
一种精密数控丝杠车床的结构特点与技术性能
2013-12-31 07:17李林刘来章路世强武利坡
机械工程师 2013年5期
李林, 刘来章, 路世强, 武利坡
(德州德隆(集团)机床有限责任公司,山东 德州253003)
1 引 言
目前,传统丝杠加工工艺是单一工序加工,在专用设备上加工出丝杠螺纹部分,然后再用另一台机床加工丝杠两端部分,二次装夹产生的累积误差大小完全取决于工人的装夹水平,造成了丝杠螺纹部分与两端的不同心。国内的丝杠车床母丝杠移动方式都是丝杠旋转螺母移动,这样由于母丝杠受到扭转力在母丝杠长度方向上任意位置的扭矩变形也不尽相同,造成被加工丝杠的几何精度下降,螺距误差很大,且很难控制,完全依赖机床本身的精度,所以传统丝杠加工设备及工艺制约了我国工业生产中高新、精密产品的发展。
随着各种精密、大型、特种机械设备的发展,目前国内大直径、长规格精密丝杠数控加工设备十分紧缺,且以普通设备、小型设备为主,精密设备及特种设备主要以进口为主,国内长规格及超长规格丝杠加工设备更是少之又少,我公司针对国内丝杠加工设备存在的不足,经过反复验证、测试,研制出了CSK2280 数控丝杠车床。
2 机床的总体结构布局
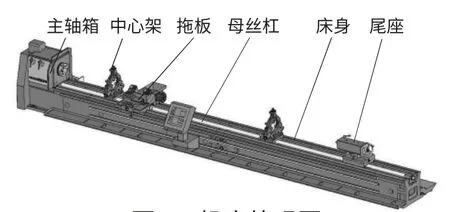
图1 机床外观图
CSK2280 数控丝杠车床是为粗、精加工各种长规格及超长规格丝杠类零件而设计的专用机床。该机床采用卧式床身,配置了4 挡变速、挡内可无级调速的床头箱,既能保证车削螺纹时所需要的低速大扭矩,又能实现车削丝杠支撑位时的高速精加工。机床母丝杠在床体中间,采用丝杠固定螺母旋转式传动,大幅度减少了由于母丝杠过长产生扭转引起的误差,减少了被加工丝杠的螺距误差,由于螺母旋转力臂较大,使得刀具Z 向进给力成倍增加,大大提高了机床的动力特性。螺母旋转采用交流伺服电机通过同步带传动,并配有光栅尺进行位置反馈,进一步提高了被加工零件的尺寸精度,满足了精密丝杠的加工要求,是大直径、长规格丝杠理想的加工设备。
3 机床的主要机械结构及特点
3.1 床身
该机床总体采用卧式布局形式,床身采用整体落地平床身结构,分前后两节,每节5m,由高强度铸铁精密树脂砂铸造,经过三次焖火处理,有效地消除了加工过程中的残余内应力,内部筋形布局合理,大大提高了床身整体刚性和稳定性。床身导轨采用“一山一矩”式,导轨跨距大,导轨接触面宽,机床母丝杠在床体中间安装,避免了传统的丝杠在机床床身一侧时产生的拖板受力不均和低速爬坡现象。
3.2 主轴箱
该机床主轴传动系统为宽调速交流伺服主电机通过同步带传到床头箱,床头箱采用手动换挡4 挡变速,挡内可无级调速,最大传动比3/128,在6r/min 时主轴扭矩达到5000N·m,可满足低速大扭矩切削螺纹的要求,最小传动比76/225,可实现高速切削丝杠两端支撑位置,确保工件一次装夹就完成丝杠螺纹和丝杠支撑轴径加工,减少了工序转换辅助时间,提高了加工效率。机床主轴轴承采用日本NSK 高精密主轴轴承,定向热装配,确保机床主轴具有较高的回转精度。机床主轴还具有C 轴功能(配有高精度编码器闭环控制),可实现主轴的任意角度定位、分度、旋转,且机床Z 轴配有光栅尺进行位置反馈,主轴与Z 轴精确插补可实现低速对刀高速切削,两轴的全闭环控制,也进一步提高了被加工零件的尺寸精度,满足了精密丝杠的加工要求。
3.3 拖板进给

图2 拖板结构图
拖板部分位于床头箱与尾座之间,拖板驱动机构位于拖板的上部,通过伺服电机和同步带带动母丝杠螺母旋转,从而带动整个拖板部分沿Z向移动,滑板部分位于拖板之上和拖板驱动机构并列,滑板部分的X 向移动是由伺服电机通过同步带来实现的,滑板上部的刀架沿Z 向的微动由手轮旋转控制。
机床母丝杠采用丝杠固定螺母旋转式传动,大幅度降低了传统结构中因母丝杠过长旋转时产生扭转角度误差,所带来的螺距前后差异。为了提高传动精度,母丝杠采用德国进口高精度滚珠丝杠(直径100mm,有效长度9.5m),丝杠螺母旋转采用交流伺服电机通过同步带传动,螺母及伺服电机安装在拖板上,与拖板一起保持随动,由于是螺母旋转,旋转半径要比丝杠旋转时大很多,受力半径增大,使得刀具Z 向进给力矩成倍增加,大大提高了机床的动力特性。
3.4 托架
机床具有两套托架,一套是母丝杠托架,由六个托架均布在床身的全长上,以减少母丝杠的自重挠度变形,保证了母丝杠的直线度。第二套托架为丝杠工件托架,由双跟刀架和中心架组成,双跟刀架为整体式结构,跟刀架位于托板之上,横跨滑板,两端分别有一对半瓦式保持架,刀具在两个保持架中间进行切削,有效减少了切削抗力导致的让刀,大大降低了由于工件过长产生弯曲变形造成的尺寸误差。两个中心架分别位于床头箱与拖板之间和拖板与尾座之间,进一步降低了被加工零件的挠度变形。
3.5 尾座、润滑

图3 Z 轴进给结构图
尾座采用手动顶紧式回转尾座,刚性好且操作方便,通过调整尾座上体和下体的X 向相对位置可灵活调整尾座和主轴的侧母线,确保工件外圆车削圆柱度。润滑部分分别采用油润滑和集中润滑方式,将床头箱润滑与其他部分润滑分离开来,床头箱润滑单独配有润滑泵组、风冷机、液位计等,对床头箱内部的齿轮和轴承进行润滑和冷却,机床其他部位的润滑则靠自动间歇式润滑泵进行润滑。
4 机床的主要技术参数
经过广泛深入的市场调研,细致研究各用户单位提出的设备使用要求,深入分析了用户典型工件的加工工艺,制定了机床的各项主要技术参数,如表1 所示。
5 结 语
随着军工、工程机械、大型重载机床工具、试验机械等行业的迅猛发展,对精密、大型、长规格丝杠的需求也日益增多,因此,我们于2011 年初开发了高速、高效、高精度的数控丝杠车床,该机床的各项主要技术指标均已达到或接近国外先进水平,但该设备的产品价格相对较低,因此具有较强的市场竞争力和广阔的市场前景。现在,该设备已在济南时代试金集团已经稳定运转了1.5年,我们将进一步完善该产品的结构和性能,以此为机型,陆续系列化、模块化该产品,真正实现了用中国装备来装备中国。该机床的成功研制将取代进口机床,给社会带来巨大的经济效益和社会效益。

图4 机床截面图

表1 CSK2280 数控丝杠车床参数表
[1] 机床设计手册编写组.机床设计手册[M].北京:机械工业出版社,1986.
[2] 机械设计手册编写组.机械设计手册[M].北京:机械工业出版社,2004.
猜你喜欢
新天地(2020年7期)2020-08-04
商品与质量(2019年43期)2019-05-25
特别文摘(2018年10期)2018-12-24
机械与电子(2018年10期)2018-10-25
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年2期)2017-05-04
现代制造技术与装备(2016年7期)2016-03-02
湖南文理学院学报(自然科学版)(2014年1期)2014-05-13
山东工业技术(2014年11期)2014-05-04
机电产品开发与创新(2014年4期)2014-03-11
