
一次煤粉仓自燃事故的处理
2013-07-15 02:57丁长军宋金伟
四川水泥 2013年6期
丁长军 陈 猛 宋金伟 刘 威 王 锋
(淮北矿业相山水泥公司,安徽淮北 235043)

我公司2500t/d新型干法熟料生产线配套煤粉制备系统采用合肥水泥设计院开发的HRM1700M立式磨,设计能力20t/h(中硬物料)。煤磨烘干热风来自窑头烟囱废气,为保障煤磨的安全运行,避免燃爆事故,入口温度一般控制在300℃以下,出磨风温在65℃,入袋收尘器气体温度控制在60℃,袋收尘器锥体温度控制在60℃,报警温度70℃,一般在50~60℃,煤粉仓设计容量80t,在锥体部位沿圆周方向布置4个温度测点,温度一般控制在50℃以下,报警温度70℃。尽管采取了一定的技术措施,实际上仍然会因中控操作、系统设计、现场管理不当等因素,导致燃烧爆炸事故。以下我们就对发生的一起煤粉仓自燃事故进行分析。
1 工艺流程介绍
储存在煤预均化堆场的原煤,由胶带机(设有除铁装置及金属探测器)送入煤粉制备车间的原煤仓,原煤经双向螺旋闸门、密封皮带给煤机进入煤磨。通过变频调速给料机控制入磨煤量,烘干原煤水份的热源来自窑头烟囱废气。调节入磨冷风阀门,可将入磨风温控制在120~250℃。原煤在煤磨内烘干并粉磨,由磨顶端高效选粉机分选,粗粒落回磨盘,成品煤粉进入袋收尘器收集,再经回转卸料器(6台)、螺旋输送机(正反转)、电液动平板闸门送入煤粉储仓。为防止煤磨袋收尘器、煤粉仓发生燃烧爆炸,每一处都设置有CO2灭火装置。
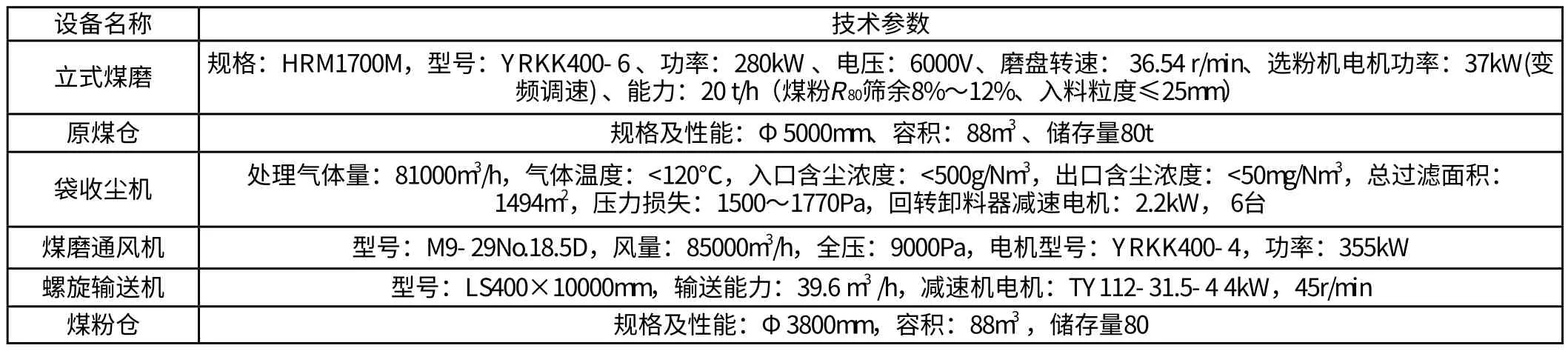
表1 煤粉制备系统主机设备配置

表2 进厂原煤工业分析
2 事故经过及处理过程
6月28号下午17:00点,中控发现煤粉仓锥体西测点温度显示为57℃,中控按以往经验没有采取任何处理,煤磨按正常操作继续运行,到17:45分现场巡检发现该侧锥体部位冒出黑烟,并不时有火苗闪现,及时报告中控煤粉仓着火,并随即通知车间值班人员、生产调度、保卫科组织人员进行现场灭火防护工作,中控立即将煤磨停止运行,煤磨风机停止运行,将袋收尘器进出口闸板关闭,停止向煤粉仓进煤粉,将煤粉仓上的收尘器风机关停,现场将煤粉仓助流风关闭,避免新鲜空气入煤粉仓。通知配电室将煤磨站电源下掉,避免引起电源着火产生二次火灾。现场用完煤磨配置的所有灭火器后煤粉仓不再出现明火焰,但没过几分钟在煤粉仓锥体部位又开始出现明火,锥体各个测温点温度快速上升,西侧测温点温度最高上升到178℃,达到中控满量程。中控立即通知生产厂区各岗位将配置的灭火器全部送至煤磨车间继续灭火。
在现场及中控人员进行处置的同时,车间值班员立即赶到对煤粉仓进行喷入CO2灭火(该值班人员是车间专职安全员,也只有他一人接受过CO2灭火装置操作培训),该安全员在操作过程中发现灭火器没有CO2气体喷吹,检查发现所有储存CO2的气瓶是空瓶(事后调查:一部分长期没有使用CO2气体出现泄漏,一部分使用后没有及时补充),随即指示中控进行火灾报警,15分钟后119火警人员及矿山救护队人员赶到,判明情况后决定对煤粉仓表面喷水进行降温灭火,但由于仓体外面包着一层保温层,效果并不好,在处理了近一个小时后,决定向煤粉仓内进行浇水处理,中控将头尾煤秤停掉,停止喷煤,做停窑处理,消防人员打开仓顶检查门后用消防水直接灌入,灌水10分钟后锥体部位不再出现明火,煤粉仓各点温度下降。随后由机修工将煤粉转子秤拆除,仓内煤粉用水冲出,袋收尘下螺旋绞刀打反转,将收尘器内存留煤粉外排处理,该事故造成停窑时间达56小时,经济损失严重。
3 事故原因分析
储存在仓中的煤粉在一定条件下会进行缓慢的氧化反应,其反应速率的快慢因煤的品种、细度、挥发份、水份、初始温度、空隙率、煤粉的导热系数、氧气浓度等而异,当体系反应的热量大于体系散热时,体系的温度进一步升高,达到自燃着火温度就会发生自燃,基于上述分析,造成此次煤磨自燃事故的原因有以下几点:
(1)中控操作人员认识不足。该事故之前曾多次出现该温度测点出现温度高于其他几个点,偏差将近10℃,但低于设定报警温度70℃,中控人员认为该温度远低于煤粉着火温度,且与设定报警温度有一定差值,认为在该温度下不会着火,其温度为安全温度。却没有考虑到煤粉的自燃温度受煤粉自身氧化程度周围介质成分差别,虽低于煤粉正常着火温度,但并不是固定值、V.Fierro研究表明:煤炭自燃临界温度在60~80℃。
此外,煤粉在仓内氧化自燃不会是只有一个点温度升高,以前也出现过该点显示温度和实际对应不上的情况,主观认为该温度为虚温度,思想麻痹大意,没有采取正确操作措施,直至煤粉仓出现明火才采取处理措施,存在主观错误。
(2)煤磨粉磨较细,出磨温度相对较高。出磨气体的温度应该根据原煤特性,要求煤粉品质,煤粉的运输与贮藏,设备安全,出磨气体的露点等来确定,我公司根据所用煤种,细度一般控制R80<4.0%,但煤粉磨得越细表面积增加、活化能增大、氧化速度越快,会加剧热量的释放。
我公司使用的烟煤挥发份在28%左右,根据煤粉自燃爆炸的特性:可燃基挥发份愈高、愈易发生燃爆,一般挥发份小于10%相对安全,而大于25%时易产生自燃、爆炸的可能性也就愈大。煤磨出磨温度是根据调试说明书上的原始资料给定数据来控制的,该数据只适应原煤的一般情况,控制温度相对较高挥发份、较细的煤粉显得高了。
(3)煤粉仓锥体部位开裂,开裂部位产生漏风不仅造成煤粉结露以及渗入雨水造成燃爆事故,也补充了煤粉自燃所需要的氧气,使仓内煤粉能顺利燃烧起来,不易熄灭。
(4)煤粉在仓内有挂壁堆聚。清理煤粉仓时都发现煤粉仓存在挂壁现象,并呈氧化结焦状态,说明煤粉在仓内有挂壁现象存在,煤粉在仓内的挂壁是该部位煤粉的流动性降低,氧化过程产生的热量无法被带走而集聚,这一因素也促使煤粉自身的氧化过程加快、氧化程度加深,是导致煤粉在仓内自燃的直接原因。
(5)管理不健全。CO2灭火装置使用管理制度缺乏,使用管理不善,检查不到位,使用后没有及时更换。 CO2气体缺失或空瓶没有及时发现、CO2灭火装置失效,没能及时起到阻碍爆炸、限制火灾发展的作用,导致事故范围扩大、处理难度及工作量增加。
4 事故处置及暴露出的问题与防范措施
对事故造成的损害及暴露出的问题采取了以下预防措施:
(1)对事故处置过程中破环的设置进行恢复,重新校定喂煤计量装置,检查系统是否有新的漏风点,重点检查煤粉仓的防爆装置,是否存在漏风,评估设置的安全性能。根据需要进行更换。对漏风点进行封堵,如不能施焊,则用高强度粘合胶封堵。
清理煤粉仓,对系统进行强制通风,排除有害气体,并风干煤粉仓,以便恢复生产。
(2)对中控煤磨操作的模糊认识进行纠正,根据煤粉的自燃特性将煤粉仓温度控制在60℃以下,同时强化事故预防意识,提高对温度反映的敏感性,对于各测温点温升严格按照操作规程处理。如果怀疑仪表显示数值的真实性,在通知仪表管理人员进行处置的同时,仍按温高原则操作。
定期做好测温仪表的检校工作。
(3)严格CO2灭火装置的使用管理制度,CO2气瓶实行专人管理严格进出库,采取使用更换登记制度,责任到人,避免CO2气瓶出现空置或空瓶状态。
对煤磨相关岗位人员进行CO2灭火装置使用培训,避免相关人员不会操作带来的事故处置延误。改进CO2灭火装置,能自动监测系统温度和气体成分,CO2气瓶压力低报警,进行危险预警和自动灭火操作。
(4)严格控制出磨煤粉水份和出磨气体温度,依据煤粉质量要求重新修订出磨气体控制温度,控制在60℃以下。
严格操作制度,重点在煤磨的防火、防断煤、规范操作,减少安全隐患并为事故安全处置提供依据,做好消防工作,保障系统的安全运行。
(5)利用大、中修停窑检修机会对煤粉仓进行清仓处理,减少煤粉在仓内黏结挂壁的几率及煤粉在仓内自燃的安全隐患。
5 结束语
(1)煤粉制备系统是水泥企业防火防爆的重点车间,平时加强车间管理、防患于未然。
(2)严格操作,根据煤粉制备系统生产特点制定防火防爆措施,将事故消灭在萌芽状态,当发生火灾事故时应冷静处理,根据事故状态可以组织专业人员进行处置,防止出现失控。
(3)防燃防爆工作到位,就能将煤粉制备系统自燃爆炸的安全隐患降到最低,避免产生人身设备伤害事故,确保煤粉制备系统的安全生产。
[1]刘成,等.中控操作员必读[C].水泥商情网,2012.
[2]V.Fierro Prevention of spontaneous combustion in coal stockpiles and Experimental results in coal storage yard [J].Fuel Processing Technology,1999.
[3]张宏亮,等.2012火力发电厂煤炭自燃现象分析及防治措施[J].热力发电,2007:(1).
猜你喜欢
山西冶金(2022年3期)2022-08-03
矿山安全信息(2021年15期)2021-12-31
矿山安全信息(2021年15期)2021-12-31
小猕猴智力画刊(2020年5期)2020-06-01
物理实验(2019年4期)2019-05-07
自动化博览(2017年2期)2017-06-05
系统工程与电子技术(2016年2期)2016-04-16
现代企业(2015年4期)2015-02-28
河南建材(2014年2期)2014-03-20
纯碱工业(2014年6期)2014-03-11
