平行闸板阀阀体与法兰焊接工艺的改进
2013-08-06 01:23马世辉张春青
电焊机 2013年1期
马世辉,张春青 ,杨 军
(1.承德石油高等专科学校,河北 承德 067000;2.承德江钻石油有限责任公司,河北 承德 067000)
0 前言
石油矿场用采油(气)井口装置中最重要用量最多的是闸阀。平行闸板阀有较多的优越性,如在相同工况下开关力矩小,采用浮动阀座密封可靠且可防止杂质擦伤密封面拉毛,密封比压随工作压力而变化,有自封性等,因而被广泛采用。
1 问题提出
承德江钻石油厂大量生产采油(气)井口装置中的平行闸板阀,材质为35CrMo,规格包括φ180×20、φ133×25、φ106×23,其阀体和法兰采用焊条电弧焊焊接,为保证接头良好的性能,采用嵌入式坡口,如图1所示。这种坡口形式尽管能满足生产需要,接头组织和力学性能符合技术要求,但接头坡口处圆弧加工困难,由于是焊条电弧焊焊接,装配焊接工作量大,生产效率低下,且不可避免产生熔焊时熔池凝固过程中的裂纹、气孔等缺陷。为此,一是考虑到平行闸板阀阀体和法兰均为圆形截面,如图2所示,尺寸规格不大,符合连续驱动摩擦焊构件要求的特点;二是考虑到连续驱动摩擦焊焊接接头属于固态焊接过程,接头不存在金属熔化,在合金中保持母材的冶金性能。因而,采用连续驱动摩擦焊焊接工艺完成平行闸板阀阀体和法兰的焊接。
2 焊接工艺对比
焊条电弧焊焊接阀体和法兰的主要工艺为:焊条 φ3.2,E8515-G,焊前 400 ℃,烘干 1~2 h;焊前法兰在 350℃~400℃预热2~3 h;打底焊焊接电流90~110 A,电压 24~26 V;其余各层的焊接电流140~160 A,电压 26~28 V;焊后按如图 3所示的热处理工艺进行消除应力处理。

图1 阀体与法兰焊条电弧焊接头设计
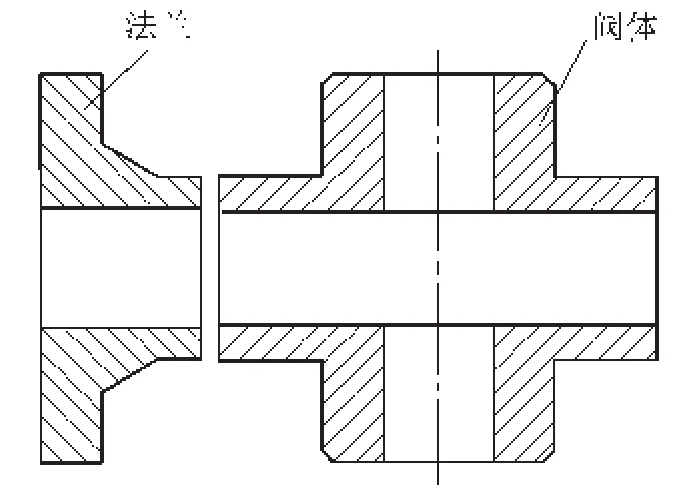
图2 阀体与法兰摩擦焊接头设计

图3 阀体与法兰焊条电弧焊热处理规范
摩擦焊焊接阀体和法兰主要工艺为:焊前,将阀体作为移动工件夹持于移动夹具,法兰作为旋转夹具夹持于旋转夹具;焊接时旋转工件在电机驱动下开始高速旋转,移动工件在轴向力作用下逐步向旋转工件靠拢,两侧工件接触并压紧后进入准摩擦阶段。在此阶段,摩擦压力与转速保持恒定。当摩擦焊焊接区的温度分布、变形达到一定程度后,开始刹车制动并使轴向力迅速升高到达所设定的顶锻压力。在顶锻过程中及顶锻后保压过程中,焊接区金属通过相互扩散与再结晶完成整个焊接过程。三种规格的平行闸板阀焊接时的摩擦压力、顶锻压力、顶锻时间如表1所示。
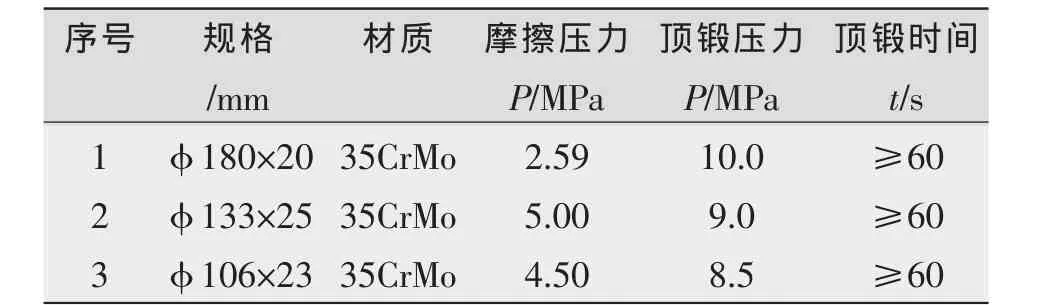
表1 三种规格的平行闸板阀阀体与法兰摩擦焊主要焊接参数
连续驱动摩擦焊焊接时,工件尺寸加工和组装要求严格;接头焊后产生飞溅,需机械去除。夹持部位要注意产生划伤或夹持痕迹。焊接后采用高频感应加热器进行高频退火消除应力处理,退火温度为680℃~690℃,时间15 min。
摩擦焊焊接后接头组织(索氏体)致密、晶粒细化,接头质量高,再现性好,如图4所示。在工艺试板上制取试件进行力学性能试验,其结果证明焊缝力学性能合格(见表2)。
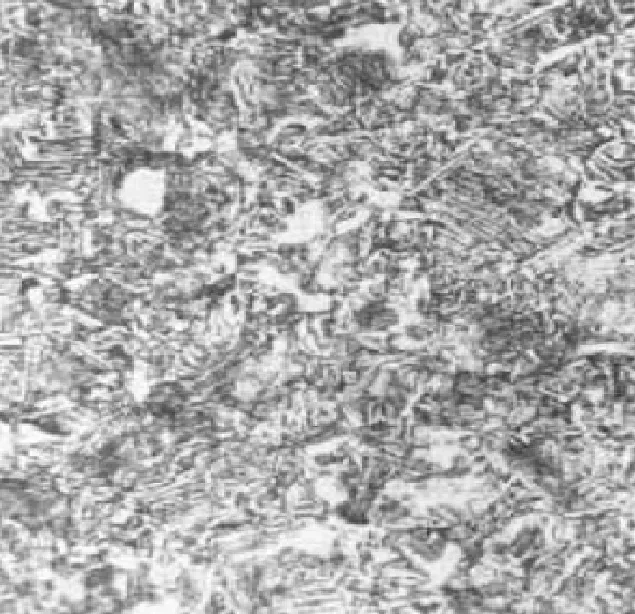
图4 阀体与法兰摩擦焊接头索氏体组织

表2 平行闸板阀阀体与法兰摩擦焊力学性能
3 结论
生产实践证明,平行闸板阀阀体与法兰采用连续驱动摩擦焊工艺,与焊条电弧焊工艺相比,避免了熔焊时熔池凝固过程中产生的裂纹、气孔等缺陷;接头坡口设计简单、易加工;接头组织致密、晶粒细化,质量高;改善了施焊者劳动条件,提高了生产效率。
猜你喜欢
中国设备工程(2022年7期)2022-04-20
有色金属加工(2022年1期)2022-02-25
水泥技术(2021年1期)2021-02-04
精密成形工程(2020年4期)2020-08-05
化肥设计(2019年3期)2019-07-02
天然气工业(2019年4期)2019-05-13
汽车与驾驶维修(维修版)(2018年9期)2018-11-15
制造技术与机床(2017年7期)2018-01-19
汽车与驾驶维修(维修版)(2017年12期)2018-01-15
汽车与驾驶维修(维修版)(2017年6期)2017-09-03