基于GibbsCAM的医疗器械钛合金零件的数控编程与加工
2013-07-06 11:25鹤壁汽车工程职业学院河南458030
金属加工(冷加工) 2013年16期
鹤壁汽车工程职业学院 (河南 458030) 李 震
钛合金材具有高强度、高硬度、低密度和低热传导性,钛合金材相对材料可加工性Kr仅为0.22~0.35,属难切削加工金属材料,其高速切削速度范围(100~1 200m/min)远低于铝合金材(2 500~7 500m/min)。比如一把直径50mm刀具,在主轴转速4 000r/min时其切削速度为628m/min,对铝合金材而言,这是正常的切削速度,但对钛合金材而言,这已是较高速了。显然对钛合金材枓切削加工就需要高功率高转矩主轴的数控加工机床。
由于钛合金在切削过程中存在大切削力、高切削温度、高摩擦功、易生成硬化层、易产生弹性变形和振动等难题。尤其医疗器械零件精度高结构复杂,就更难加工了。如图1 所示该零件是用于人体脊椎的镶件,因零件涉及保密,所以对造型做了适当改动。

图1 零件实体图
在加工过程我们选用了世界顶尖的高精密机床,主要用作医疗、航空航天电子元器件等高精度产品的生产加工。应用了GibbsCAM的5轴定位加工功能。
1. 数控加工工艺过程
(1)定义机床文件 在GibbsCAM软件中,首先选择此工作所针对的机床加工环境。此机床结构为WILLEMIN W408MT Head-Table(B轴摆动,C轴旋转)车铣中心,如图2所示。GibbsCAM软件通过机床定义文件(MDD)定制WILLEMIN W408MT机床的结构,后续的编程和后置处理和此密不可分。

图2 定义机床文件
GibbsCAM软件可以根据毛坯大小,在三维零件图基础上定义毛坯,还可以基于实体毛坯加工。外层矩形为零件毛坯如图3所示,材料TC14合金,零件尺寸19mm×18mm×5.5mm。

图3 毛坯
(2)开粗 用φ6mm平刀进行一次开粗,加工参数如表1所示。
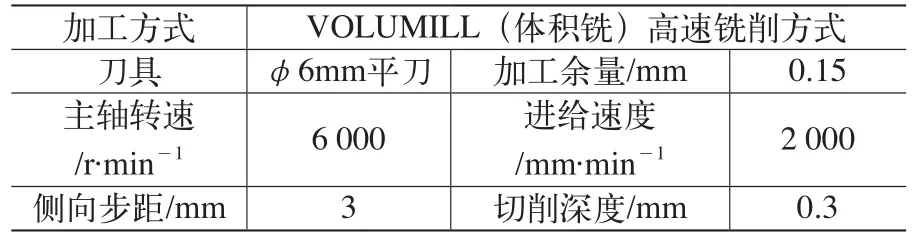
表 1
正面开粗如图4所示。

图4 正面开粗
通过建立辅助坐标系完成反面的开粗程序(见图5),加工参数不变,最终后置的程序均是以绝对坐标系输出。
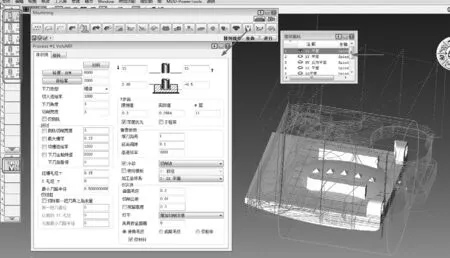
图5 反面开粗
用φ2mm平刀进行二次开粗:同样方式完成零件正反面的二次开粗,GIBBSCAM是实体软件,具有毛坯继承功能,可以精准地继承φ6mm平刀加工后的残料,如图6所示(加工参数见表2)。
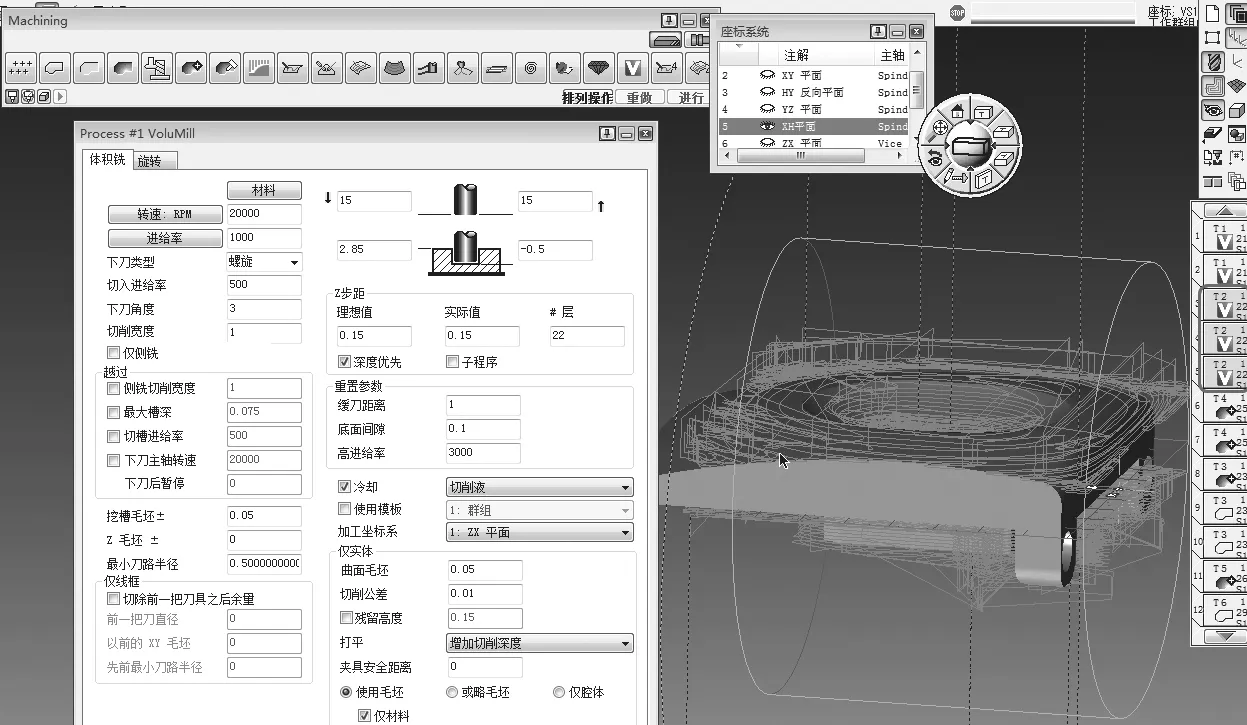
图6 二次开粗
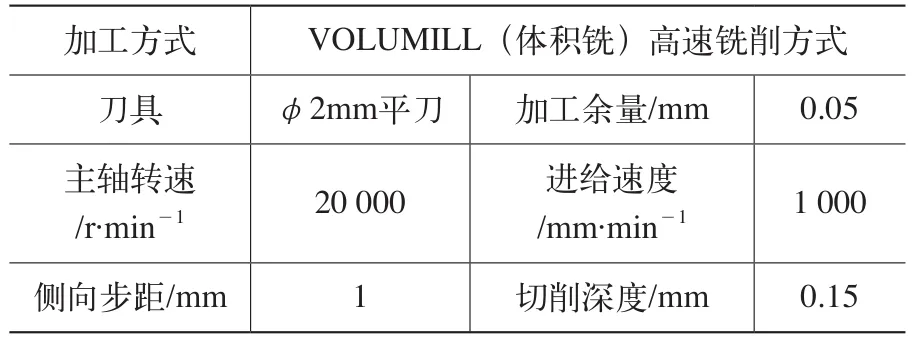
表 2
(3)精加工 铣削水平区域:用φ2mm平刀精铣反面水平区域如图7所示(加工参数见表3)。

图7 精铣水平区域

表 3
铣削曲面区域:用φ5mm球刀铣削正面曲面部分如图8所示(加工参数见表4)。
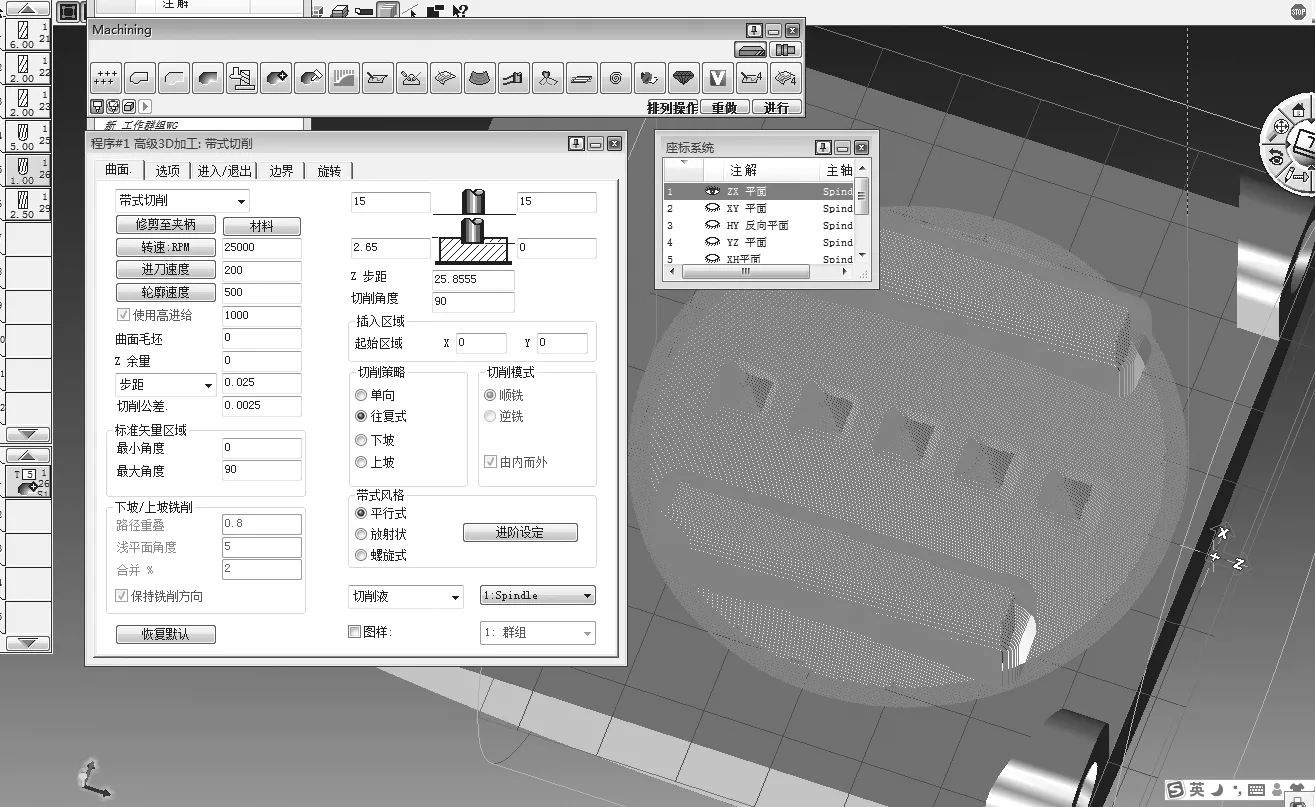
图8 正面曲面铣削

表 4
φ1mm球刀铣削反面曲面部分如图9所示(加工参数见表5)。

图9 反面曲面铣削

表 5
以上精加工考虑到曲面质量和刀具磨损,也可加工两次,第一次预留0.03mm余量,而后做最终精加工。
(4)点孔 针对这种斜孔(孔深2m m),GIBBSCAM有专门的钻孔管理器,自动识别孔特征,自动确定斜孔角度,自动选取合适刀具如图10所示。
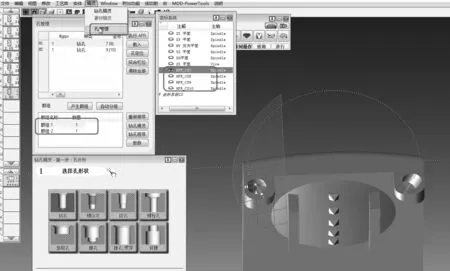
图10 点孔
(5)轮廓加工 用φ2.5mm平刀对零件处轮廓进行加工(见图11及参数表6)。

图11 轮廓加工
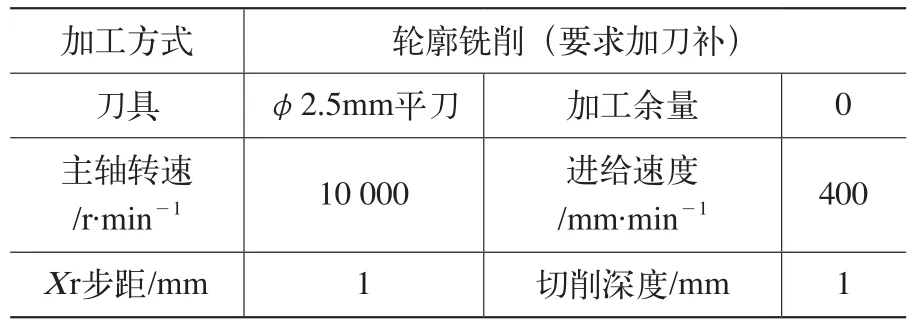
表 6
(6)机床仿真加工 GibbsCAM 机床仿真可以在真实模拟的加工环境下对整个零件加工过程作详尽地仿真以及检测,包括机床、夹具、压板、毛坯以及工件。快速、准确、可靠的机床仿真避免了NC 机床上昂贵的试运行操作,并帮助制造最复杂的零件时也能首先确保加工的高度准确性,从而提升生产效率,降低切削加工成本。我们可以根据实际机床型号、参数进行创建仿真机床,进行仿真加工,避免干涉、碰撞,确保加工安全,同时优化加工程序(见图12)。

图12 机床仿真加工
(7)后处理 GibbsCAM软件免费自带的后置处理系统PostHASTE。另外针对复杂设备如多轴多通道复合加工中心后置处理程序开发一套更加成熟的后置处理系统Compost支持目前国际上所有的机床控制系统,并且可根据客户要求定制特殊的后处理代码格式,专门定制了机床定义文件MDD(Machine De fi nition Documents)和VMM 文件对软件编程环境做了控制,使得后置处理具有了针对不同机床很强的专业性。当程序编好后顶层面板上后置处理器便会被激活,点击“后置处理器”按钮,弹出后处理对话框,点击“后处理”按钮,选择相应的机床后置处理文件,点击“输出档案”按钮,指定存储NC 程序位置,点击“程序”按钮,该零件的NC 程序便自动生成。
2. 结语
GibbsCAM的全相关系统使得程序能根据零件模型的变化方便快速地自动更新,高级刀路生成系统更快更准确地创建永不过切的加工程序,钻孔管理器能方便组织钻孔工艺,机床仿真功能能够方便地检查程序中零件、刀具和机床之间的干涉。使用GibbsCAM对医疗器械钛合金零件进行编程与加工,可大大提高编程效率、机床利用率和程序正确度。
猜你喜欢
铝加工(2020年3期)2020-12-13
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年12期)2018-12-23
中国自行车(2018年8期)2018-09-26
制造技术与机床(2017年7期)2018-01-19
四川冶金(2017年6期)2017-09-21
环境科技(2016年4期)2016-11-08
当代化工研究(2016年9期)2016-03-20
国际感染病学(电子版)(2016年2期)2016-03-09