316L不锈钢焊接接头耐晶间腐蚀试验
2013-08-06 01:23舒欣欣徐连勇韩永典张剑利
电焊机 2013年1期
舒欣欣 ,徐连勇,韩永典,马 丽,张剑利
(1.海洋石油工程股份有限公司 建造公司焊接试验室,天津 300452;2.天津大学 材料科学与工程学院,天津 300072)
0 前言
自20世纪初不锈钢发明以来,以其独特的耐腐蚀性能,在现代工业和科技进步中发挥着举足轻重的作用。其中,奥氏体不锈钢以其良好的耐腐蚀性能、优异的综合力学性能、工艺性能和可焊性,约占不锈钢总产量的70%。故研究其抗腐蚀性能具有重要的实际意义[1]。
316L不锈钢属于高合金钢,含有大量的合金元素[2]。不锈钢焊接一般采用传统的TIG焊接方法。但TIG焊接不锈钢有以下缺点:(1)焊接耗时长,工序复杂。不锈钢管两端要封堵,管道内部充氩气,当测定内部氩气浓度达到指定浓度时才能进行焊接,且管道越长,充氩气耗费时间越长;(2)需要各种检测仪器和辅助人员。为此,需要开发一种可避免此类问题的工艺。而不锈钢钨极氩弧焊背部免充气保护焊接工艺能够免去背部充氩过程,大幅提高焊接生产效率。
将不锈钢置于500℃~800℃的温度区间时会发生敏化现象。敏化处理的结果导致奥氏体晶界中Cr23C6大量析出。Cr23C6中Cr含量大大超过奥氏体基体中的Cr含量,造成晶界处的Cr含量显著下降,从而降低不锈钢的耐腐蚀性[3]。
按照ASTM A262的标准,重点对316L不锈钢焊接接头进行刻蚀和晶间腐蚀试验研究,通过试验评定不锈钢钨极氩弧焊背部免充气保护焊接工艺。
1 试验方法
1.1 焊接材料及工艺
试验母材选用ASTM A312 TP316L奥氏体不锈钢,焊接工艺为钨极氩弧焊背部免充气保护焊。打底焊材为TG-X316L(KOBELCO)焊丝,填充盖面焊材选用 TGS-316L(TIENTAI)焊丝。焊接完成后,在OLYMPUS-GX51金相显微镜上对316L不锈钢焊接接头进行显微组织分析。
1.2 刻蚀试验
晶间腐蚀试验参照标准ASTM A262-A进行。
将试样切割成15mm×50mm试件,经过机加工和研磨处理,去除所有毛刺。对根部焊缝进行粗磨、细磨、抛光处理后,用酒精清洗吹干放入干燥箱备用。
称取100 g草酸溶解到900 ml水中,在磁力搅拌器下充分溶解,配制成所需溶液。以直流恒电流源作为电源,试样为阳极,不锈钢烧杯为阴极,电解液为草酸溶液。刻蚀试验在室温下进行,电流密度1 A/cm2,试验持续时间90 s。试验结束后将试样在热水下冲洗,采用酒精超声冲洗防止刻蚀表面在干燥过程中发生草酸结晶。
1.3 晶间腐蚀试验
晶间腐蚀试验参照标准ASTM A262-E进行。
(1)试样制备。试样尺寸 70mm×25mm×10mm,将试样的各表面水磨至400号砂纸充分除锈,然后用酒精浸泡超声波清洗,烘干。
(2)试样的钝化和敏化处理。清洗后在空气中钝化24 h。
(3)试验溶液。将 100 g CuSO4、5H2O溶在 700ml蒸馏水中(用磁力搅拌器搅拌至全部溶解),然后加入100ml H2SO4,最后将溶液稀释至 1000 ml。
(4)试验过程。在锥形瓶底部放上铜片,然后放入试样,试样表面用铜屑盖住,注入溶液(完全浸没试样),并使溶液体积和试样表面积比值至少8ml/cm2,装上回流冷凝器,然后通入冷却水,加热至微沸并保持24 h后取出试样,洗净、烘干。进行弯曲试验。
(5)弯曲试验。在万能压力机上对晶间腐蚀试样进行背弯试验,以检验根部焊道,弯曲角度180°。
(6)实验结果评定。弯曲后在20倍显微镜下对接头进行宏观检查。
2 结果和讨论
2.1 316L焊缝显微组织分析
图1为不锈钢焊接接头的显微组织照片。
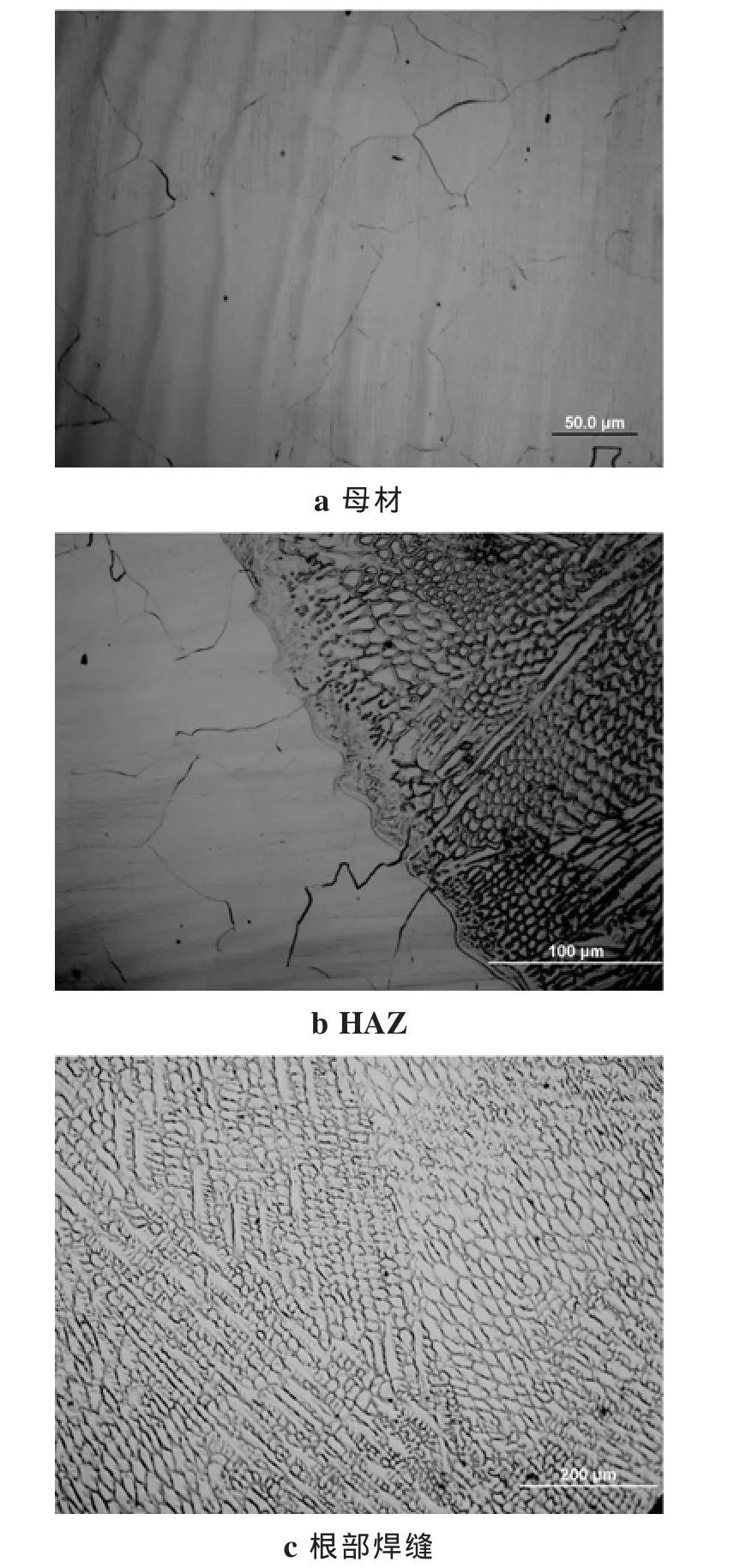
图1 316L不锈钢焊接接头金相显微组织
从图1中可以看出316L母材为单相奥氏体组织;由图1b可知,316L HAZ的显微组织靠母材一侧为粗大的奥氏体晶粒,靠焊缝一侧为奥氏体基体上分布着铁素体;由图1c可知,316L根部焊缝的显微组织为奥氏体基体上分布着铁素体(等轴晶奥氏体+树枝晶奥氏体+少量铁素体)。这是因为焊材TGS-309L中Cr、Ni含量高,并且通过C、Mn元素的固溶强化,所以焊缝凝固后保留了较多的奥氏体和少量铁素体。
2.2 刻蚀试验结果和分析
刻蚀试验后焊接接头各区域的金相显微组织如图2所示。对比金相图与标准中的各位置金相图谱,母材刻蚀形貌可以接受,热影响区刻蚀形貌不可接受(沟槽连成一片),焊缝处刻蚀形貌不可接受(沟槽连成一片)。所以刻蚀结果不能接受,需要继续进行晶间腐蚀试验。
2.3 晶间腐蚀试验
晶间腐蚀试验后经弯曲试验,焊接接头各区域的形貌如图3所示。焊接接头各区均未发生开裂现象,说明背部免充氩焊接工艺是成功的。

图2 焊接接头刻蚀试验后各区的金相显微组织
3 结论
(1)钨极氩弧焊背部免充气保护焊接接头316L母材为单相奥氏体组织;HAZ靠母材一侧的显微组织为粗大的奥氏体晶粒,靠焊缝一侧为奥氏体基体上分布着铁素体;根部焊缝的显微组织为奥氏体基体上分布着铁素体。

图3 焊接接头晶间腐蚀试验后经弯曲试验各区的金相显微组织
(2)经过刻蚀试验后的金相组织观察,母材刻蚀形貌可接受,热影响区刻蚀形貌不可接受(沟槽连成一片),焊缝处刻蚀形貌不可接受(沟槽连成一片)。所以刻蚀结果不能接受,需要继续进行晶间腐蚀试验。
(3)晶间腐蚀试验后经弯曲试验,焊接接头各区域均未发生开裂现象,说明背部免充氩焊接工艺是成功的。
[1]屈兴胜,林 成,刘志林.奥氏体不锈钢晶间腐蚀[J].辽宁工学院学报,2007,27(1):45-47.
[2]王玲玲,丁 毅,马立群.316L不锈钢酸洗工艺及耐点蚀性能研究[J].压力容器,2006,23(8):21-23.
[3]陈 睿,刘 静,庞于思.1Cr18Ni9Ti不锈钢晶间腐蚀试验研究[J].河南冶金,2006,14(4):14-17.
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
失效分析与预防(2021年6期)2021-02-15
铝加工(2020年2期)2020-05-12
商品与质量(2019年12期)2019-07-24
世界有色金属(2019年4期)2019-05-11
山东工业技术(2017年9期)2017-05-16
焊接(2016年10期)2016-02-27
新媒体研究(2014年11期)2014-09-01