制作浮动夹具保证薄壁零件平面度
2013-07-06 11:25河南平原光电有限公司焦作454001刘红德王三民
金属加工(冷加工) 2013年16期
河南平原光电有限公司 (焦作 454001) 刘红德 梁 兵 王三民
零件铣削端面一般使用平口钳夹持或端面倒换压板等装夹方式,但薄壁类零件结构复杂,自身刚性差,容易产生装夹变形。如图1所示,外端面平面度0.01mm,台阶面与外端面平行度0.015mm,深度1.6±0.01mm,孔φ59 mm圆柱度0.015mm。若平口钳夹持,孔圆柱度超差严重;若倒换压板压紧,外端面平面度超差严重,均不能满足加工需要。

图1 内环架
1. 解决方案
(1)根据浮动装夹原理,利用零件4个M2螺纹孔,制作浮动装置,并将垂直端面压紧力改为平行推紧力,解决零件夹持变形问题。
按图2制作浮动装置平移套(4件),要求上端面光滑,减小与工件结合面的摩擦力;按图3制作浮动装置压簧螺钉(4件),利用压缩弹簧将平移套与工件柔性结合(压紧力约1.2N)。因为4组浮动平移套与工件均是孤立压紧关系(属于内力),对零件整体不会产生扭曲力、折弯力。
按图4制作夹具体,4个φ9 mm孔位与工件4个M2螺孔位置对应,定位销孔与工件两处定位孔位置一致。

图2 平移套

图3 压簧螺钉
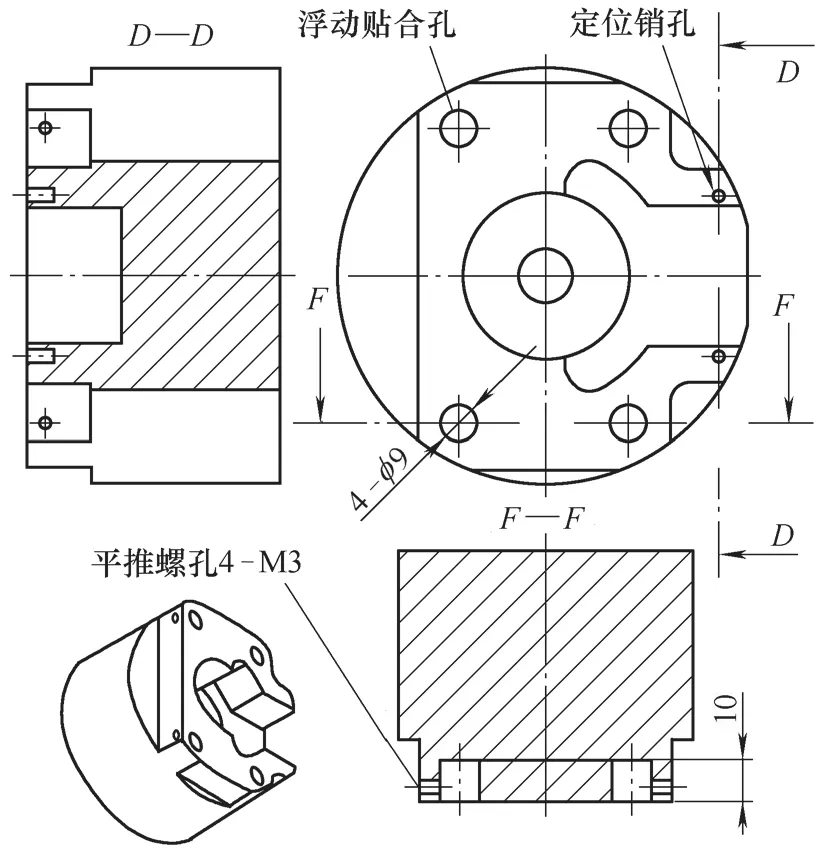
图4 夹具体
(2)采用一面两销定位原则,按图5定位、装夹工件: 将与工件柔性结合的平移套(4组)装入夹具体4个φ9 mm孔内(同时进行1面2销定位),旋紧平移螺钉,平移套与工件定位端面产生滑移运动,使平移套φ8.7 mm柱体与夹具体φ9 mm孔壁形成内切圆接触压紧,因弹簧作用力使平移套端面始终与工件定位端面形成柔性接触,从而实现对工件的浮动装夹功能。
2. 实施效果

图5 工件浮动装夹示意图
使用浮动夹具,加工中心高速精切削内环架端面、镗孔,经三坐标检测:外端面平面度≤0.006mm,台阶面与外端面平行度≤0.008mm,深度范围1.6±0.005mm,镗孔φ59mm,圆柱度≤0.006mm,批量生产中零件形位精度稳定。注意事项:零件精加工余量≤0.2mm,因弹簧压缩力较小,如果切削力过大,零件加工时会发生弹跳,形成振颤纹,影响加工表面质量。
3. 应用及拓展范围
利用零件螺纹孔制作浮动夹具,简便易实现,可以解决薄壁零件加工时装夹力变形问题。若零件没有螺纹孔,可以用环氧树脂胶粘接工艺圆台(3处以上),用数控铣削见光圆台端面、点钻孔、攻螺纹,再使用自制浮动夹具完成零件加工,最后铣去工艺圆台即可。该类浮动夹具主要应用于高精度薄壁零件的端面精加工,可以满足零件形位精度要求。
猜你喜欢
军民两用技术与产品(2022年8期)2022-10-10
中国外汇(2019年19期)2019-11-26
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年11期)2018-11-23
卫星电视与宽带多媒体(2018年2期)2018-06-27
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
系统工程与电子技术(2016年7期)2016-08-21
浙江林业(2015年6期)2015-02-24