
加工椭圆轮廓的用户循环程序设计
2013-07-09 11:40:48上海汽车集团股份有限公司培训中心200086徐海峰华闰祺计正寅
金属加工(冷加工) 2013年3期
上海汽车集团股份有限公司培训中心 (200086) 徐海峰 华闰祺 计正寅
用户循环程序是SIEMENS数控系统提供给用户用于功能扩展和功能集成的有效工具,也是用户根据工艺及现场生产要求灵活实现模块化、功能化编程的基础。
在系统编程区域的水平软键中,西门子提供了一个专用的用户循环菜单(见图1),在该菜单下的用户循环程序(变量子程序)不需要在主程序中用EXTERN指令对带参数传递的变量子程序进行声明,可以直接调用。加工椭圆轮廓用户循环程序的分析与设计如下。
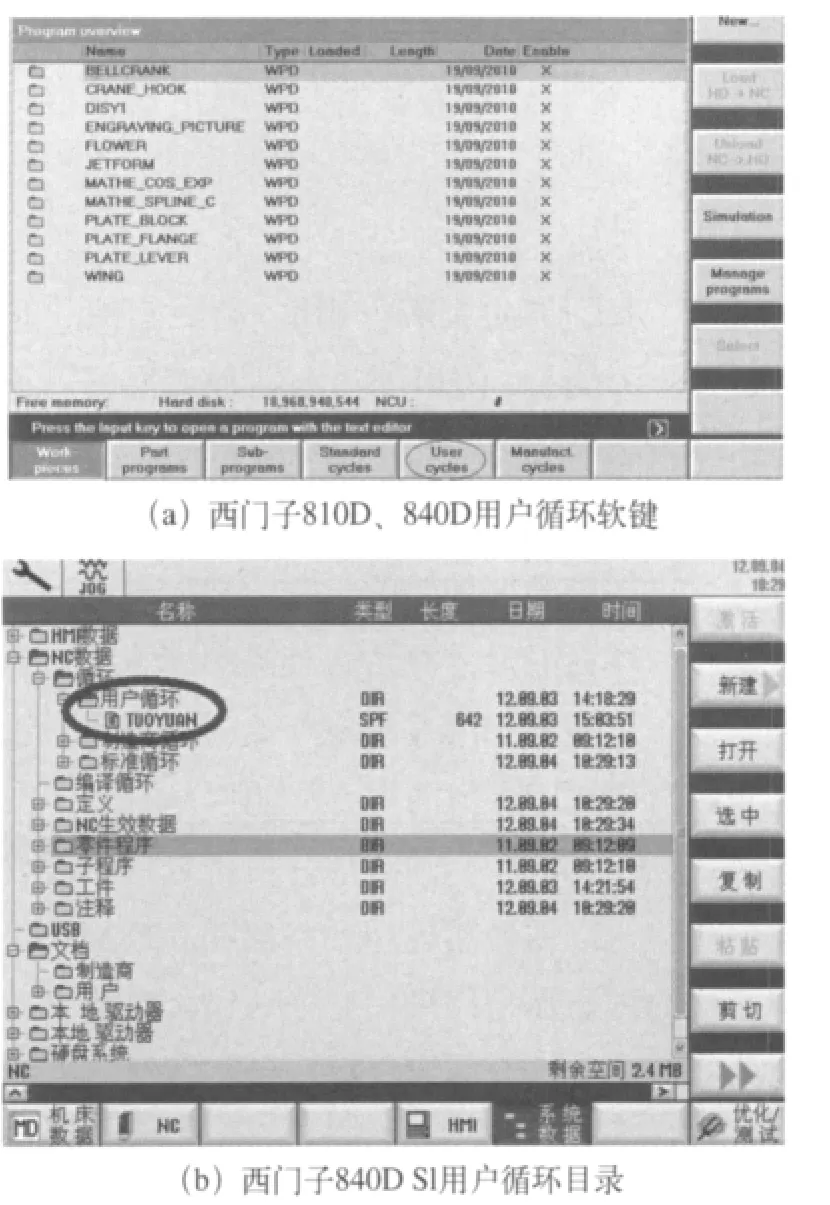
图 1
1. 加工椭圆的用户循环程序调用格式的设计
(1)确定一个椭圆的大小、位置、顺逆铣需要的参数:椭圆长轴半径、椭圆短轴半径;椭圆圆心X向坐标、椭圆圆心Y向坐标;椭圆起始角度、椭圆终止角度。
(2)加工椭圆的用户循环程序调用格式:根据确定一个椭圆所需要的参数,设计调用格式化。
TUOYUAN(长轴半径,短轴半径,椭圆圆心X坐标,椭圆圆心Y坐标,起始角度,终止角度)
(3)用户循环程序变量定义:根据椭圆的调用格式设定用户自定义变量的名称及其数据类型(REAL为实型)。
长轴半径R E A L L_R A D I U S,短轴半径R E A L S_RADIUS,椭圆圆心REAL X坐标 CX_POINT,椭圆圆心REAL Y坐标 CY_POINT,起始角度 REAL STRAT_A,终止角度REAL END_A。
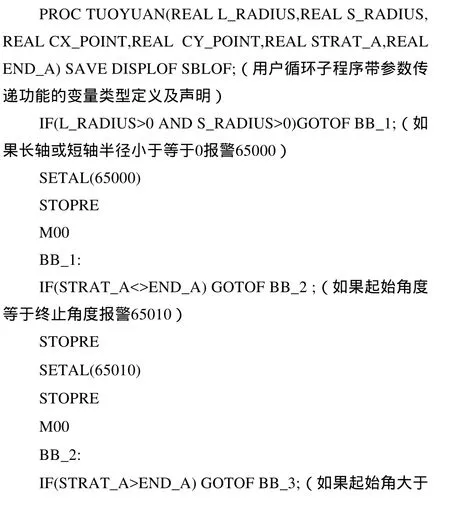
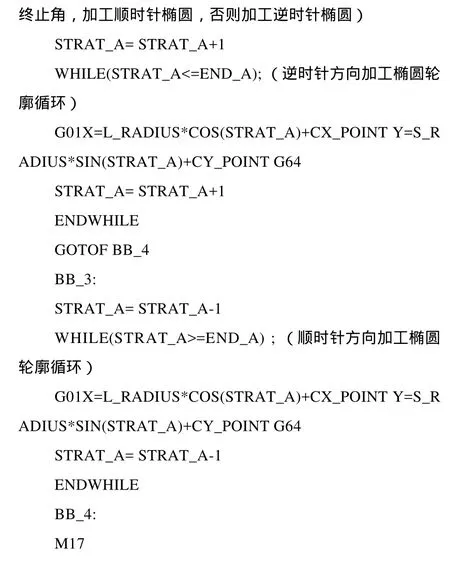
2. 加工程序设计
程序设计如下:
3. 椭圆轮廓用户循环应用实例
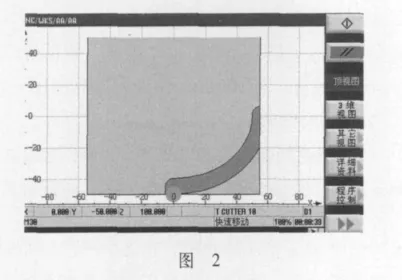
(1)加工椭圆长短轴半径为50mm×40mm,圆心坐标为工件坐标系中心,起始角度为360°,终止角度为270°的外轮廓椭圆。实体模拟加工效果如图2所示。

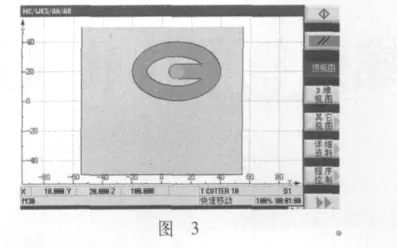
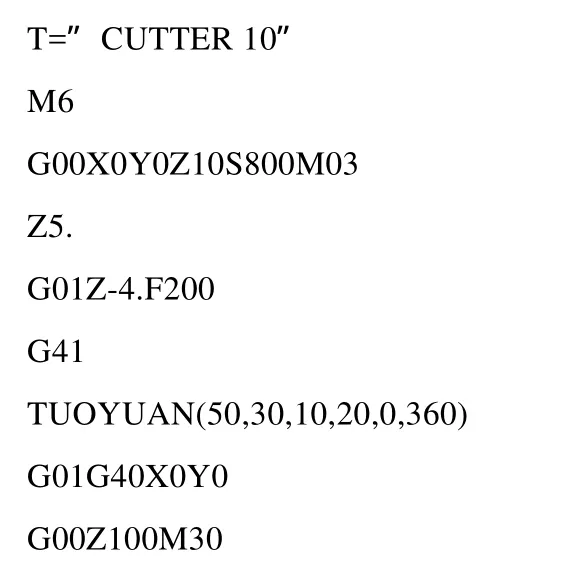
(2)加工椭圆长短轴半径为50mm×30mm,圆心坐标为(10,20),起始角度为0°,终止角度为360°的内轮廓椭圆。实体模拟加工效果如图3所示。
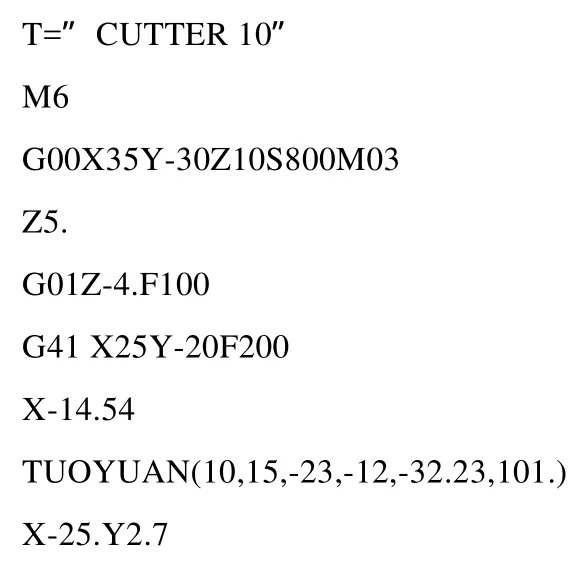
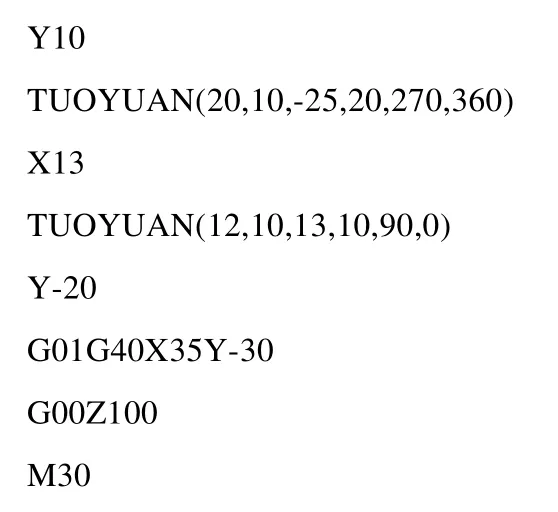
(3)加工如图4所示外轮廓,实体模拟加工效果如图5所示。
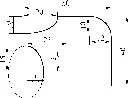
图 4

图 5
4. 结语
通过以上应用实例,可以看出开发好的TUOYUAN用户循环程序可以像圆弧指令一样应用在轮廓编程里,由此为系统增加了一个加工椭圆的指令,扩展了系统的功能。将这个用户循环程序集成到系统中后,可以让没有宏程序编程基础的人根据图样就能轻松编出椭圆轮廓。当然,这个用户循环程序还只是一个初步的框架,实际应用有一定的局限性,目前只能加工XY平面的椭圆轮廓,其他平面的椭圆编程需进一步对该用户循环进行开发,如通过增加对当前平面选择指令的判断,以此选择对应轴向。所以以上面的用户循环程序为基础,不难增加这些功能。这可以根据实际应用的需要,利用变量与宏编程的知识在工作中逐步完善和改进。
猜你喜欢
福建中学数学(2023年5期)2024-01-25 17:41:36
数学杂志(2022年5期)2022-12-02 08:32:10
中学生数理化(高中版.高二数学)(2021年12期)2021-04-26 07:43:38
装备制造技术(2020年1期)2020-12-25 05:19:06
制造技术与机床(2019年11期)2019-12-04 05:50:54
中学数学杂志(2019年1期)2019-04-03 00:35:42
中等数学(2018年1期)2018-08-01 06:41:04
福建中学数学(2016年4期)2016-10-19 05:09:02
计算机工程(2015年4期)2015-07-05 08:27:39
数学大世界·初中生辅导版(2010年2期)2010-03-08 01:47:46
