
红锥锯材中试干燥工艺
2013-07-24 01:30:34刁海林白灵海唐贤明唐继新罗建举
浙江农林大学学报 2013年2期
刁海林, 白灵海, 唐贤明, 莫 理, 唐继新, 罗建举
(1. 广西大学 林学院, 广西 南宁530004; 2. 中国林业科学研究院 热带林业实验中心, 广西 凭祥532600)
红锥Castanopsis hystrix 为壳斗科Fagaceae 栲属Castanopsis 常绿乔木, 是华南地区重要的乡土阔叶珍贵用材和高效多用途树种。 广东、 广西、 海南、 云南均有分布, 中心分布区在广西南部。 红锥木材坚硬耐腐, 心材比例大, 色泽红润, 切面光滑, 纹理美观, 具有极高的经济价值, 是高级家具、 轮船、 车辆、 工艺雕刻等的优势用材[1-2]。 红锥的生长应力大, 其木材在储存、 制材、 干燥及加工过程中极易发生变形及开裂, 在一定程度上限制了其高端用途。 实践证明, 合理的干燥可以改善木材的加工性能, 减少变形, 延长使用年限。 如何对红锥锯材进行合理、 正确的干燥, 以改善红锥锯材的性能, 减少变形和开裂, 是红锥木材在加工应用中所面临的问题。 笔者在百度试验[3-4]的基础上, 联系生产实际对红锥干燥基准进行修订; 建立中试干燥基准, 然后应用木材干燥生产中使用的普通干燥窑, 按常规生产方式对红锥锯材进行干燥中试试验, 验证中试干燥基准的正确性, 以期获得适于实际生产应用的干燥工艺。
1 材料与方法
1.1 试验材料
红锥试材取自于广西凭祥市中国林业科学研究院热带林业实验中心伏波试验场红锥栽植示范基地的间伐材。 间伐林地海拔为650 m, 年降水量约为1 400 mm, 树龄27 a, 平均胸径34.7 cm。
1.2 锯材与隔条的制备
在红锥间伐材堆楞中随机选取原木5 m3, 按制材生产要求将原木锯解成长2.2 m, 厚3.0 cm, 宽度不限的整边板作为干燥试材。 隔条规格为25 mm × 40 mm × 2 200 mm(厚×宽×长)。 锯材平均初含水率为55.0%, 平均厚度含水率偏差为32.50%, 初应力指标2.08%。
1.3 试验仪器及设备
试验使用的仪器设备主要有: 具有强制气流循环系统及加湿装置的生产用5 m3烟气加热干燥窑(浙江省磐安县龙飞脱水设备厂); 温湿度测试仪(深圳市欧科创科技有限公司); PT-90E 手持针式木材含水率测试仪(上海纵跃电子科技有限公司); 基准台; 101-2 型电热鼓风恒温干燥箱(上海东星建材试验设备有限公司); 1/1000 电子天平; 游标卡尺; 钢卷尺、 钢直尺等。
1.4 方法
1.4.1 干燥前的准备 从红锥锯材中选取节疤少、 无虫眼、 无腐朽的优质板2 块, 按国家标准(GB/T 6491-1999)截取初含水率试验片4 片; 初分层含水率试验片2 片; 初应力试验片2 片; 当时含水率检测板2 块[5]。 再选12 块弦切板作为干燥质量检验板(为了观察不同板端处理方式对板端裂纹的影响, 将其中4 块截去端裂并封漆; 4 块截去端裂不封漆; 4 块保持原始状态仅对初始裂纹进行标注)。 对炉膛烟道进行清理以提高热效率, 对窑体进行预热除湿。
1.4.2 锯材入窑 本试验锯材装窑采用水平纵向堆积方式堆积木材。 锯材入窑前, 先用4 根20 cm × 20 cm × 220 cm 规格马尾松大木方为垫木横向铺底并找平, 垫木间距为66 cm。 堆垛时材堆内同层板材之间不留空隙, 每层锯材之间放置隔条, 隔条间距与垫木间距一致, 在材堆顶部压放重物。
1.4.3 干燥状态监测 本试验用于窑内温湿度监测的仪器为深圳欧科创科技有限公司生产的可直接探测室内温度和介质相对湿度的一体式温湿度监测仪。 温湿度探头安装于窑内隔墙底部热空气入口处, 距窑底部约为20 cm。 以2 块分别置于材堆上下各1/3 处的当时含水率检测板适时跟踪窑内材堆的含水率,将12 块干燥质量检测板均匀布置于材堆的上中下部位。
1.4.4 干燥基准 由百度试验所得红锥干燥基准[3]如表1 所示。 干燥基准应该是个性化的参数, 由木材材性决定, 木材基本密度越大, 干燥基准应该越软[6-7]。 根据红锥密度较大及生长应力大, 容易产生开裂和变形的特性, 干燥速度不宜过急, 应采用软基准及较慢的温升速度。 故将表1 中红锥百度试验干燥基准的温升梯度作适当降低调整, 即将原7 个温升梯度调整为9 个温升梯度, 初期温度(60 ℃)和终了温度(90 ℃)不变。 当含水率降至35.00%~30.00%区段时进行第1 次喷蒸处理, 到达25.00%~20.00%区段时进行第2 次喷蒸处理(喷蒸处理时间约为3 h), 以缓解干燥应力。 对红锥百度试验干燥基准进行适当调整后, 得到本试验的中试干燥基准(表2)。
1.4.5 干燥窑工作原理及干燥过程控制 本试验所用烟气加热干燥窑, 系通过燃烧室对2 排纵向卧式迂回烟气管道进行加热, 然后利用一排顶置下吹式鼓风机对烟气管道进行鼓风而获得向下的热空气。 热空气经隔墙下方的风门导向后进入干燥室(可手动调节风门的角度, 以获得适宜的热空气吹角), 热空气经过材堆后携带水分从干燥室前上方的空气出口经顶部隔层回到鼓风机处将湿气排向室外。 干燥窑配有一小型锅炉作为蒸汽发生器, 蒸汽管道通过置于风门旁的喷蒸管向干燥室喷蒸加湿调节窑内湿度。 窑内温湿度由温湿度监测仪监控。 试验开始时, 对材堆进行预热。 预热温度设为70 ℃(比干燥基准的初期温度高10 ℃), 相对湿度设为98.00%~100.00%, 以约8 ℃·h-1的温升速度加热。 8 h 左右到达设定温度70℃, 保持4 h。 同时, 以约4%·h-1的速度加湿, 窑内空气湿度4 h 内达到98.00%~100.00%, 然后保持8 h。 预热结束后, 在2~3 h 内将温湿度降至干燥基准的初级阶段, 此后按照中试干燥基准的程序进行干燥。 当窑内锯材含水率降至纤维饱和点以下时进行第1 次中间处理(喷蒸3 h), 以降低锯材内含水率梯度, 防止锯材表层干燥过快导致木材开裂。 此后每次中间处理均喷蒸3 h, 整个干燥过程共进行2~3 次中间处理。 当锯材含水率到达12.00%(地区平衡含水率)时, 进行终了处理(喷蒸4 h), 之后继续加热至窑内相对湿度达到43%左右后停火, 但风机继续运转, 待窑内温度降至60 ℃后关闭风机。 锯材随窑体自然冷却24 h 后出窑, 干燥结束。 干燥过程中, 用温湿度仪监控干燥室内的温湿度, 以含水率检测板及含水率测试仪联合跟踪锯材含水率。 隔2 h 记录1 次数据(包括窑内温度、 湿度及含水率检测板当时质量等数据)。 锯材出窑后, 根据国家标准GB/T 6491-1999[8]对锯材进行干燥质量检测、 评定等级并进行总结分析, 试验结束。
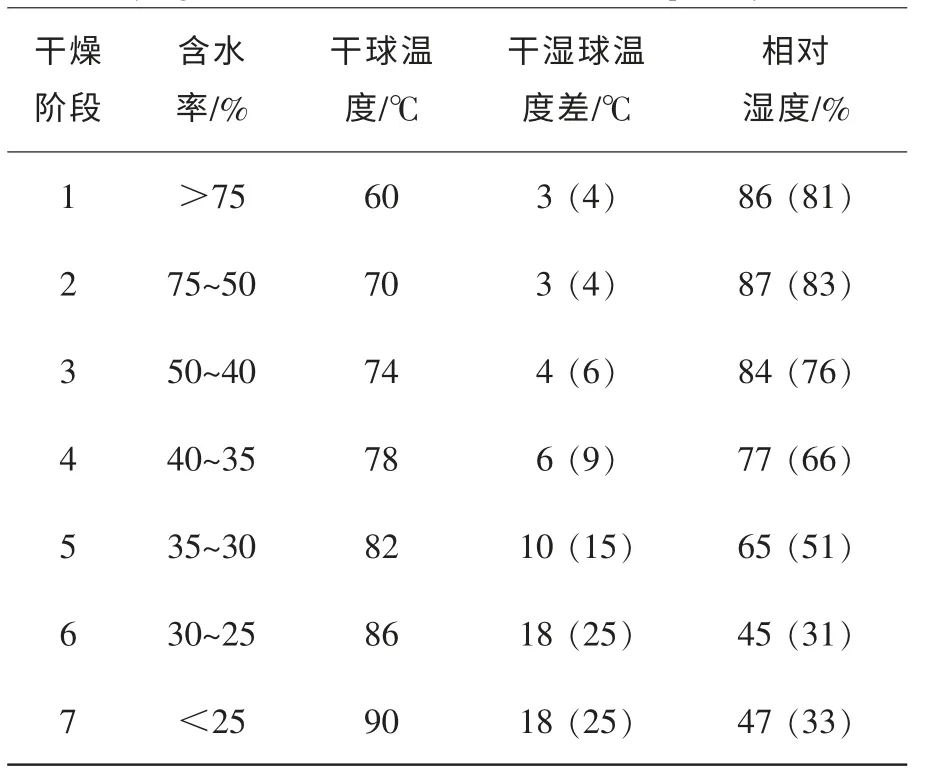
表1 红锥百度试验干燥基准Table 1 Drying schedule of 100 ℃test of Castanopsis hystrix lumber
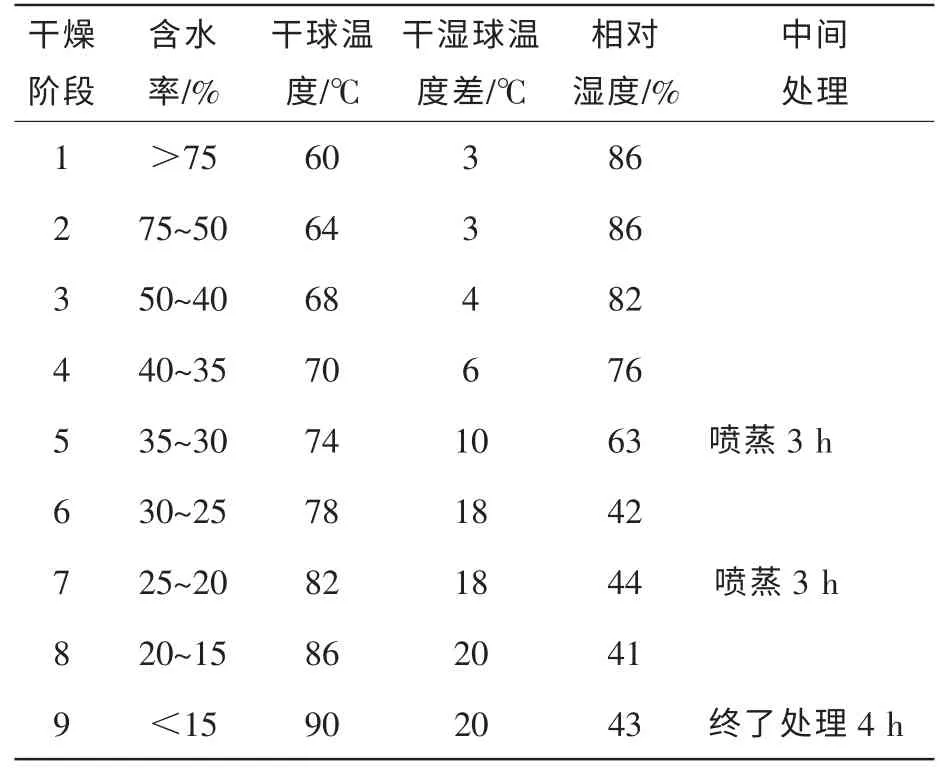
表2 红锥中试干燥基准Table 2 Drying schedule of pilot test of Castanopsis hystrix lumber
2 结果与分析
2.1 干燥结果
2.1.1 干燥质量检测 经对红锥锯材干燥中试产品进行干燥质量检测, 结果为: 锯材平均终含水率为7.24%, 厚度含水率偏差为2.37%, 残余应力指标为4.12%, 其他可见干燥缺陷质量指标(表3)。 锯材端部处理方式对锯材端裂的影响情况如表4 所示。
2.1.2 干燥曲线总图 由试验记录得红锥锯材含水率、 窑内温度、 介质相对湿度随时间变化关系曲线总图如图1 所示。
2.1.3 干燥时间及速度 干燥过程中, 红锥锯材干燥至平衡含水率12.00%时所用时间为138 h (5.75 d);干燥速度约为0.31%·h-1。
2.2 结果分析
2.2.1 干燥质量分析 根据GB/T 6491-1999《锯材干燥质量标准》[8], 对红锥锯材进行干燥质量单项评价结果为: 平均终含水率7.24%, 单项质量等级为一级; 厚度含水率偏差2.37%, 单项质量等级为一级;应力指标4.12%, 单项质量等级为三级; 顺弯度0.17%, 单项质量等级为一级; 横弯度0.25%, 单项质量等级为一级; 扭曲度0.24%, 单项质量等级为一级; 瓦弯度2.55%, 单项质量等级为一级弱; 纵裂度3.31%, 单项质量等级为一级; 无内裂。 综合干燥质量良好。 由以上分析可知, 平均含水率、 厚度含水率偏差以及顺弯、 横弯、 扭曲、 瓦弯、 纵裂、 内裂等指标表现均较好, 红锥的干燥质量主要受到残余应力的影响(因其残余应力指标4.12%较国标干燥二级材的指标3.5%偏大), 是红锥实际干燥中要特别注意控制的指标。 实际干燥生产中, 适当增加中间处理的次数及适当加大终了处理的喷蒸强度及延长喷蒸时间, 可以减小终了残余应力。 另外, 可根据锯材靠近树皮一侧的干缩率大于靠近髓心一侧的干缩特性, 在锯材装窑时将锯材靠近髓心的一面置于迎风的位置以反制因两侧板面通风速度不均而造成的弯曲。
2.2.2 锯材端裂分析 由表4 及对红锥干燥情况的现场观察分析可知, 截端裂且端部封漆的锯材继续产生端裂的状况少于无封漆及端部保留自然状态的锯材。 而端部保留自然状态与截端裂不封漆的锯材相比端部保留自然状态的锯材端裂状况稍好于截端裂不封漆的锯材, 但优势不明显。 说明红锥锯材入窑干燥时没有必要截去原始端裂, 但如果干燥前将红锥锯材端部实施封漆或封蜡, 则对于控制红锥锯材干燥端裂具有较明显的效果。研究中还发现, 锯材板宽对锯材端裂的影响较明显, 宽度较大的锯材比宽度较小者端裂更明显更严重。 这是由于在较窄的板材中,干燥应力在宽度方向分布状态较均匀, 以至于不易造成因板材中各处应力释放不均匀而开裂。 此外, 由表4 可见: 同一板端处理状态下, 各检验板间的端裂状况亦存在较大的变异性。 究其原因发现, 锯材的端裂除了与材性及板端处理状态有关外, 还与板位有关。即靠近树皮一侧的弦切板产生端裂的程度较轻微, 而靠近髓心一侧的弦切板则较易产生端裂。 观察材堆中其他锯材的端裂情况, 发现包含髓心的中心板更易沿髓心处产生端裂,这是因为红锥的髓心脆而抗拉强度低, 极易因干燥初期板端水分的丢失而产生的拉应力引起开裂, 这也是红锥端裂的一大特点。
2.2.3 截面皱缩分析 皱缩是木材干燥时由于水分移动太快所产生的毛细管张力和干燥应力使细胞溃陷而引起的不规则的收缩。 通常是在干燥初期由于干燥温度高, 自由水移动速度快而产生的一种木材干燥缺陷。 木材的皱缩与木材本身的材性有关, 亦与干燥温度及相对湿度有关。 研究表明: 木材在相同相对湿度下干燥, 温度越高, 皱缩就越大[9]。一般来说, 木材纵向、 径向、 弦向绝干时干缩率的范围分别是0.10%~0.30%, 3.00%~6.00%, 6.00%~12.00%[5]。 本试验中红锥锯材产生截面变形的截面厚度差为0.01~0.39 mm, 变化范围较小。 截面径向皱缩率平均值为5.79%, 在一般值的3.00%~6.00%之间偏上, 但仍在合理范围内。 此次试验由于材堆终含水率达到7.24%, 在较低的含水率下, 较易产生锯材截面皱缩。 在实际生产中将材堆终含水率控制在全国地区平均平衡含水率12.00%左右, 可以有效降低截面的皱缩率。
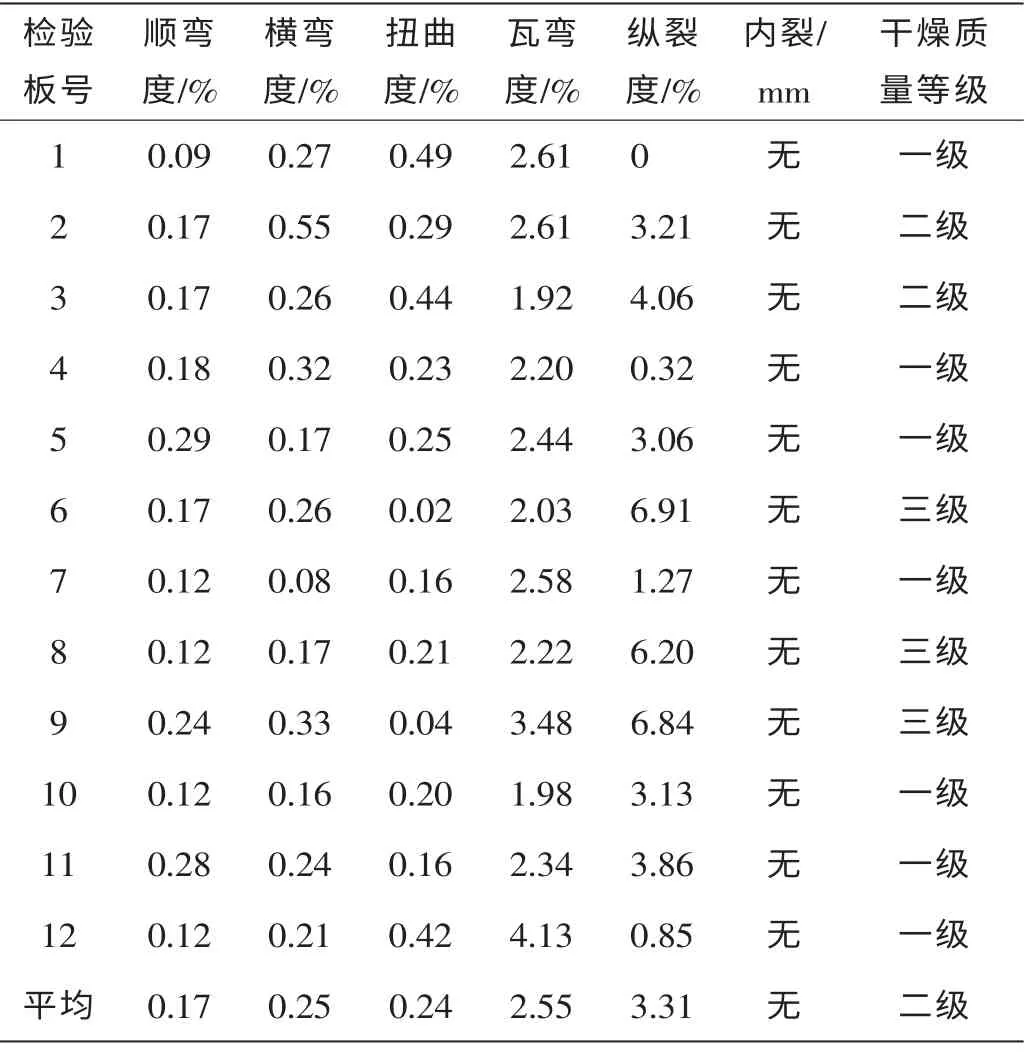
表3 红锥30 mm 锯材可见干燥缺陷质量检测指标Table 3 Visible drying defects quality measurement indicators of 30 mm thick Castanopsis hystrix lumber

表4 红锥锯材端部处理与开裂状况Table 4 Terminal treatment and cracking status of Castanopsis hystrix lumber
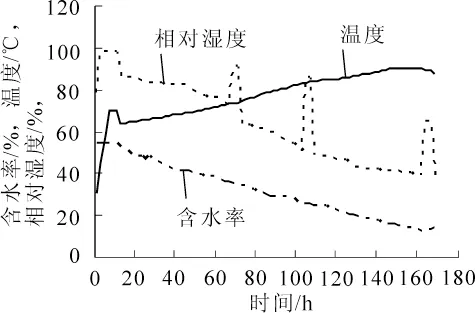
图1 含水率、 温度、 湿度—时间关系曲线总图Figure 1 Relationship of time—moisture content, temperature and humidity
2.2.4 表裂及内裂分析 木材干燥时, 表面水分先行蒸发, 内部水分逐渐外移, 当内部水分移动速度不能与干燥速度适应时, 表面水分降至纤维饱和点以下, 而木材内部含水率仍在纤维饱和点以上, 木材表面拉应力使木材表面开裂[10]。 红锥属于硬阔叶材, 其材质较硬, 延展性差, 对表裂尤为敏感, 因此, 控制干燥表裂是保证红锥干燥质量的一项重要技术措施。 在实际干燥生产中, 适当降低含水率梯度, 控制锯材的表面干燥速度, 保持锯材内外干燥速度趋于一致, 可以有效降低锯材的表面开裂。 通过对本次试验过程中检测板的跟踪观测发现, 红锥锯材干燥初期, 锯材表面曾出现大量的较为严重的裂纹, 但随后继续观测发现, 大部分裂纹都会在干燥后期因锯材内外含水率达到平衡而自行愈合。 由最终检测结果知, 红锥表裂平均值为3.31%, 小于国家锯材干燥质量标准一等材所要求的4.00%, 而且完全没有内裂。说明干燥基准所设置的温湿度梯度、 中间处理及终了处理程序比较合理。
3 结论
本次对红锥锯材进行干燥中试试验的各项干燥质量技术指标良好, 诸单项质量指标中, 绝大部分达到国家标准(GB/T 6491-1999)规定的锯材干燥质量标准等级二级以上, 干燥质量达到预期目标, 说明本研究制定的中试干燥基准基本合适。
红锥锯材由初含水率55.00%干燥至全国地区平均平衡含水率12.00%时所用时间为138 h(5.75 d);干燥速度为0.31%·h-1。 影响红锥锯材干燥质量的主要因素为残余应力, 其次为纵裂和瓦弯。
干燥前将锯材截去原始端裂并封漆, 可有效减少锯材端部开裂。
由于在进行本干燥试验过程中, 除干燥基准外, 所采用的干燥设备及干燥方式与目前一般干燥生产实际相接近, 因此, 其方法可直接应用于生产实际。 但应注意的是, 干燥基准与锯材厚度有关, 实际干燥中应根据实际锯材厚度等情况对干燥基准作适当调整, 才能获得好的干燥效果。 具体调整办法可参阅文献[11]进行。 对于干燥初期曾经出现后又自行愈合的表面裂纹, 作者曾专门进行过板面刨光观察, 发现其愈合复原的程度甚为致密, 完全无法通过肉眼观测到曾经产生过的裂纹。 至于是否会因此影响油漆效果以及影响的程度, 尚有待于进一步实验观察。
[1] 伊国平. 广西珍贵树种名录[J]. 广西林业, 2010 (12): 43.YI Guoping. The list of precious tree species of Guangxi [J]. J Guangxi For, 2010 (12): 43.
[2] 朱积余, 蒋燚, 潘文. 广西红锥优树选择标准研究[J]. 广西林业科学, 2002, 31 (3): 32-37.ZHU Jiyu, JIANG Yi, PAN Wen. Study on the standard of preferred of Guangxi Castanopsis hystrix [J]. J Guangxi For Sci, 2002, 31 (3): 32-37.
[3] 刁海林, 蔡道雄, 姜金英, 等. 红锥干燥特性研究[J]. 安徽农业科学, 2011, 39 (18): 10867-10869.DIAO Hailin, CAI Daoxiong, JIANG Jinying, et al.Drying characteristics of Castanopsis hystrix [J].J Anhui Agric Sci,2011, 39 (18): 10867-10869.
[4] 何清慧. 木材干燥基准简易确定法—百度试验[J]. 木材工业, 1998, 12 (6): 39-41.HE Qinghui.Simple determining method of wood drying schedule: Baidu test [J].Timber Ind, 1998, 12 (6): 39-41.
[5] 王喜明. 木材干燥学[M]. 3 版. 北京: 中国林业出版社, 2007: 2.
[6] 苌姗姗, 胡进波, 刘元, 等. 人工林红锥木材干燥特性初探[J]. 木材工业, 2005, 19 (5): 19-24.CHANG Shanshan, HU Jinbo, LIU Yuan, et al. Drying characteristics of plantation grown Castanopsis hystrix [J].Timber Ind, 2005, 19 (5): 19-24.
[7] 李梁, 张壁光, 伊松林. 木材干燥基准的研究现状与展望[J]. 干燥技术与设备, 2007, 5 (1). 22-26.LI Liang, ZHANG Biguang, YIN Songlin. Research state and prospect of wood drying schedules [J]. Drying Technol Equip, 2007, 5 (1): 22-26.
[8] 中国木材标准化委员会. GB /T 6491-1999 锯材干燥质量标准[S]. 北京: 中国标准出版社, 1999.
[9] 刘元. 木材干燥皱缩机理及其特性研究[J]. 中南林学院学报, 1994, 14 (2): 36-40.LIU Yuan.Collapse mechanism and charaeteristics in wood drying [J].J Cent-South For Coll, 1994, 14 (2): 36- 40.
[10] 徐有明. 木材学[M]. 北京: 中国林业出版社, 2006: 140-144.
[11] 顾炼百. 锯材窑干工艺过程的实施[J]. 林产工业, 2002, 29 (5): 43-45.GU Lianbai. Lecture kiln drying process of lumber [J]. China For Prod Ind, 2002, 29 (5): 43-45.
猜你喜欢
南方农业(2021年9期)2021-12-25 16:59:01
乡村科技(2021年9期)2021-07-28 02:43:36
农家科技中旬版(2018年2期)2018-05-05 10:09:54
国际木业(2016年8期)2017-01-15 13:55:21
国际木业(2016年3期)2016-12-01 05:04:51
国际木业(2016年1期)2016-12-01 05:04:08
广西林业科学(2016年3期)2016-03-16 05:43:21
国际木业(2016年12期)2016-03-10 16:10:00
同煤科技(2014年1期)2014-08-15 00:48:23
数字技术与应用(2012年2期)2012-04-15 09:11:40
