
路面铣刨机用铣刨截齿
2013-07-11 05:54:58董鑫业
凿岩机械气动工具 2013年2期
胡 铭,董鑫业
(中国钢结构协会钎钢钎具协会 秘书处,北京 100081)
0 前言
路面冷铣刨机是一种用于高等级公路和城市道路维修养护的专用设备,在高等级公路、机场、码头、货场、停车场、 车间等大空间地面的开挖翻修,城市道路沥青路面拥包、网纹、车辙、道路标记清除,水泥路面铺设沥青工程的拉毛以及路面层错台的铣平等工程施工中大量使用。 此外,小型铣刨机还可以用于市政施工中开挖坑槽,是一种用途非常广泛的工程机械。
从20 世纪50 年代开始,工业发达国家在二战后进入高等级道路维修建设和城镇化规模扩大的快速发展时期,急需一种高效率的道路施工机械,以加快工程的进度。50 年代中期,在日本开始出现电热式路面铣刨机,这是在路面平地机械前部安装了一个电加热装置,后部装备一个铣刨轮, 边加热边铣刨,用于沥青路面的维修。当时这台设备的加热宽度为2 m,对沥青路面的铣深20 mm,工作速度仅0-12 km/h。尽管如此,效率也大大高于人工开挖翻修作业。到60 年代初, 日本人又在平地机械上改装成功了一台不需要加热就可对沥青路面进行整修的铣刨机,铣刨宽度为2 m, 深度 30-50 mm。 从工程机械角度说,日本人推出的铣刨机仅能称为在平地机械加装附件的施工机械,并不属于真正意义上的路面铣刨机。但这却是路面铣刨机的雏形,其工作理念和动作原理是路面冷铣刨机发展的基础,开创了机械化道路养护施工的新纪元。
1 国内外路面冷铣刨机概况
经过50 余年的发展, 国外铣刨机经历了由热铣 (带有路面预加热装置)到冷铣(无需加热路面),由无集料到有自动集料装置的发展过程,也积累了丰富的经验。随着机、电、液一体化技术的成功应用,其技术参数、整机性能、外观形象等得到突破性进展,路面冷铣刨机形成了较为完整的产品系列,成为一种重要的工程施工机械。鉴于我们钎钢钎具行业产品的特点,本文只对国内外生产冷铣刨机械的企业和设备主要性能作概括性介绍。

图1 路面冷铣刨机进行高速公路沥青路面维修
1.1 国外路面冷铣刨机
路面冷铣刨机作为一种高效率的路面施工设备,一旦确认其使用效果后,国外对这种机械的研发进展速度非常快。 1971 年,当时联邦德国的维特根公司推出了专门用于高速公路路面维修的小型铣刨机,使路面铣刨机成为工程机械的一种类型。 到二十世纪七十年代中期,全欧洲已有一百多台这样的铣刨机在使用。 随后维特根公司又开发了带直接收集旧料装置的小型冷铣刨机。 九十年代初,维特根公司的铣刨机在大型化、 系统化、 液压及控制技术上显著提高,成为当时世界上制造路面冷铣刨机械的主要企业。 与此同时, 意大利的Bitelli 公司、Madni 公司, 美国的 CMI公司、卡特彼勒公司也在二十世纪九十年代初开发了本国特色的冷铣刨机械。
目前,国际市场上的路面冷铣刨机械的产品类型主要有: 以德国维特根(Wirtgen) 公司产品为代表的欧洲型,以及美国的卡特彼勒 (Caterpillar)公司、Roadtec 公司、CMI 公司产品为代表的北美型。 其中维特根公司的W2200型被认为是当今冷铣刨技术的典型代表。目前国际市场上路面冷铣刨机的年销售量大约2800-3000 台左右, 主要以铣刨宽度1500mm 以上的中宽型冷铣刨机为主, 而其中又以维特根公司的产量最大,约占总量的55%以上。国外路面冷铣刨机产品型号及主要参数见表1。
1.2 国内路面冷铣刨机
国内铣刨机产业到二十世纪八十年代末才开始起步,主要采用仿制国外早期设备的生产模式,到九十年代中期国产小型冷铣刨机的生产已初具规模。九十年代后期, 国内企业通过引进、消化和吸收德国Wi rtgen 公司、瑞典Dynapac 公司的先进制造技术,经过多年的发展,形成了以徐工科技、中联重科、镇江华晨、 沈阳北方等为代表的20 多家铣刨机生产制造企业。 从2002 年开始,随着我国高速公路通车里程的不断增加,经营高速公路的企业效益持续增长。 另一方面,以汽车货运为主体物流企业的发展,以及煤炭、钢铁等重货运输对公路产生的损坏,都使市场对路面冷铣刨机的需求数量不断增长。 仅2003 年一年国内市场销售各种型号的进口或国产路面冷铣刨机的数量就超过200 台。
目前,我国工程机械行业企业中的徐工集团、中联重科、陕建股份、镇江华晨、西安宏大、北方交通和西安筑路等企业都可以生产制造铣刨宽度为2 m、最大铣刨深度300 mm、 具有自动切深控制和收料装置的大中型路面铣刨机(见表2),使我国成为路面冷铣刨机的主要生产区域之一。同时,国内市场路面冷铣刨机销售的巨大潜力, 已经引起国内外铣刨机主机生产、关键件配套,工程机械发动机制造等一大批相关企业的高度重视,都在这一领域积极拓展市场空间。钎钢钎具作为硬质合金工具的专业化生产行业, 也应该重视路面冷铣刨机用截齿的市场动向。

表1 国外路面冷铣刨机型号及参数
2 路面冷铣刨机铣削刀具
路面冷铣刨机在工作过程中,安装在机械下部的铣刨转筒带动铣刨截齿高速旋转,通过铣刨机自重和机械的向前运动铣削路面物料。高速旋转的铣刨截齿在重力和推力作用下与被铣路面物料处产生很高的接触应力,该接触应力达到极限时, 路面物料被压碎和崩落。随着铣刨机械的直线运动和截齿旋转运动,路面物体被压碎和崩落不间断地交替进行, 从而完成铣刨路面作业(图 2)。
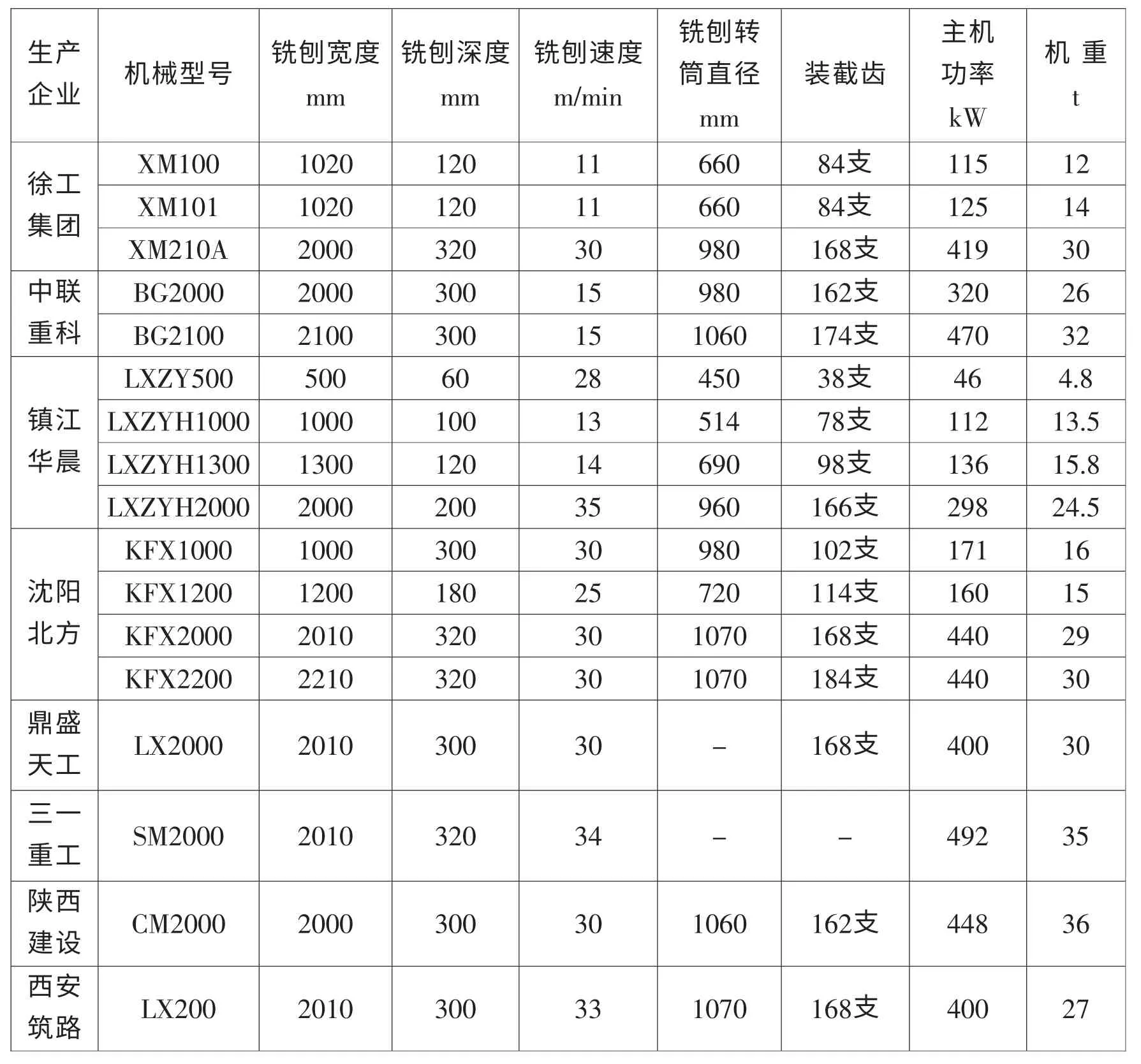
表2 国内生产路面冷铣刨机主要企业及设备参数
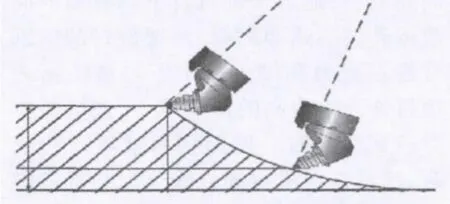
图2 路面冷铣刨机铣削刀具工作原理示意
铣刨机截齿通常是在合金结构钢截齿裤体上镶嵌硬质合金齿,合金齿与钢制截齿裤体采用铜焊料沉底焊接方式进行焊接,然后再进行淬回火热处理和抛丸等强化处理工艺,制成强韧度较好的截齿。 截齿合金和裤体用钢材质、以及结构形式和制作工艺决定了截齿的使用性能。截齿的附属结构部件包括卡簧套、预压垫片。 卡簧套是为了固定截齿和保证截齿在使用中旋转;预压垫片为了安装方便, 同时提高截齿的旋转, 还可保护截齿座外表面不被磨损。截齿的组成部件见图3。
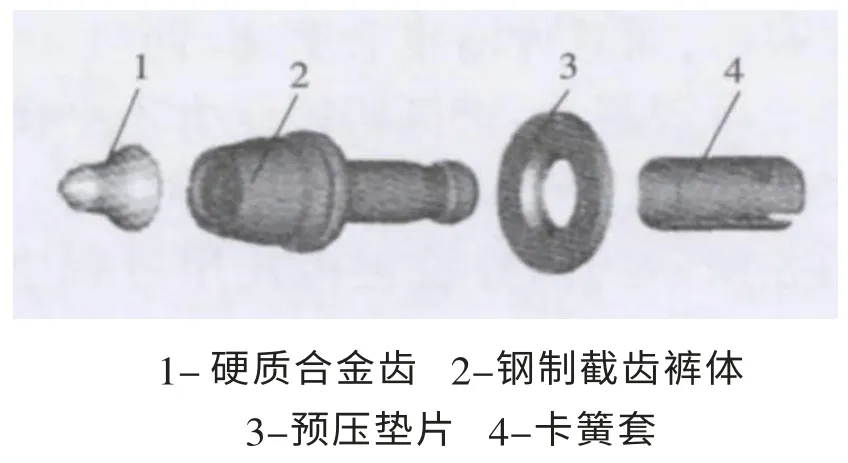
图3 路面冷铣刨机截齿构造
合金齿通常采用粗晶粒碳化钨合金,在高温、高冲击的情况下具有较好的强韧性和耐磨性,通过铜钎焊连接在钢制裤体上。铣刨齿要求有很高的焊接强度, 能承受施加在合金齿与刀柄成45°角方向、6 吨以上力所产生的弯曲力矩而不会脱落。 同时,钢制裤体上下部分也要求有不同的力学性能,前部与路面和铣刨废料产生磨擦需要很高的硬度,后部尾柄插入齿座内,需要能吸收铣刨过程中产生的冲击能量,因而要求较好的韧性。 齿体中间有一个退齿槽,可以利用卸齿钳将截齿从齿座中拔出,没有退齿槽的可使用冲杆从截齿后部直接将其冲出。有些截齿头部还布有凹槽,以增加与地面摩擦过程中的旋转性能,防止截齿偏磨。
预压垫片由优质弹簧钢制成,形状类似碟簧,呈倒锥状。其用处有两个:首先减小齿座的磨损。工作时旋转的刀头如果直接安装在齿座上,势必给刀座带来严重磨损, 而齿座的价格远高于截齿, 所以要在这之间安装一个垫片,让截齿旋转时只与垫片发生摩擦,从而保护齿座;其次,锥形的垫片与齿座的锥形定位面精确配合,保证工作时截齿在齿座中处于良好的对中状态,减少齿座孔的磨损。
卡簧套由1.2-1.5 mm 厚度优质弹簧钢制成,保证截齿在铣刨过程中不会从齿座中脱出。铣刨过程中为防止偏磨需要截齿旋转,所以卡簧套与截齿尾柄之间有较大的径向间隙。其轴向固定是依靠截柄上的凹形槽配合形成。
早期铣刨机采用焊接方法直接在铣刨转筒上固定齿座,因其不易更换,同时更换过程中容易损坏铣刨转筒。 现在大都采用快换型齿座, 通过紧定螺钉固定于基座内,拧开螺钉可轻松拆下齿座。齿座安装面积大, 能有效地保护基座并且减小应力,截齿与齿座照片见图4。
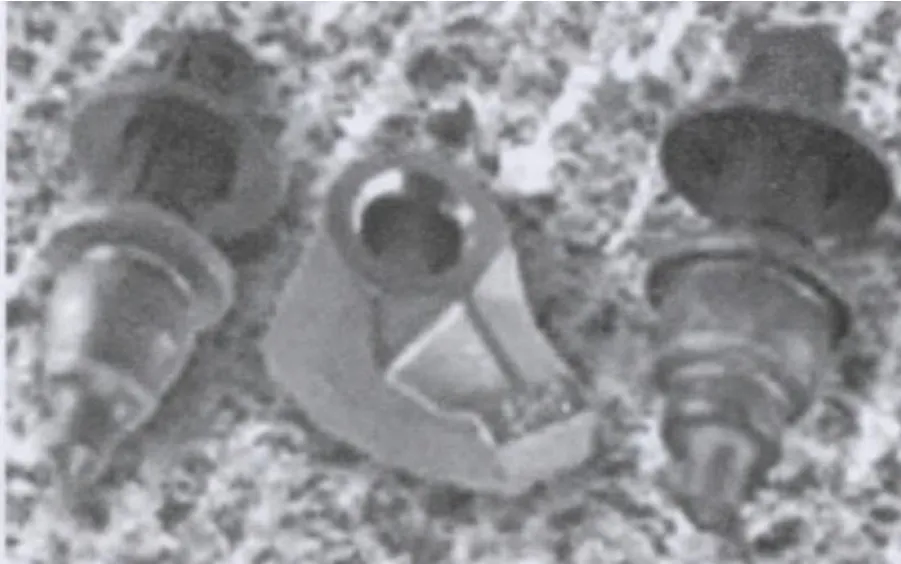
图4 路面冷铣刨机截齿与齿座
由表2 中可以看到,铣刨机单机每次安装截齿数量都在80-170 支左右,所以作为铣削刀具,截齿是路面冷铣刨机施工中主要的消耗件之一,使用量很大。 按照工程机械行业统计的数据表明, 铣刨机平均每工作50 m 左右就要更换一支截齿。因此在路面维修施工中截齿消耗量是很大的。 截齿的使用寿命,除铣刨转筒的合理设计和铣刨截齿正确的排布、铣刨功率、铣刨材料、铣刨深度、 工作速度及使用维护等有关因素,冷铣刨齿的质量和正确选择使用是非常重要的。
一般来说,截齿的主要失效形式是硬质合金齿和截齿钢裤体前端部位的磨损。 从材料学角度说,合金齿磨损属于正常的磨料磨损, 是不可避免的,然而磨损的快慢和形状却与合金齿结构形状有关。 另外,由于钢铁材料的耐磨性能远远低于硬质合金,所以截齿钢裤体前端部位过早的磨损对截齿的影响更大。因为作为截齿基体的钢裤体磨损后,会使硬质合金齿失去支撑和保护并从截齿钢裤体上脱落。出现这种情况若不及时更换新的截齿,不仅钢裤体会很快磨损,而且齿座也会磨坏。同时,硬质合金齿脱落后,铣刨机因受力不平衡而发生颤动, 严重时会使相关部件损坏。图5 所示为国外铣刨齿使用过程中正常磨损失效过程。 从图示可以看出,除制造方面的因素外,几何结构设计和形状选择对铣刨截齿的使用性能和使用质量也是非常重要的。 因此,了解国外先进钻具生产企业的冷铣刨齿的结构形式,借鉴其设计特色,提高国产截齿的使用性能很有必要。

图5 铣刨齿正常磨损失效过程示意
3 国外路面冷铣刨机截齿与齿座
瑞典Sandvik 公司是国际著名的特殊钢生产企业,同时也是著名的金属切削工具和凿岩设备及钻具生产企业。该公司生产的铣刨齿在欧洲和北美占有相当的市场份额,现就其路面截刨齿产品结构叙述如下。
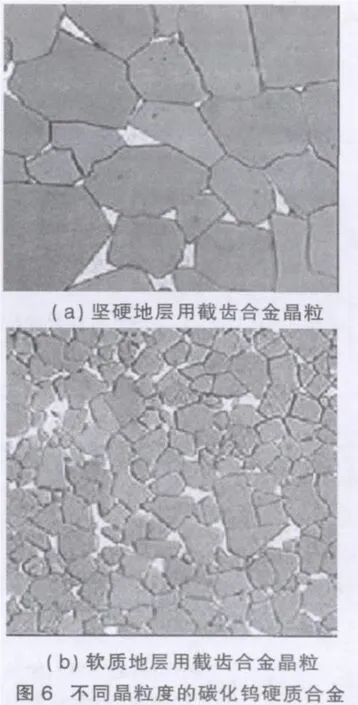
3.1 铣刨齿用硬质合金齿
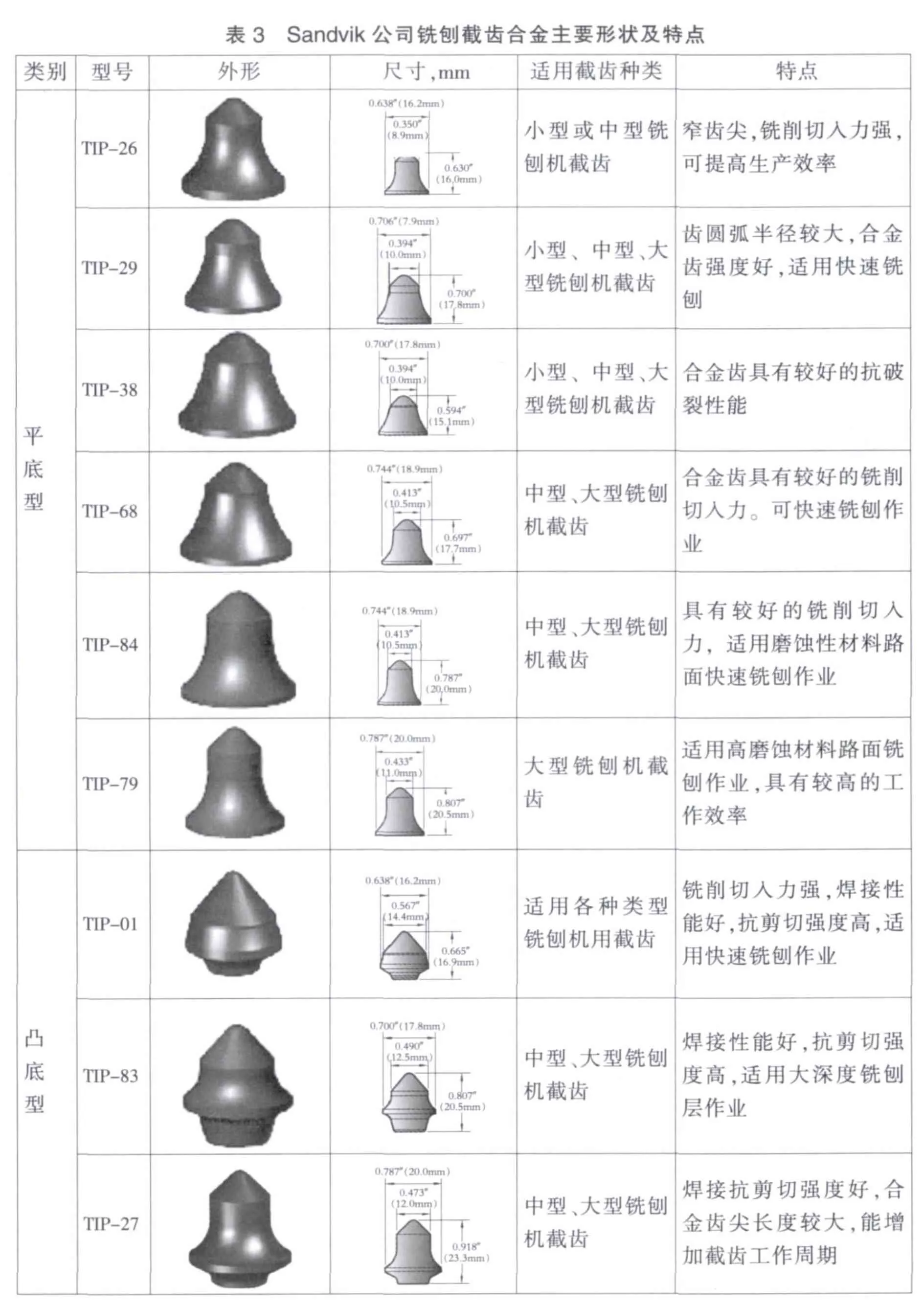
如上所述,硬质合金截齿是直接对混凝土或沥青路面,甚至软岩或中硬岩石进行铣刨作业的铣削部件,要求在高温、高冲击的情况下拥有较好的韧性和耐磨性能。通常需要根据铣削对象选择采用不同晶粒度的碳化钨硬质合金(图6)。 截齿合金顶部呈锥形,确保切入地面时减少铣削阻力;底部直径大,以提供对截齿钢体的保护。截齿合金通过铜钎方式焊接在截齿钢体上,要求很高的焊接强度和抗剪强度,以保证能承受路面冷铣刨机工作时施加在合金齿上与截齿成45°方向最高达6 吨的力及相应的弯曲力矩。 Sandvik 公司铣刨截齿合金主要形状及特点见表3。
?
3.2 铣刨机用截齿
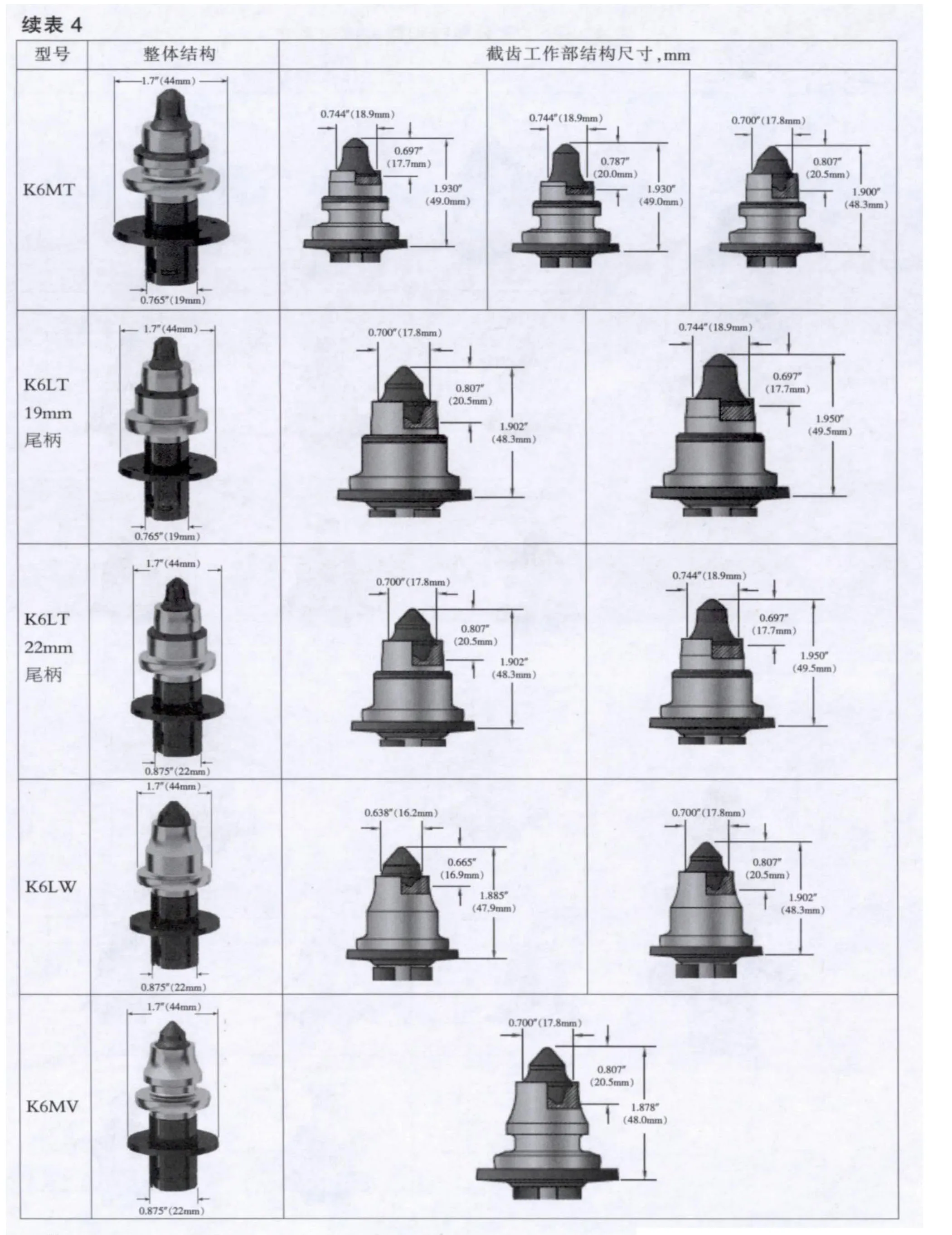
在路面冷铣刨机对路面维护施工过程中,铣刨材料、铣刨深度、铣刨功率、工作速度及使用维护等因素都直接影响到截齿的使用效果。一般沥青路面普通截齿即可满足使用要求,而水泥路面就要用更高性能的截齿, 铣刨深度、铣刨功率、负荷行驶速度越大对截齿的性能要求越高。铣刨转筒的合理设计和截齿在铣刨转筒上的正确布置也关系到截齿的使用寿命。然而作为钻具制造企业来说,我们所能把握的只是截齿结构的合理设计和制造质量的保证,而对使用工况和使用维护等要求也只能对用户提出合理建议,所以了解国外铣刨截齿的结构尺寸对提升自己企业产品性能有一定的参考价值。 Sandvik 公司在截齿结构设计方面一直在不断更新,该公司近期向市场推出的铣刨截齿见表4。
3.3 铣刨齿座与基座
路面冷铣刨机铣刨截齿座和基座通常采用钢件锻造而成,分为整体焊接齿座和可更换齿座两种类型。早期的铣刨机大都采用的是整体焊接齿座,直接焊接在铣刨转筒上, 因其不易更换,现在大都采用齿座与基座分体式的可换型齿座,采用螺杆或其他方式将齿座固定在基座上。 这种齿座除更换方便外,还具有安装面积大,能有效地保护基座并且减小应力的特点。 此外,齿座顶部开有两道环型槽作为磨耗标志线,以方便判断磨损程度和维护。
基座直接焊接在铣刨转筒上,除了安装齿座截齿外,还担负螺旋输送铣刨废料的重要作用。宽大的基座在铣刨转筒上呈螺旋布置,形成了一道道的“螺旋叶片”。 铣刨后产生的废料就依靠转动的“螺旋叶片”,将其推到铣刨室的中间,再通过抛料板抛出。所以,基座的形状和布置直接影响到铣刨转筒的堆料及收料效果,通常由铣刨机整机出厂时配置型号。 Sandvik 公司的铣刨齿座和基座形状尺寸见表5。
4 结语
(1)随着我国高速公路通车里程的增加,城镇化建设的快速发展,大中城市路面改造修复工作的增多,路面冷铣刨机作为道路养护工程中的主要机种
之一,其先进的技术性能,较高的工作效率,简易的施工方法,已越来越受到施工单位的重视。根据工程机械行业统计,目前我国使用的路面冷铣刨机数量至少在3500 台以上, 而且还在以每年250-300 台的数量递增。国内施工单位已经走出人力和铣刨机难取舍阶段,现在考虑的是如何把铣刨机用好,寻求更加高效的施工方法。我国的路面冷铣刨机产业市场前景广阔,铣刨机械配套部件和工具市场大有可为。
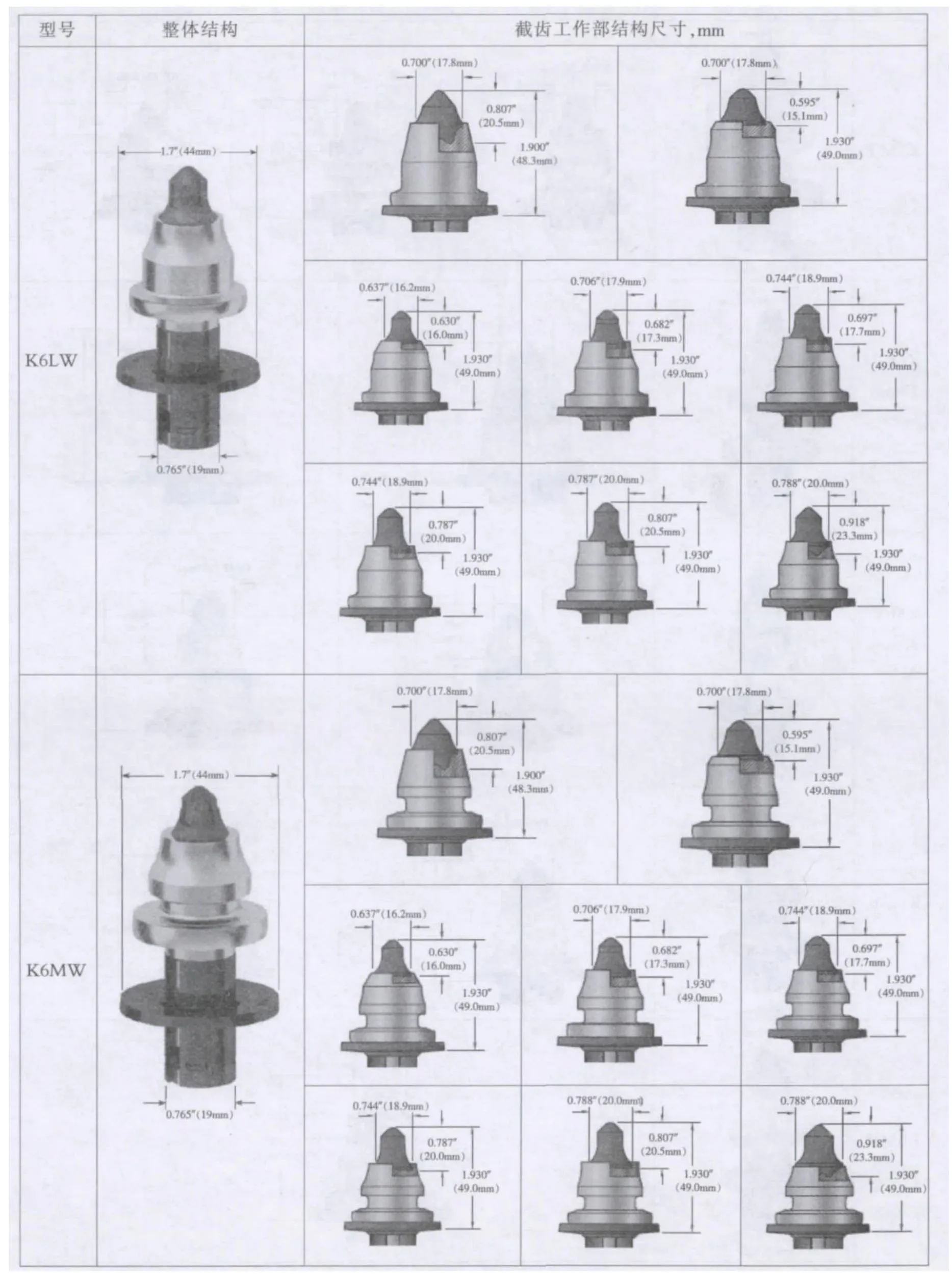
表4 Sandvik 公司铣刨截齿结构尺寸
?
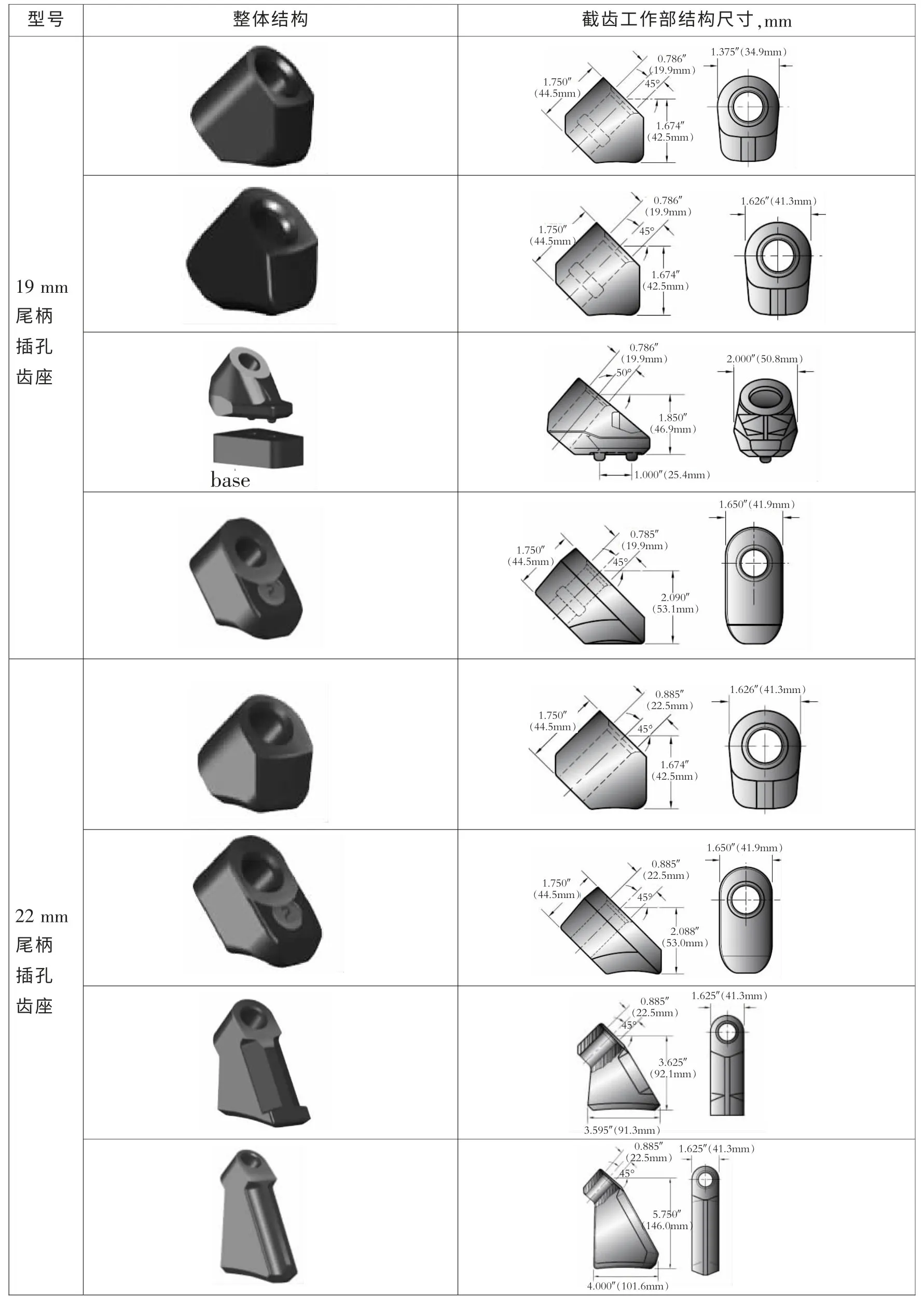
表5 Sandvik 公司的铣刨齿座和基座形状尺寸
(2)铣刨截齿是铣刨机械使用过程中主要的消耗件之一。 铣刨齿的合理设计和正确使用对铣刨机的工作效率、施工质量有着重要影响。 目前,国内的截齿生产企业对铣刨齿,特别是混凝土铣刨齿的结构设计、布齿形式缺乏深入的理论分析,影响到铣刨效果和截齿及齿座的使用寿命。 参考国外先进钻具生产企业的同类产品,对开拓设计思路, 进而完善产品性能,生产出具有自己企业特色的铣刨截齿将有所帮助。
[1]张启君.国内外铣刨机概况[J].交通世界,2006.7.
[2]张惠,宋玉萍.路面冷铣刨机刀具的选用[J].建筑机械化,2010.10.
[3]Mineral Ground Tools.Road Planing and Reclaiming[Z].Sandvik Mining and Construction 2008.
猜你喜欢
中国环保产业(2023年6期)2023-10-16 04:13:52
防爆电机(2021年2期)2021-06-09 08:14:48
模具制造(2019年7期)2019-09-25 07:30:00
船舶标准化工程师(2019年4期)2019-07-24 07:21:16
化工设计(2017年4期)2017-08-31 12:23:40
凿岩机械气动工具(2016年1期)2016-11-11 07:33:40
化工进展(2015年5期)2015-08-19 06:48:34
筑路机械与施工机械化(2014年5期)2014-03-01 02:59:21
筑路机械与施工机械化(2014年5期)2014-03-01 02:59:20
筑路机械与施工机械化(2014年3期)2014-03-01 02:58:33
