的制造成本。
2 焊接工艺的选择
笔者所工作的分厂有多台小摩擦焊机、两台大摩擦焊机,全部是公司自制设备,自安装以来,一直都是焊接钻头类产品,但是近年来,由于集团公司调整安排,将原丝锥分厂合并回归总公司。多年来丝锥、铣刀类产品都是由闪光焊接机焊接,而闪光焊接又有许多缺陷:(1)闪光焊的对焊加热是由电流通过触头产生电阻热所构成的瞬时热源实现的。截面加热有时不均匀,出现砂眼,使接头质量不稳定。(2)顶锻压力不稳定(手动),使焊口处熔融金属难以封闭,形成薄弱部位,降低了丝锥焊接处的承载能力,产品在使用过程中易断裂。(3)焊接的截面越大,则电阻预热闪光焊所需设备功率越高,使焊机更大更笨。(4)闪光焊容易使焊接接头基本金属产生过热,甚至过烧,焊合区脱碳严重,严重损伤焊接接头的强度、塑性和韧性。(5)有爆花现象,工作环境恶劣,易烫伤操作者。(6)闪光焊接本身存在着气孔、夹渣、封闭不良等未焊透缺陷。(7)闪光焊耗电量大、金属烧损量大,且焊接质量不稳定。
因此,闪光焊接工艺异常和焊接组织不良是造成断裂的主要原因,致使丝锥产品废品率居高不下。
闪光焊接工艺流程为:预热→接通电源→闪光过程→顶锻→保压。
摩擦焊接是一种固态焊接方法,即通过机械摩擦旋转运动及施加载荷,使两个表面之间产生热量,然后利用热量使材料互相连接,这种焊接的质量和锻造出的一样,这种焊接方法不需要填充金属、焊剂和保护气体。
摩擦焊接具有加热时间短,焊接热影响区狭小,焊接加压顶锻能挤出焊缝中的有害夹杂物微粒,能使焊接质量大大提高,避免了闪光焊等焊接方法产生的各种焊接缺陷,摩擦焊以优质、高效、低耗、环保的优势成为目前我国焊接的关键技术之一。
因此公司决定采用摩擦焊焊接丝锥、铣刀类产品。摩擦焊接的工艺流程为:摩擦→顶锻→保压。
3 焊接质量事故及解决方案
3.1 质量事故原因分析
首先,我们改造了原有小摩擦焊机的装夹系统,使之能够牢固地夹紧工件,经过改造后能够进行焊接加工。但在初期,由于未能有效地控制焊接质量,在生产过程中出现过两次大批量的质量事故。据统计,两批M14、M16 丝锥的焊接废品率为9.1%,废品数量高达33940个。针对M14、M16 丝锥的断裂问题,通过多年的实践经验和理论相结合,我们对断裂的原因进行了总结分析。M14、M16丝锥加工流程如图1 所示。

图1 M14、M16 丝锥加工流程图
针对以上各个工序,我们对摩擦焊接工序进行了分析,如图2 所示。

图2
通过以上各方面可能存在的重要问题,查找原因,找出对策。
3.2 改造皮带轮,提高摩擦焊机的主轴转速
摩擦焊机的转速是焊接工艺要求的主要参数之一。由线速度公式:V=πDn/60000 可知,工件焊接时其最大外轮廓的线速度与焊接机床的主轴转速n 以及被焊接工件的直径D 成正比例关系。当被焊接工件规格确定后,只有焊接机床的主轴转速为变量参数。当主轴转速过低时,工件摩擦线速度低,摩擦不充分,否则增加摩擦时间,生产效率低。主轴转速过高时,工件摩擦线速度高,工件边缘和心部产生的热量不一致,易断裂。经过反复测量,将皮带轮的尺寸进行调整,使机床的主轴转速由1300r/min 提高到1600r/min,使焊接工件的表面提高相对摩擦速度,提高了温度,使工件的融合效果更好。
3.3 改造刹车系统,增加刹车强度
刹车系统可以在顶锻瞬间让主轴停止旋转。焊接工件在高速顶锻下融合更好,防止由于刹车不及时造成柄部、刃部接触面有摩擦痕迹,使工件强度大幅度降低,造成断裂,甚至批量废品。
原刹车系统采用的是胶脂刹车片,而胶脂刹车片不耐磨、易损坏、刹车性能不稳定,易产生批量废品。改造后采用的是钢质组合刹车片,它具有耐磨性能好、刹车稳定、不易损坏,保证工件质量,减少维修次数,提高了机床的利用率。
通过现场测定,每台焊机的实际转速均达到了要求,经过最终确定由591-1、591-2、591-3 这三台焊机为焊接M14、M16 丝锥机床。
3.4 焊接工艺改进
摩擦焊接工艺就是要确定合理的工艺参数,各项参数的合理选择有利于焊接质量和生产效率的提高。
工艺员编制摩擦焊接操作指导卡及其工艺参数(摩擦焊机转速、摩擦时间、摩擦压力、顶锻时间、顶锻压力及变形量)。
操作指导内容为:(1)工艺参数、工艺要求,要按4G1-25 严格执行。(2)长度、错位、卷边形态的检查方法,按摩擦焊接质量检查说明书检查。(3)断口形态检查:每班首件必须进行压断检查,看断口是否有摩擦痕迹,如有摩擦痕迹,检查员应立即通知操作者停机,通知调整工调整机床,直到消除摩擦痕迹为止。除首件检查外在焊接过程中,每500 件进行一次断口形态检查,抽检1~2 件,同时在保温桶中用石棉毡进行隔离,以上检查由检查员抽样、检查,调整工压断。检查员记录并保存式样,式样保存期为一个月。(4)如断口检查发现不合格时,需对这批存在不合格的工件单独标识。在转序前,由车间对该批工件100%检查后方可转序。

表1 摩擦焊接参数表
经过以上几方面的调整,选择了一台591-3 焊机进行小批量实验。经过实验对比,调整后机床的稳定性提高,焊接质量也有了明显提高,焊接废品率能降到0.3%以下。
这次小批量实验的成功,坚定了我们的信心,我们用其它焊机开始进行大批量的生产加工,591-1、591-2 焊机陆续投入生产,都取得了满意效果。
通过大批量生产进行验证,效果如表2 所示。
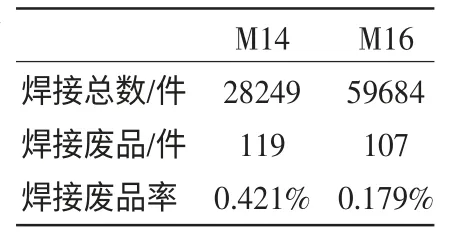
表2
4 结语
丝锥焊接工艺改进后,摩擦焊接头的强度、塑性远远高于闪光焊的力学性能且性能稳定可靠。摩擦焊接电能消耗为闪光焊的1/3,生产效率提高2 倍。焊接废品大幅降低,由原来8%~4%,降到0.5%~0.3%,提高了产品质量,降低了产品成本,销售量也比原来增加了36%。
这次改进丝锥焊接工艺,使我集团公司被评为2004年度全国机械工业优秀QC 成果一等奖。
猜你喜欢
小资CHIC!ELEGANCE(2021年36期)2021-10-15 02:25:24
装备制造技术(2020年11期)2021-01-26 00:39:06
智慧少年·故事叮当(2020年12期)2020-12-25 02:55:27
制造技术与机床(2019年8期)2019-09-03 01:14:36
焊接(2016年1期)2016-02-27 12:59:40
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年9期)2015-07-18 11:03:53
电子工业专用设备(2015年4期)2015-05-26 09:10:36
海峡姐妹(2015年8期)2015-02-27 15:12:54
金属加工(冷加工)(2015年16期)2015-02-20 06:51:44
