
HB系列堆焊产品在电力设备的应用
2013-08-02 08:39北京焊博焊接材料有限公司102488翟金杰
金属加工(热加工) 2013年8期
北京焊博焊接材料有限公司 (102488) 翟金杰
硬面堆焊是通过在耐磨件表面堆焊一层或多层耐磨合金材料,对磨损后的部件进行堆焊再制造,以有效提高工件耐磨性能,延长其使用寿命。因此,硬面堆焊技术的应用越来越广泛,设备的预防护越来越被重视。本文重点介绍我公司的堆焊产品在电力行业的磨煤辊堆焊、风机叶片、各种衬板等的典型应用。
1.立磨磨辊硬面堆焊
采用表面耐磨堆焊技术进行立磨磨辊粉磨系统的磨损修复,既经济又可确保粉磨系统的高性能,优化粉磨工艺,节约维修费用,而且部件经表面硬化后的使用寿命比未硬化处理部件提高1.5~2倍,这将大大降低部件磨损率。
(1)表面耐磨堆焊 大部分的立磨磨辊及磨盘由高铬铸铁制成,这是一种高耐磨材料且适用于表面耐磨硬化处理。表面磨损后,采用HB100系列立磨专用焊丝(见表1)的自保护明弧焊,这种焊丝堆焊过程中焊点温度相对较低,保证产品不变形,可先选用HB100或HB100A进行焊接修复,最后用HB100H焊丝进行盖面。HB100系列焊丝具有焊接工艺性能优良、焊缝成形美观及焊接飞溅较小的特点。焊接时不需要使用气体或焊剂保护,从而简化了焊接工艺,节省了焊接辅料费用。堆焊时会出现细裂纹,是释放应力的结果,不影响在低冲击工矿条件下的正常使用,这种焊丝一般焊接电流为350~450A,电弧电压为35~40V。
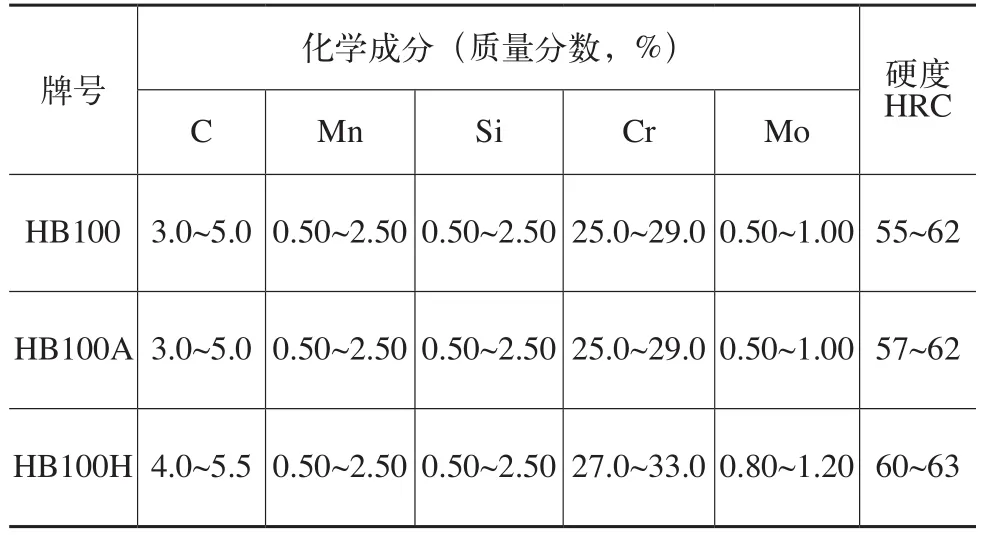
表1 焊丝成分及其功能
(2)新品铸件堆焊 用碳钢铸造新品并预留尺寸进行堆焊,堆焊后金属熔接良好,强度也符合要求,使用情况比新品更好,特别是耐磨性能更为卓越。采用这种方案,总的购置成本只占原新品铸件(高铬铸铁)的50%左右。
修复方案:为了使堆焊金属与基体有更好的接触,可选用HB—YD688(Q)φ1.6mm焊丝焊接一定厚度的打底层,再选用HB100或HB100A进行焊接,最后用HB100H焊丝焊接一定厚度的盖面层。相关的堆焊产品如附图所示。

堆焊产品
2.耐磨复合板的应用
HB—58耐磨钢板主要用于电力行业中的风机叶片、燃烧器管线、堆取料机料斗、料仓衬板、磨煤机衬板、煤粉输送管、煤粉分配器隔板、卸煤设备衬板、风扇磨煤机打击衬板、输料槽和料斗内衬以及破碎衬板等。除此之外,还可以用于耐磨修复工程中的磨煤机、锅炉管壁、风机本体和叶片、(粉、煤、灰)管道和容器、螺旋送料机叶片、耐磨衬板的覆层和阀门等的修复。
HB-58耐磨复合板成分及性能如表2所示。

表2 耐磨板相关参数
HB-58耐磨复合板性能特点如下:
(1)高耐磨性能 采用国际耐磨复合钢板通用的合金体系,具有优异的抗磨粒磨损性能,采用冶金熔合的方法,耐磨层与基材实现冶金结合。耐磨层厚度3.5~12mm,耐磨性大大高于热处理耐磨钢、铸造耐磨铸铁,抗磨损能力也大大高于喷焊或热喷涂方法。
(2)抗冲击 由于耐磨复合钢板的基板采用塑性很好的低碳钢板,可在受冲击的过程中吸收能量,因而耐磨复合钢板具有很强的抗冲击性能和抗裂性能,可以应用到振动、冲击较强的工况条件下。
(3)易于加工 耐磨复合钢板可以制成标准尺寸的板材,重量轻,加工方便灵活,由于采用软质基板,因而可以向内冷弯成形,可以用等离子弧、碳弧等热源切割。可以拼焊成形,使现场焊接工作变得既省时又方便,因而这种材料符合目前国际制造业采用以焊接结构代替铸造结构,降低结构自重的主流。
(4)高的性能价格比 使用耐磨复合钢板制造机件的造价较普通材料有所提高,但机件的使用寿命增长,综合考虑维修费用、备件费用和停机损失,其性能价格比比普通材料高2~3倍,单位面积所需费用仅为使用同种成分焊条堆焊的1/2。
3.结语
我公司的堆焊产品已经在国内众多大中型企业得到应用,不仅使企业降低了生产成本,而且大大延长了工件的使用寿命,延长设备检修周期。
猜你喜欢
矿山机械(2022年8期)2022-09-01
金属加工(热加工)(2020年12期)2020-02-06
中国矿山工程(2019年5期)2019-10-28
工程与建设(2019年1期)2019-09-03
有色设备(2019年3期)2019-07-16
山东冶金(2019年3期)2019-07-10
山东冶金(2018年6期)2019-01-28
新世纪水泥导报(2016年1期)2016-07-01
焊接(2015年7期)2015-07-18
设备管理与维修(2015年12期)2015-04-09
