两种不同牌号800 MPA级高强钢焊接性试验比较
2013-08-06 04:34罗栓定
电焊机 2013年10期
周 林,屈 刚,罗栓定
(中国水利水电第三工程局有限公司,陕西 西安 710016)
0 前言
近十几年来,800 MPa级高强钢已经越来越多地应用于大型压力管道、容器、储罐的制造,在保证结构安全的前提下,不但取得了较好的经济效益。也使一些原本要求极厚的钢板减薄,使难于加工成型或无法加工成型的结构变得较易加工或能够加工。由于受高强度钢焊接难度大、工艺复杂、易出现焊接缺陷等因素的影响,国内起步较晚。在高强钢特别是高强钢的宽厚板的一些技术指标,与国外先进国家生产的高强钢还存在一定的差别。在近十年的时间里,先后在多个不同的工程项目参加了日产SUMITEN780、国产 WSD690E、SG780CFE、B800CF等几种不同牌号的800MPa级钢的焊接性试验、焊接工艺评定及实际应用施工。几种钢板均是调质状态供货,有很多相同之处,也存在一些不同的特点,但每个项目的钢板用量均较大,为800MPa级高强钢的焊接试验和施工积累了一定的经验。现将具有一定代表性的日产SUMITEN780和国产WSD690E钢的部分焊接试验及工程项目焊接施工中的异同进行分析比较,供此类钢板的生产者、使用者参考。
1 钢板性能比较
1.1 钢板的化学成分与冷裂纹敏感指数
钢材的裂纹倾向与钢材的化学成分密切相关,焊接性一般以碳当量Ceq来衡量,冷裂倾向通常则以冷裂敏感指数Pcm来衡量。两种钢板均在国内使用,执行我国相关标准,采购合同对钢板的化学成分要求也相同。钢板到货后分规格、批号、炉号进行了较大密度的抽样检验,抽样检测中发现两种钢板合金元素的含量差别较大。两种钢板的合金元素含量如表1所示,合金元素的比较如图1所示。用式(1)、式(2)分别计算碳当量 Ceq、冷裂敏感指数Pcm,如表2所示。

表1 钢板的化学成分

图1 两种钢板化学成分含量比较
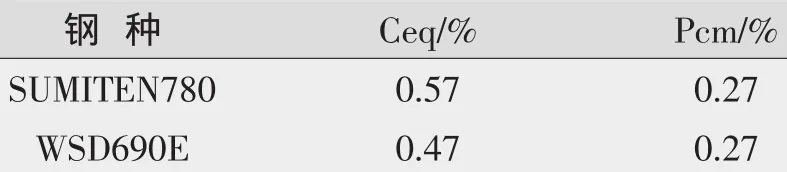
表2 取样实测的Ceq、Pcm值
碳当量

冷裂敏感指数

由表1、表2和图1可知:a.两种钢板现场抽样检测的化学成份以及Ceq、Pcm均符合合同要求,作为杂质存留的P、S含量远低于合同规定的要求,钢板质量优良。但SUMITEN780钢的Ceq值略高,主要是因为 Cu、Ni、Cr、Mo、Ti、Nb 含量高于 WSD690E钢较多;b.两种钢的C含量基本相等,SUMITEN780钢的 Si、Mn、S、B 的含量比 WSD690E 钢的含量低,其中S、B的含量不到WSD690E钢的一半。
1.2 钢板力学性能
两种钢板的现场抽样力学性能检查结果如表3、图2所示。从图表中看出,两种钢板的力学性能满足合同要求,SUMITEN780钢的δ5%伸长率、-40℃横向冲击功略优于WSD690E钢。但WSD690E钢的抗拉强度、屈服强度略高,且具有相对明显一些的屈服点,屈强比σs/σb指标比SUMITEN780钢好。

表3 钢板的力学性能
2 斜Y型坡口焊接裂纹试验比较
2.1 执行标准与试验条件
所有试验遵循《焊接性试验斜Y型坡口焊接裂纹试验方法》(GB4675.1-84)标准,主要施焊条件基本相同。

图2 两种钢板的力学性能比较
试件尺寸200 mm×160 mm;焊接方法为焊条电弧焊;焊接电流170 A,电压22~24 V,速度150~155 mm/min。焊后48 h后进行各裂纹率的检测。
2.2 SUMITEN780钢的斜Y试验
试件δ=60 mm,焊条牌号L-80SN。试验检测结果如表4所示。
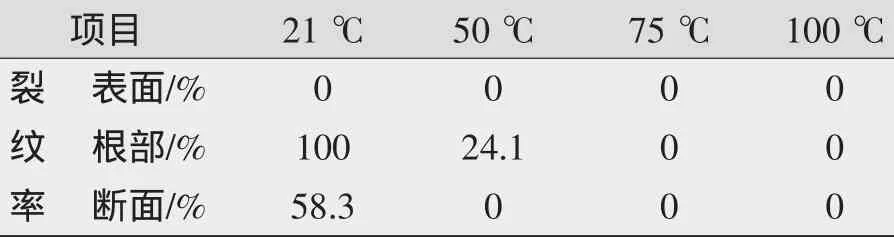
表4 SUMITEN780钢斜Y试验检验结果
2.3 WSD690E钢的斜Y试验
试件δ=66mm,焊条牌号CHE807RH。试验检测结果如表5所示。
3 工程应用与比较
3.1 应用工程概况
日产SUMITEN780、国产WSD690E钢分别应用于山西西龙池和内蒙呼和浩特抽蓄能电站的输水压力钢管项目。共同特点是电站水头高,钢管内水压力大,安装于洞内斜井,埋设于混凝土之中。工程均地处干燥寒冷的北方,施工跨越四季。焊接由同一单位、同一批人员进行。800 MPa级钢钢管的基本情况见表6。
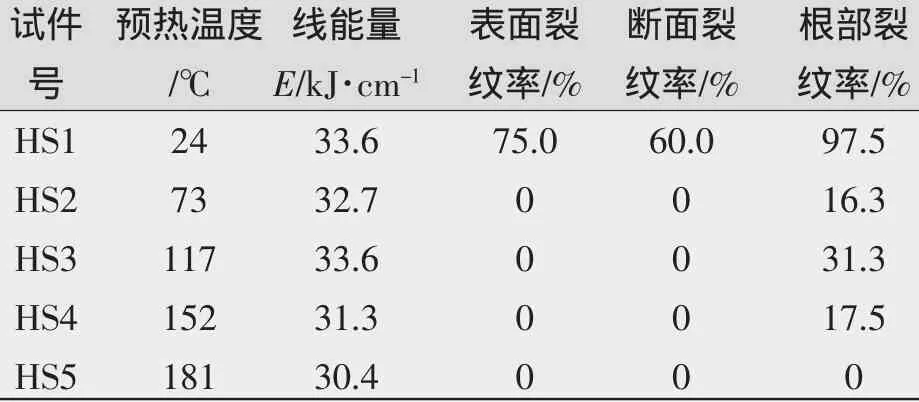
表5 WSD690E钢斜Y试验检验结果
3.2 产品焊接
3.2.1 基本参数
两种钢板分别用在了两个不同的工程,但焊接方法与设备相同。制造焊接以埋弧自动焊为主,焊条电弧焊为辅,安装焊接全部采用焊条电弧焊。接头的坡口型式为非对称双V型坡口,背缝碳弧气刨清根。焊接工艺参数差异如表7所示。
3.2.2 操作工艺比较
工程应用焊接中,SUMITEN780钢及其配用的焊接材料的比WSD690E钢及其配用的焊接材料在焊接工艺的操作性方面略优。主要表现在:
(1)SUMITEN780钢:a.允许的线能量输入范围较大,有利于坡口的预处理和层间清理;b.较大范围的线能量输入,便于焊接层道的布置、调整,对于采用多道焊盖面的宽焊缝,成型更加美观;c.因布道较允许的层间温度差较大,便于焊接过程中温度的控制。

表6 钢板应用工程基本情况表

表7 两种钢板不同的焊接工艺参数
(2)WSD690E钢:a.允许的最大焊接线能量相对较小,对坡口的预处理和层间清理要求严格,否则,易出现夹渣等缺陷;b.埋弧自动焊背缝第一层焊接时,因焊道深且窄,出现过浅表性的结晶裂纹。因受线能量上限的限制,使采用提高弧柱电压、加大宽深比预防结晶裂纹的作用受到限制,同时也增加了焊渣清理难度。SUMITEN780钢的焊接中未出现过结晶裂纹。
两种钢板在焊接中均出现过意外停电,无法进行层间保温和及时后热而产生冷裂纹,正常情况下均未发现焊接冷裂纹。总体而言,两种钢板的焊接性均较好,所应用的工程焊接质量优良,探伤一次合格率如表8所示。经生产性焊接试验验证,两种钢板的所有焊接接头的力学性能指标符合设计要求。

表8 实检焊缝一次合格率 %
4 结论
(1)两种钢板到货后的抽样检测结果符合我国《低合金高强度结构钢》GB/T1591标准和供货合同的要求。实测SUMITEN780钢的延伸率、-40℃冲击功高于WSD690E钢。
(2)两种钢板含C量均很低且基本相等,SUMI TEN780 钢的 Cu、Ni、Cr、Mo、Ti、Nb 含量高,而 Si、Mn、S、B的含量低,其中S、B的含量不到WSD690E钢的一半,Mn/S很大,对焊接裂纹的预防有利。
(3)钢板的焊接性:两种均具有较好的焊接性。只要工艺规范严格,便可得到高强度和高塑、韧性的焊接接头。
(4)WSD690E钢焊接热影响区软化现象比SU MITEN780钢明显。但钢板厚度δ与软化区的宽度HAZ之比数值很大,接头的失强率很小。实测接头的抗拉强度σb、屈服强度σs、-40℃横向冲击功均大于设计指标,且Akv(单位:J)具有足够的韧性储备。
(5)WSD690E钢焊接,为预防结晶裂缝的产生,需采取减小焊接电流,加大熔池的宽深比措施。这样,增加了焊接操作的难度,降低了焊接效率。
(6)国产800MPa级高强钢宽厚钢板价格0.85~1.05万元/t,而SUMITEN780钢在中国4个水电工程的平均报价已超过2500美元/t。由此看出,国产800 MPa级高强钢板的性价比远高于SUMITEN780钢板。对于没有特殊要求的水电站引水压力钢管工程而言,是否有必要采购国外钢板,应该引起思考。
[1]朱 亮,陈剑虹.热影响区软化焊接接头的强度及变形[J].焊接学报,2004,25(2):61-65.
[2]肖可畏,黄 伟.WDB620钢焊接性试验及焊接工艺评定[J].水力发电,2005(9):48-50.
[3]王 勇.低合金调质高强钢焊接工艺研究进展[J].应用能源技术,2009(9):11-13.
猜你喜欢
金属加工(热加工)(2022年8期)2022-09-01
中国金属通报(2022年1期)2022-06-02
中国新技术新产品(2020年6期)2020-06-19
金属加工(热加工)(2020年12期)2020-02-06
童话世界(2018年8期)2018-05-19
新疆钢铁(2016年3期)2016-02-28
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
应用科技(2015年5期)2015-12-09
焊接(2015年11期)2015-07-18