
弹性夹具在薄壁筒状零件上的应用
2013-10-11 14:09:30中光学集团精密机械制造公司河南南阳473006徐燕勤
金属加工(冷加工) 2013年3期
中光学集团精密机械制造公司 (河南南阳 473006) 徐燕勤
我厂生产的某军品零件属于典型的薄壁筒状零件,如图1所示。该零件材料为35CrMnSiA,硬度为33~38HRC,且为热处理后进行精加工。众所周知,薄壁筒状零件属于车工中的难加工件,该零件内孔尺寸公差大,内外圆同轴度要求相对较高。针对这一难点设计了一套自动定心弹簧套筒夹具,将工艺安排为先加工内孔,然后撑内孔加工外圆。这样在不提高加工精度的前提下,保证了该零件的形位公差,完全达到图样设计要求。
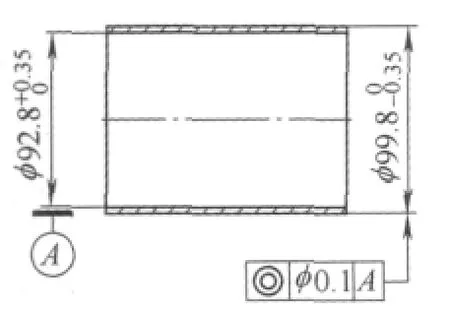
图1
1.弹性夹具的结构原理
自动定心弹簧套筒夹具是利用弹性元件受力后的均匀弹性变形实现对工件的自动定心和夹紧的,如图2所示。这种自动定心弹簧套筒夹具,结构简单,夹具行程小,装夹工件迅速,定位可靠,具有较高的定心精度,一般可达0.02~0.05mm。
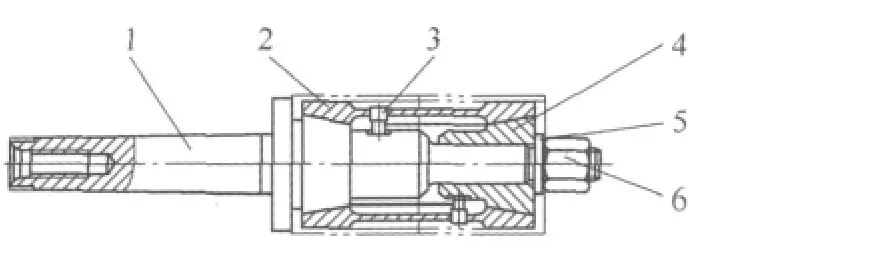
图2
装夹时,拧紧螺母6,套在心轴体1上的锥面体4向左移动,其圆锥面与弹性套2的圆锥面相对滑动,迫使弹性套产生弹性变形,并向左移动,从而实现对工件的定心和夹紧。加工完成后松动螺母6,弹性套依靠自身弹性变形的恢复力松开工件。销钉3的作用是阻止弹性套转动。
2.夹具零件设计
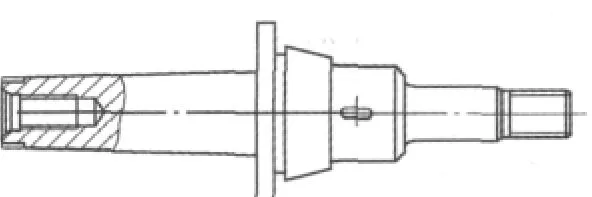
图3
(1)心轴体设计 心轴体(见图3)由两部分组成,一是锥柄部分,该夹具与机床联接采用了圆锥面与机床主轴联接,并要求锥柄部分与主轴锥孔配磨保证70%贴合,这样从联接上就杜绝了零件不同轴的因素。二是与夹具联接部分,其31°圆锥面与弹性套 2配合胀紧松开工件(小于30°锥面自锁,松开螺母后圆锥面不脱开),加工时要保证圆锥面有1/5贴合。圆柱面是锥面体4的导向面,由于以上两面都是配合面,因此该两面与锥柄部分的同轴度不大于φ0.02mm。该零件摩擦面多,故要求耐磨。我们采用45钢,热处理硬度40~45HRC。
(2)弹性套设计 弹性套(见图4)是一个薄壁两端带锥面的弹性套筒,由两个基本部分组成。一是两端的夹料部分,二是中间的弹性部分。由于长圆瓦零件较长,单纯一面夹料容易造成夹不紧、工件倾斜等现象,为此我们采用了两端锥面,同时胀紧工件。一端锥面与心轴体圆锥面配合,另一端锥面与锥面体圆锥面配合,此两锥面的角度定为30°,因为这样既能保证弹性套迅速胀开和收缩,又能减小弹性套过大变形,给工件定位精度带来不利的影响,使弹性套在撑开时与工件表面有良好接触。为了使弹性套富有弹性,有利于收缩和松开,在轴向开了6条等分长槽。
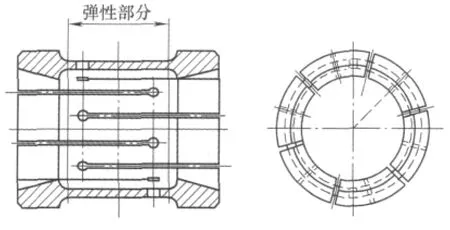
图4
弹性套外圆与工件接触面间隙不易太大,否则会引起弹性套与工件接触不良,造成定位精度和夹紧刚度降低,难以保证被夹紧工件的形状公差,一般在0.3~0.5mm。同时为了保证工件同心,外圆与两圆锥面的径向圆跳动不超过0.02mm。中间弹性部分的壁厚h不能太厚,也不易太薄,厚了弹性小张不开,薄了强度又不够。它与弹性套外圆d有关,d愈大,h也相应增加,一般取h=0.37d1/2,此夹具取3.5mm。弹性部分经常胀开和收缩,为防止断裂和产生永久变形,要有良好的弹性、耐磨性以及耐疲劳性。两端夹料部分是定心和夹紧的主要工作面,又是摩擦面,固要求耐磨。
弹性套的材料最好选用65Mn,热处理要采用局部淬火,中间弹性部分硬度为43~48HRC,两端夹料部分热处理硬度应为57~62HRC。
夹料部分长度,与弹性套外圆d和工件长度有关,一般取l=1.67d3/4mm。根据该零件的特点我们将此尺寸定为25mm。
弹性套开槽宽度b按b=0.6d1/3计算,一般取2~4mm。
弹性套开槽槽数i与弹性套外圆d有关,d<35m m时,i=3。d>35~90m m时,i=4。D>90mm时,i=6。该夹具i取6。
弹性套是该夹具的关键零件之一,制造精度必须满足图样要求。6条等分长槽应在整个弹性套加工合格后,再切开。夹具使用时,应先装工件,再夹紧。夹具不使用时,弹性套应处于非工作状态,以防止错误操作时,造成弹性套卡爪产生永久变形。弹性套经过长期使用后,会产生磨损。应定期检查其精度,从而保证产品的加工质量。
(3)锥面体的设计 锥面体(见图5)由圆锥面和导向圆柱面组成。圆锥面与弹性套锥面配合胀紧松开工件,导向圆柱面与心轴体1配合,保证弹性套胀紧工件时不倾斜,此零件的关键是导向圆柱面与圆锥面的同轴度,一般应不超过φ0.02mm。该零件承受摩擦力,故要求耐磨。我们选用45钢,热处理硬度35~45HRC。
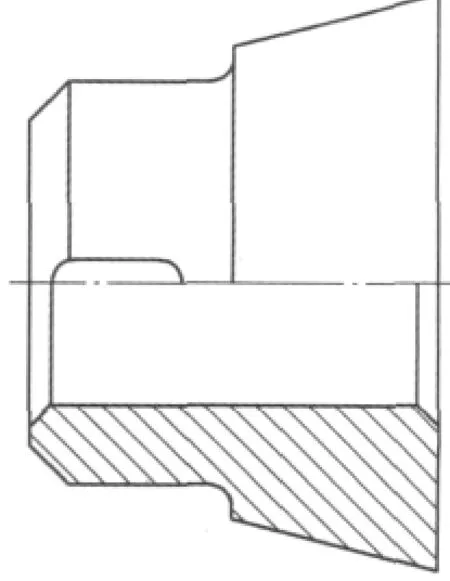
图5
3.使用效果
实践证明,自动定心弹簧套筒夹具在不提高工件尺寸公差的前提下圆满解决了零件不同轴的问题,保证了产品质量和精度。特别是该夹具安装在数控车床上,工作效率和质量更是大大提高,深受操作者的喜爱。
猜你喜欢
湖北农机化(2020年17期)2020-11-02 07:46:54
中学语文(2019年33期)2019-12-03 05:43:42
汽车实用技术(2019年21期)2019-11-22 08:29:16
汽车实用技术(2019年7期)2019-04-18 07:55:52
制造技术与机床(2018年12期)2018-12-23 02:41:06
内蒙古教育·综合版(2017年5期)2017-05-17 19:46:49
临床超声医学杂志(2017年3期)2017-04-08 07:13:28
制造技术与机床(2015年10期)2015-04-09 07:05:38
淮北师范大学学报(自然科学版)(2014年4期)2014-07-04 06:21:46
吉林医学(2013年3期)2013-11-15 12:47:42
