
助催化剂技术在烟气排放控制中的应用进展
2013-07-19 03:55:50范宇
石油化工技术与经济 2013年2期
范 宇
( 中国石油化工股份有限公司天津分公司,300271)
催化裂化(FCC)技术是炼油厂的核心工艺,也是炼油厂生产燃料油的主要方法之一。随着汽车作为人们出行工具的日益普及以及农用机械的大量使用,人们对油品的需求增长迅速,不断新建或扩建催化裂化装置(FCCU)成为必然趋势,而出于效益最大化考虑,FCCU 所用的原料也日趋重质化和劣质化,意味着其中的金属含量和胶质含量大幅增加,硫、氮等含量也显著升高,从而使FCCU 其再生烟气中含有大量的硫氧化物(SOx)和氮氧化物(NOx)。
空气中超标的SOx和NOx是酸雨形成的主要因素,治理困难,严重危害着人类的身体健康。石油炼制中FCCU 排放的污染物是造成酸雨、温室效应以及光化学烟雾等大气污染的重要原因之一,随着炼油工业规模的不断增加,其对环境的污染也日趋严重,FCCU 再生烟气的有效治理成为社会关注的重大课题。
1 FCCU 烟气排放法规
1.1 国外烟气排放法规
随着FCCU 规模的不断扩大,其烟气对环境的影响日益显现,国外率先对FCCU 烟气排放制定了排放标准[1],具体见表1。
有些国家还制定了更细化、更严格的排放标准,比如在美国,有3 个主要条例影响着FCCU烟道气控制和将来的排放限值,分别是:继续应用新污染源执行标准(NSPS)[2]、即将实施的MACT II 中的有害空气污染物(HAP)控制[3]、美国环境保护总署(EPA)的强制措施及其承诺法令。以前美国FCCU 的控制也仅限于新建装置,但随着法规的日益严格,这种状况发生了改变,新条例开始要求老装置排放和新排放控制在统一水平[4]。
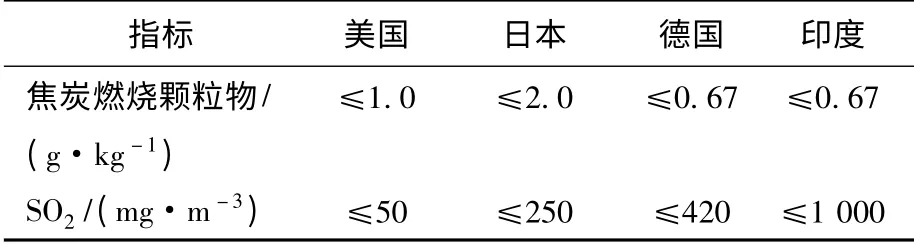
表1 世界部分国家FCCU 烟气排放要求
1.2 国内FCCU 烟气排放法规
随着我国工业化进程的迅速推进,为了解决环境污染这一问题,我国也于2003 年4 月18 日颁布了HJ/T 125—2003 环境保护行业标准,其中对FCCU 烟气排放根据不同的掺渣比制定了三级标准,具体见表2。
表1 和表2 中均没有明确列出NOx的控制指标,而事实上NOx也是形成酸雨的主要因素之一。2000—2001 年,美国环保所(EPA)制定的法令中规定:在有SO2指标控制要求的设备,NOx排放指标应该降至20 mg/m3以下。从长远来看,中国也应该借鉴这一做法,制定中国的NOx排放标准。
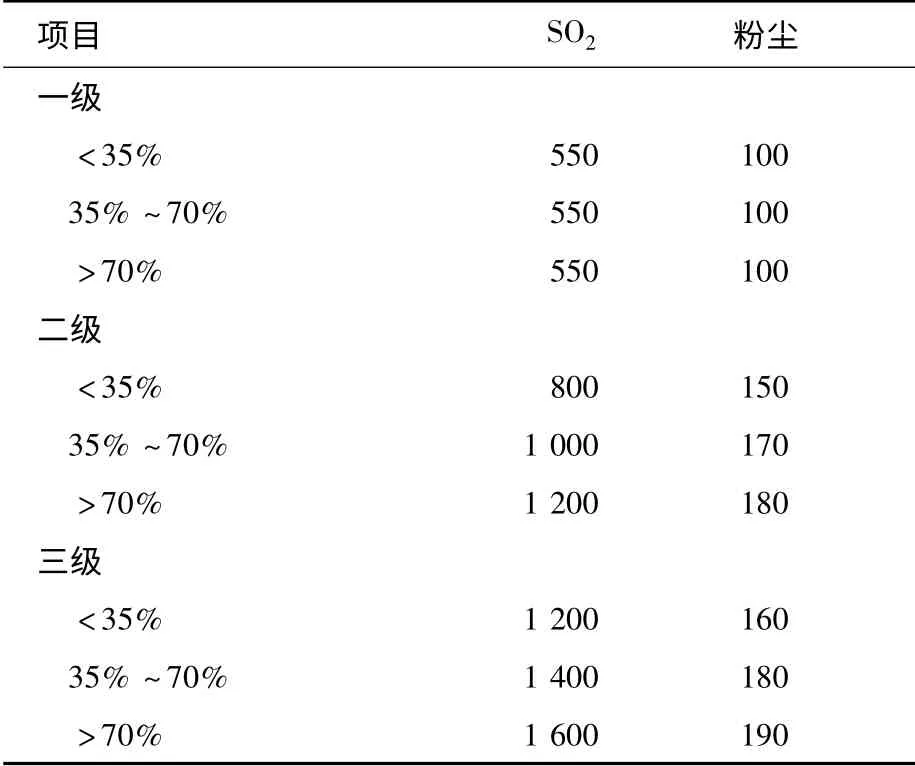
表2 我国FCCU 烟气排放下限值 mg/m3
2 FCCU 烟气排放控制助催化剂技术进展
FCCU 烟气是炼油厂的主要废气排放源,减少FCCU 烟气中硫氧化物的排放是减少炼油厂硫氧化物排放的关键。一般来说,FCC 原料中的硫有45% ~55%在反应器中转化成H2S 进入干气,35% ~45%进入到液体产品,5% ~10%随焦炭带入再生器中。焦炭上的硫化物在烧焦时生成SOx(其中SO2约占体积分数的90%,SO3占体积分数的10%)与再生烟气一起排放到空气中。1999年全国FCCU 总加工能力就达到了91.175 Mt/a,按催化原料硫含量的0.2%(质量分数)来计算,每年就有40 kt 的SOx进入大气[5]。
FCCU 烟气中除了含有大量的SOx外,还含有大量的NOx。国外FCCU 烟气中NOx的质量浓度一般在50 ~500 mg/m3,而我国一些炼油厂FCCU 烟气中NOx质量浓度高达2 800 mg/m3左右[6],对生产设备和环境造成了严重危害。如何降低FCCU 烟气中产生的NOx和SOx已成为各大石油公司研究的热点之一。
降低FCCU 再生烟气SOx和NOx浓度的方法一般有以下4 种:(1)对原料进行处理;(2)使用助催化剂;(3)氧化还原法;(4)再生烟气处理。文章重点介绍助催化剂在FCCU 烟气控制方面的技术进展。
2.1 FCCU 烟气脱SOx 助催化剂技术
国外硫转移剂的研制工作始于20 世纪70 年代,该技术是将硫转移剂以助催化剂的形式加入到FCC 主催化剂中,随催化剂在反应系统中循环,实现将烟气中的硫化物转移到反应产物干气中,从而达到控制再生烟气中SOx排放浓度以满足达标排放的要求。这种方法既可以大大减少FCCU 烟气排出的SOx对大气的污染,又可将烟气中SOx转化成硫化氢后制成硫磺,变废为宝[7]。
硫转移剂法控制FCCU 烟道气中SOx的排放具有设备投资费用少,操作费用低,废物后处理问题少的优点[8-9]。在一定程度上来说,它是目前最廉价、最方便、最快捷的降低SOx排放的方法。由于硫转移剂没有催化活性,对FCC 催化剂有稀释作用,这就限制了它占系统的比例(一般要求不超过5%)。
从硫转移剂的反应机理来看,硫转移剂在再生器中需要将二氧化硫氧化成三氧化硫,要求硫转移剂在FCCU 再生器环境下必须具备促进SO2氧化并且吸收SO3形成硫酸盐的能力。由于再生器的反应温度较高,这就要求硫转移剂与硫化物反应生产的硫酸盐在再生器高温条件下必须非常稳定,高温下生成的硫酸盐不发生分解反应。另外再生器中会产生一定量的水蒸气,这要求硫转移剂必须具有一定的水热稳定性,适应再生器高温水蒸气环境。在FCC 的反应器中,催化剂的停留时间较短,这就要求在硫转移剂上形成的硫酸盐能快速分解,并释放出硫化氢,恢复活性。
硫转移剂除了要适应反应器和再生器的特点外,还需要具有高活性和稳定性,尽量降低硫转移剂在裂化催化剂中所占的比例,避免硫转移剂对裂化催化剂稀释。此外,硫转移剂还应具有与FCC 催化剂相似的物理性质,例如筛分组成、机械强度等,本身对裂化反应无副作用,对裂化产物的质量和分布没有明显不良影响。
国外从事该助催化剂技术研究的公司主要有Grace Davison、Engelhard、Intercat 和Union Oil 等,Grace Davison 公司开发的DeSOx工业硫转移剂使用后可满足美国加州制订的FCCU 的SOx排放法规的要求,而对装置的产品收率和颗粒排放无不利影响[1]。表3 列出国外硫转移助催化剂主要牌号和性能特点。
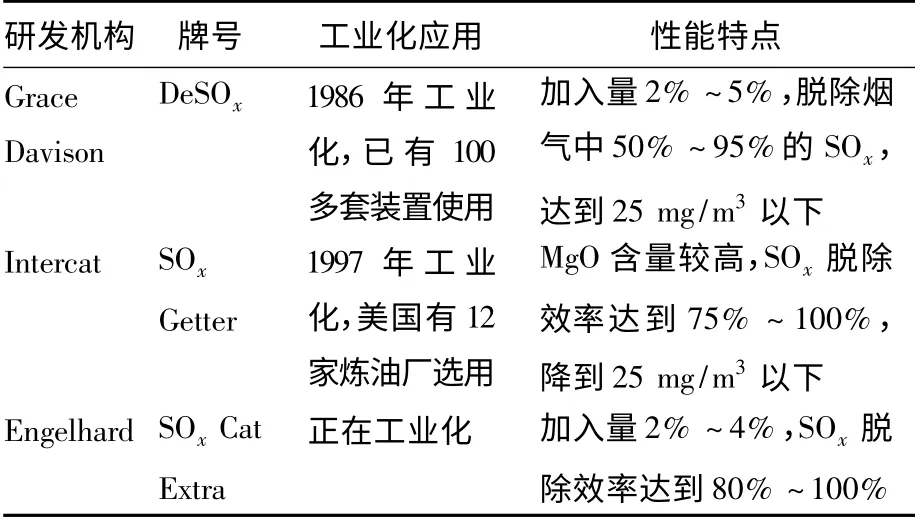
表3 国外硫转移助催化剂的性能特点
此外,专利US4243556[10]介绍了一种以氧化铝为主,硅含量少于20%(不包含沸石晶体中的硅FCC 催化剂和脱除硫化物的添加剂进行脱硫),负载钠、锰和磷中的一种或多种金属,制成一种脱硫助催化剂。专利WO8606090[11]报道了一种尖晶石型化合物的脱硫吸附剂,该材料由一种碱土金属成分、铝尖晶石和促进二氧化硫转化成三氧化硫的附加金属三部分组成。附加金属选自如铁、铬、钒、锰、镓、硼、钴及其混合物。
国内关于硫转移剂技术的研究稍晚于国外,最初的研究始于20 世纪80 年代末,由中国石油化工总公司指派石油化工科学研究院进行脱除硫氧化物助催化剂的研究工作。借此机会,石油化工科学研究院建立了研究硫转移剂方面的实验室制备、评价方法、小试载体研究以及中试放大和评价方法等,为我国硫转移剂研究工作的进一步发展奠定了坚实的基础[12]。
近年来,国内先后有几家企业对硫转移剂的组成和制备方法进行了深入研究,使硫转移剂的发展实现了多元化,并有许多产品进行了工业化应用试验。中国石油化工股份有限公司齐鲁分公司(以下简称齐鲁分公司)研究院与华东理工大学合作开发的一种含有含镁、铝、铈、钒等活性组分的固体FCC 硫转移剂,在齐鲁分公司胜利炼油厂进行了工业应用试验。试验结果表明:硫转移剂占系统藏量3%时,可使FCCU 再生烟气中SOx的排放减少51.47%,同时,这种助催化剂还有脱除氮氧化物的功能,NOx排放能减少37.65%,该产品还能在一定程度上改善FCC 的产品分布。
中国石化集团洛阳石油化工工程公司炼制研究所开发了LST -1 型液体硫转移剂,该助催化剂由氧化剂、吸附剂和分解促进剂3 部分组成,其有效组分负载率为89% ~93%,脱硫率为40% ~75%,加入该助催化剂对裂化产品的分布没有影响。脱硫率随反应温度、再生温度、烟气中过剩氧含量和原料硫含量的不同而有所变化[13]。
2.2 FCCU 脱除NOx 助催化剂技术
国外SOx转移剂相对较为成熟,已广泛应用,许多装置也安装有脱烟气SOx洗涤法设施,同时设有静电除尘设备,用于脱除烟气中的催化剂固体颗粒。因此,近年来国外对烟气排放控制多集中于脱除NOx助催化剂研究。
脱除NOx助催化剂技术是在FCC 主催化剂中加入一定量的助催化剂,使再生过程中产生的NOx还原为N2,从而减少NOx的排放。使用助催化剂不需要增加装置设备投资,是较为经济有效的方法。脱NOx助催化剂一般以金属催化剂为主,金属铜是脱氮助催化剂中常用的活性组分,在氧气存在下,CuO 能催化还原NO 的反应使NO还原成N2。脱NOx助催化剂一般需添加稀土元素进行改性。
Davision 研 究 机 构[14]对Cun+/Cen+/Na+/ZSM-5 型脱氮助催化剂进行了研究,认为助催化剂中的载体和活性组分都能与氮氧化物作用,形成良好的脱氮效果,同时还具有对一氧化氮的助燃作用。有报道称[15]浸渍法制备的的CeO2-Cu/ZSM-5 催化剂对NOx脱除作用,CeO2-Cu/ZSM-5 催化剂可以在再生器中的贫氧区脱除氮氧化物。发现增加该助催化剂上铜的负载量或者提高助催化剂的加入量可提高脱除氮氧化物的活性。如果再浸渍上稀土铈,其脱除氮氧化物的能力可进一步增强,NOx脱除率可达70%以上,说明稀土元素的引入有助于NOx的脱除。
在国外,已有数个脱除NOx助催化剂实现了商业化应用,如美国Grace Davison 公司开发的DENOx和XNOx助催化剂、Engelhard 公司的CLEANOx助催化剂和Akzo Nobel 公司的KDNOx助催化剂等,可将NOx排放降至50 mg/m3以下。科研人员还在开发能将NOx排放降至20 mg/m3以下的助催化剂,如果目标可以实现,将大大降低脱除NOx排放的成本[16]。
国内近年来也开展了脱NOx助催化剂的研究。温斌等[16]在对含铜的水滑石型复合氧化物进行了深入细致的研究中发现,由类水滑石制备的Cu-Ce-Mg-Al -O 四元金属混合氧化物对NO 具有较高的还原活性和CO 氧化能力,并具有极好的抗水蒸气失活以及抗SO2中毒能力。在焙烧过程中Cu+取代晶格中的部分Ce4+,产生大量的氧空位,Cu+和氧空位以及Cu 和Ce 之间协同作用使此类型助催化剂同时具有较强的脱氮和助燃能力。
中国石化集团洛阳石油化工工程公司炼制研究所开发了LDN-1 型降NOx助催化剂[18],该助催化剂采用大孔活性载体,并辅之稀土金属、过渡金属等活性金属组分,既可以有效地减少NOx,又具有CO 的助燃功能,是一种双功能助催化剂。工业试验表明:(1)LDN -1 降NOx助催化剂具有良好的脱NOx功能,NOx脱除效率达到75%;(2)LDN-1 降NOx助催化剂具有良好的CO 助燃功能,可以取代原有的铂基助燃剂;(3)LDN-1降NOx助催化剂对产品分布和汽油、柴油性质无不良影响。
表4 是几种已经实现工业化应用的脱除NOx助催化剂信息,从表中可以看出国外在这方面的技术已经比较成熟,广泛实现了工业化应用,中国应加紧开发具有自主知识产权的脱除NOx助催化剂技术。
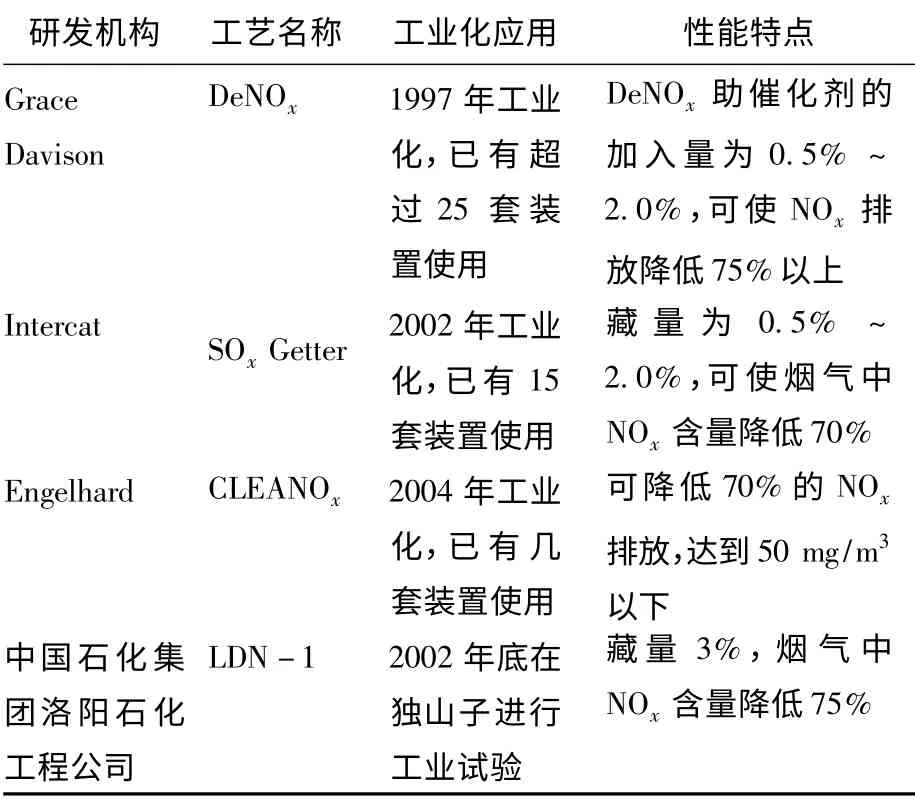
表4 国内外脱除NOx 助催化剂的性能特点
2.3 同时脱除FCCU 烟气中多种污染物技术
FCCU 再生烟气中的污染物是多种多样的,如果每种污染物都配一套后处理设备或研制一种添加剂,这样既增加了企业成本,也影响了处理效率,迫切需要一种技术能同时脱除FCCU 烟气中多种污染物。
Iliopoulou 等[19]研究了以Rh 为活性组分的多功能助催化剂,并对助催化剂的载体、Rh负载量及助催化剂的加入量等对FCCU 再生烟气中的氮氧化物和CO 排放的影响进行了讨论。研究认为使用多种形式的载体,如化学计量的高结晶度的MgO·Al2O3和商业用的氧化铝载体等。当Rh 负载量为0. 1%(质量分数)和助催化剂加入量为1%(质量分数)时,可以实现既提高CO 燃烧率又降低氮氧化物排放的双重目的。
Corma 等人[20]制备了含铜的水滑石和含铈的Co/Mg/Al 氧化物。研究发现,含铜的水滑石在少量氧的环境中,形成了Cu -S 活性位,对NO的脱除活性要高于Cu0和Cu+活性中心,适合于氧含量低于0.6%。而Co/Mg/Al 氧化物在过剩氧含量达到1%时仍能有效还原NO,但脱硫率略低。引入铈后可增加其脱硫活性,两种助催化剂都能适应FCC 的反应器和再生器的操作环境,具有同时脱除氮氧化物和硫化物的功能。
据报道[21]一种多功能助催化剂以水滑石为主要的载体,以La、Ce、Sr 和Co 等元素的氧化物或复合物为活性组分。该助催化剂进行了相应试验,结果表明:在其用量为FCC 催化剂总藏量的1% ~2%的情况下,有较强的脱除烟气中SOx和NOx的能力,SOx的平均脱除率达72.85%,NOx的平均脱除率达85.90%。
据报道[22]以水滑石型硫转移剂为基础引入铜或其他的氧化物,可使原硫转移剂额外再具有一定得脱氮功能。用水滑石制备的Co/Mg/Al与Cu/Mg/Al 催化剂进行了关脱硫脱氮的催化活性实验,结果表明,当O2体积分数大于1%,温度为750 ℃时,这两种催化剂是能同时去除NOx和SOx的完美催化剂,脱氮率几乎可达100%,脱硫率可达88%,Co 基催化剂的效果比Cu 基催化剂要好。但O2体积分数过高时,其催化活性可能消失。
3 结束语
随着环保法规的日趋严格和环保意识逐渐增强,FCCU 烟气控制技术已成为石油化工行业研究的重点课题。助催化剂法控制FCCU 烟道气中的SOx和NOx排放具有设备投资费用少,操作费用低,废物后处理问题少的优点。在一定程度上来说,它是目前最廉价、最方便、最快捷的降低污染物排放的方法。考虑到目前我国的国情,采用助催化剂技术控制催化烟气污染物排放比较适合在我国的炼油企业推广应用。
除了上述原因外,助催化剂法在工艺上是“原位”脱除,使得现有FCC 工艺朝绿色工艺迈进。此外烟气中常常同时含有NOx和SOx,如何同时脱除NOx和SOx是一大难题,开发联合脱硫脱氮的新方法、新理论、新技术也是今后烟气排放控制技术研究重点之一,开展更实用化和理想的FCCU 烟气控制技术具有重要的意义和广阔的应用前景。
[1] 潘元青,梅建芬. FCCU 烟气排放控制技术新进展[J]. 石油化工技术经济,2006,22(3):47 -52.
[2] P. K. Niccum. Halliburton,KBR. FCC Flue Gas Emission Control Options NPRA,Annual Meeting,AM-02 -27.
[3] P.K.Niccum,E.Gbordzoe,S.Lang,et al.Optimize FCC Fluegas Emission Control-Part I [J]. Hydrocarbon Processing,2002,8l (9):71 -76.
[4] R.E. Kenson. Emission Impossible [J]. Hydrocarbon Engineering,2004,9 (1):49 -5l.
[5] 侯芙生.21 世纪我国FCC 可持续发展战略[J].石油炼制与化工,2001(1),1 -6.
[6] 刘雪芬,齐文义,苗文彬,等. 降低FCCU 再生烟气中NOx含量的LDN -1 型助催化剂的工业试验[J].炼油技术与工程,2004,34 (9):30 -35.
[7] 杨秀霞,董家谋. 控制FCCU 烟气中硫化物排放的技术[J].石化技术,2001,8 (2):126 -130.
[8] 齐文义,丁全福,郝代军. FCCU 再生烟气中污染物助催化剂的研究进展[J]. 炼油技术与工程,2008,38(6):53 -56.
[9] 李林波,许金山,梁颖杰,等. FCCU 烟气硫转移剂的研究进展[J].齐鲁石油化工,2003,31(3):237 -239.
[10] W.A.Blanton.Sulfur oxides control in cracking catalyst:US,4243556[P].1978 -12 -04.
[11] J.S.Yoo,J.Karch,R.F. Poss,et al. Alkaline earth metal,aluminum-containing spinel compositions and methods of using sam:WO,8606090[P].1985 -04 -18.
[12] 钱伯章.催化裂化硫转移助催化剂发展现状[J]. 天然气与石油,2003(4):66.
[13] 梁颖杰,李林波,周忠国,等. FCCU 烟气硫转移剂的开发与应用[J].石化技术与应用,2003,21(2):140 -143.
[14] 齐文义,王龙延,郭海卿,等.LST-1 液体硫转移助催化剂的研究[J].炼油设计,2000,30(9):5 -8.
[15] 刘钰,杨向光,张忠良,等.以水滑石为前体的Mg-Al-M复合氧化物对催化消除NOx的活性[J].催化学报,1999,20(4):450 -454.
[16] 温斌,何鸣元,宋家庆,等. 含铜复合氧化物用做FCC 脱NOx催化剂研究[J].石油学报.2000,16 (4):72 -78.
[17] 俞卫华,倪哲明,王力耕,等.镁铝水滑石的制备和脱硝性能的研究[J].科技通报,2003,19(4):330 -333.
[18] 刘雪芬,齐文义,苗文彬. 降低FCCU 再生烟气中NOx含量的LDN-1 型助催化剂的工业试验[J].炼油技术与工程.2004,9(34):29 -33.
[19] Iliopoulou E.F.,Efthimiadis E. A.,Vasalos I. A.,et al.Effect of Rh-based additives on NO and CO formed during regeneration of spent FCC catalyst[J]. Applied Catalysis B:Environmental,2004,47(3):165 -175.
[20] A.Corma,A.E.Palomares,F. Rey, et al. Simultaneous catalytic removal of SOxand NOxwith hydrotalcite - derived mixed oxides containing copper,and their possibilities to be Used in FCC units[J]. Journal of Catalysis,1997,170(1):140 -149.
[21] 张雪黎,罗来涛.稀土催化材料在工业废气、人居环境净化中的研究与应用综述[J].气象与减灾研究,2006,29(4):48 -52.
[22] 陈志,段东升,徐文长.FCCU 烟气转硫脱氮和助燃三功能催化剂FP - DSN 的工业应用[J]. 炼油设计,2002,32(11):7 -10.
猜你喜欢
化工管理(2022年13期)2022-12-02 09:21:52
陶瓷学报(2020年6期)2021-01-26 00:37:56
中学生数理化·中考版(2018年11期)2019-01-31 06:18:06
测控技术(2018年2期)2018-12-09 09:00:52
教学考试(高考化学)(2018年5期)2018-12-06 07:21:56
中国资源综合利用(2016年2期)2016-01-22 07:27:41
天津冶金(2014年4期)2014-02-28 16:52:52
植物营养与肥料学报(2012年5期)2012-10-26 03:28:22
汽车与新动力(2012年4期)2012-03-25 10:09:38
汽车与新动力(2012年2期)2012-03-25 10:09:31
