
超薄面料用轧光机卷取机构的减张力控制系统设计
2013-07-03 08:59杨超君
制造业自动化 2013年10期
刘 枫,杨超君,孙 君
(1.江苏大学 机械工程学院,镇江 212013;2. 南通农业职业技术学院,南通 226017;3. 东丽酒伊织染(南通)有限公司,南通 226017)
0 引言
轧光机是染整设备中后整理设备的一种,轧光就是通过轧光机的机械压力、热湿的作用借助于纤维的可塑性使表面纤维呈现平行排列,以提高表面光滑平整度,从而对光产生规则反射达到提高织物色泽的目的[1]。卷取机构是轧光机的重要组成部分,它将轧光后的布料平整地卷在卷取辊上。对于超薄面料超薄这一特殊性,卷取过程中若布料张力控制不当,将特别容易出现起皱。若卷布外圈张力大于或等于内圈张力时,布会因具有弹性而向内圈收缩,这样将导致内圈出现云状斑现象。综上所述,需要对布料的张力进行控制,控制时需考虑随着布匹卷径的增加布料所需的张力应是逐渐减小这一特性。本文研究设计了超薄面料轧光机的卷取机构,从张力控制要求出发,采用PLC、伺服电机等实现布料卷取时所需张力的控制。
1 减张力控制的理论模型
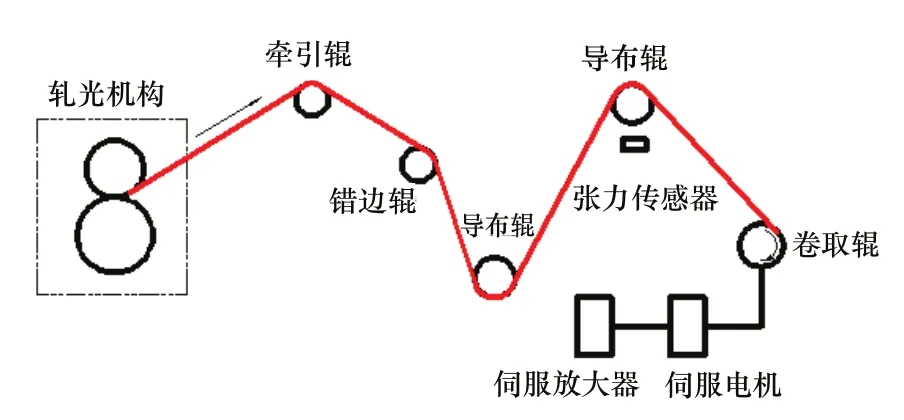
图1 卷取机构示意图
图1是典型的卷取机构示意图,箭头所指方向是卷材的运动方向,布料从轧光机构出来,经牵引辊、错边辊、导布辊到卷取辊。由于布边存在较厚的毛边,错边辊将布料稍微错开,从而防止卷取辊直径在逐渐变大的过程中产生厚边,出现起皱现象。卷取辊的转动由伺服电机带动。
传统布料张力控制方法有两种,即直接法和间接法。直接法是在传动的卷材辊道上安装张力传感器,采用张力传感器来测量卷材的实际张力值,再通过张力调节器控制张力恒定,达到控制布面张力的要求[2]。可由于匹布之间有缝头,每到缝头时轧辊都要开合动作,将造成布面张力猛然变化,当反馈量猛然变化将造成PID控制波动,从而导致布面张力波动。另外一种间接法是通过检测卷取辊的半径R,根据力矩公式力矩等于力乘以力臂计算出所需转矩T=FR,并控制执行机构转矩,再由F=T/R,达到控制布面张力的要求。这种方法没有检测装置反馈,都是依据理论计算得出,这样与实际布面张力有偏差。综合以上两种方法提出了转矩补偿间接控制法。
设卷取辊的瞬时半径为R(t),理论输出转矩为T',反馈转矩为△T,超薄化纤面料的理论卷取张力为F',张力偏差值为△F,张力传感器瞬时检测出的布面的实际张力值为F(t),则关系式如下
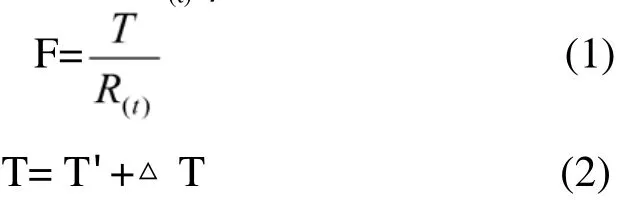
式(3)中的F'它随着卷径增大应逐渐地减小,才能避免云状斑的发生。根据实验得出F'的递减规律近似为余弦函数,而且与卷取辊的半径值R(t)有关如表1,设程序中预设的初始张力值为F0,卷取辊初始半径为R0,布匹厚度为k,则


表1 cosα的取值
卷绕半径R(t)是不超过0.9米的一个值,因为当卷取辊半径在将要达到0.9米时将重新换一根新的卷取辊。
从上式(7)中可以看出卷绕半径R(t)由布料的卷绕层数决定,因而采用高速计数模块与旋转编码器相连,记录编码器信号。设高速计数模块在t时刻的瞬时计数值为C(t),编码器的分辨率为1024Puls/ r,关系式如下:

值得注意是公式(2)中转矩 T值是在程序中通过F'的值与F(t)值比较后延时△t时间进行补偿叠加的;公式(4)中的△F在后面的程序设计中需要通过比较剔除最大值MAX F与最小值MIN F。
2 控制系统的硬件构成
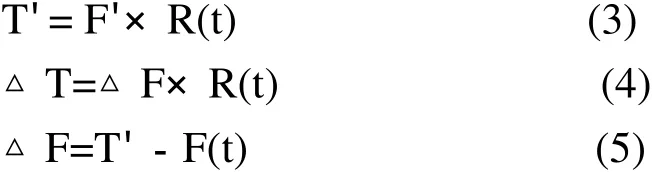
图2是根据以上理论分析得出的控制系统框图。本卷取系统选用西门子公司S-200系列PLC作为控制器,它负责整个系统的信号采集、逻辑运算、通讯控制、控制信号输出等功能。
张力传感器检测布面张力信号,张力变送器将张力传感器的张力信号线性地转换成0-10V信号输给PLC。
选用三菱MR-J2S伺服放大器与伺服电机HCKFS组成的执行单元。MR-J2S伺服放大器自带有1024分辨率的编码器。编码器向伺服放大器反馈A、B、Z相信号,用于伺服的转矩控制,同时伺服放大器将A、B、Z相编码器信号分频输出给PLC,PLC通过高速计数器对编码器的高频信号计数。
伺服放大器、变频器、S7-200之间通过Modbus协议进行串行通讯连接。以S7-200作为主站,变频器与伺服放大器作为子站。这样相对于模拟量的硬接线,减少了布线,同时也增加了彼此之间的数据交换量,让系统功能更强大。
选用威纶的MT6100i触摸屏作为人机界面,触摸屏与PLC进行串行通讯连接,所有的参数都在触摸屏中设定,运行数据都在触摸屏显示,这样整个设备的操作方便,使设备的性能上了一个台阶。
图2 控制系统框图
3 控制系统的软件设计
布料卷取功能的最终实现是通过软硬件结合共同完成的。硬件是系统的躯壳,软件是系统的灵魂。Step7 MicroWIN是S7-200编成软件,它可将任务分解为若干个子程序,子程序又分解成更小的子程序,子程序通过编程指令完成各自的任务,OB为主程序。PLC通过不间断扫描执行主程序OB,OB中调用各子程序,形成了模块化的编程方式,各子程序之间既有一定的相对独立性,也存在一定的关联性,它们彼此之间需根据控制系统的要求进行数据交换[2]。
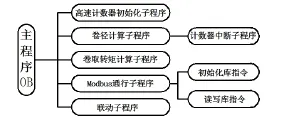
图3 卷取张力控制系统的程序结构
3.1 程序模块
卷取张力控制系统的程序结构如图3所示。主程序OB由高数计数器初始化子程序、计数器中断子程序、卷径计算子程序、卷取转矩计算子程序、Modbus通信子程序、联动子程序及初始化库指令、读写库指令组成。
3.2 高速计数器配置程序与中断程序设计
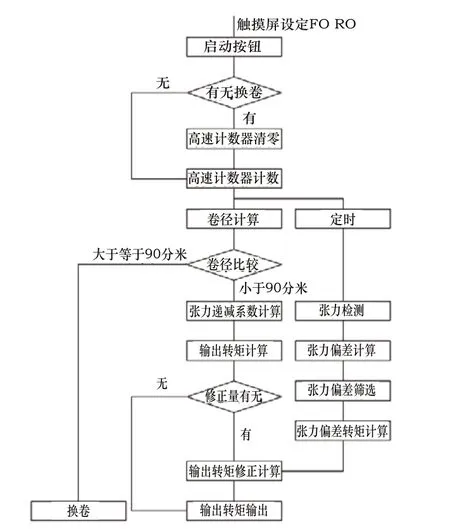
图4 卷取转矩计算流程图
PLC的高速计数器是硬件计数,因此PLC扫描周期对高速计数器不产生影响,计数频率可达100KHz。Step7 MicroWIN 配有高速计数器配置向导,通过向导软件可方便地配置高速计数器配置程序与中断程序。高速计数器配置的程序有:1)计数器为HSC0;2)增,减计数模式6;3)当前值等于设定值时调用计数器中断子程序;4)清除当前值[3]。
3.3 卷取转矩计算程序设计
图4为卷取转矩计算流程图,当按下启动按钮时,程序先判别卷取辊有没有更换,如果更换了,将清除高速计数器中的数值,当卷布辊转动时,高速计数器开始计数,并通过卷径计算子程序开始计算卷径,计算过程中当程序判断卷径大于等于90时,将换卷。高速计数器开始计数的同时启动定时器T33,产生两分钟的定时,当T33时间到时,PLC检测一下张力变送器的值,通过程序与理论值进行比较,并筛除剑锋值,再与卷径计算得出转矩偏差值,将转矩偏差值与输出转矩值进行叠加,最终得到了输出转矩修正值,将转矩值通过串行通讯传送给伺服放大器,这样通过PLC程序不断的计算、检测,控制伺服放大器输出转矩,使得布面的张力与实际所需张力接近。
3.4 Modbus通讯程序设计
PLC通过RS-485与伺服放大器进行Modbus通信,Step7 MicroWIN库中MBUS_CTRL指令,对PORT1通行参数进行设定,库MBUS_MSG指令对子站的数据进行读与写。图5是Modbus库串行通信指令。
用于S7-200端口1的MBUS_CTRL指令可初始化、监视或禁用Modbus通讯。MBUS_MSG指令用于启动对Modbus从站的请求并处理应答。当EN输入和"首次"输入打开时,BUS_MSG指令启动对Modbus从站的请求。发送请求、等待应答、并处理应答通常需要多次扫描。EN输入必须打开以启用请求的发送,并应该保持打开直到"完成"位被置位[4]。
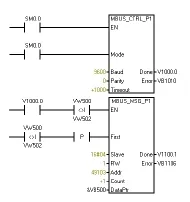
图5 Modbus库串行通信指令
4 结束语
本文从轧光机的卷取结构的组成出发,从硬件与软件两方面对超薄面料用轧光机的可控减张力控制系统进行设计,运用PLC定时向张力变送器采集张力信号F(t),通过与设定张力值进行比较,得到张力偏差值,比较后消去剑锋值,再将偏差值按照一定周期叠加给伺服放大器,从而调节布面张力与所需张力一致,达到减张力的精确控制。图6是制作的样机,样机运行结果表明,布料卷取过程平稳,无卷皱、无云状斑现象。

图6 轧光机样机
[1] 滑钧凯.服装整理学[M].北京:中国纺织出版社.2005.
[2] 刘东升,王守芳. 基于PLC与变频器的恒张力卷绕控制系统[J].制造业自动化.2011.
[3] 张万忠.可编程控制器入门与应用实例(西门子S7-200系列)[M].北京:中国电力出版社.2005.
[4] 向晓汗.西门子PLC S7200/300/400/1200应用案例精讲[M].北京:化学工业出版社.2011.
猜你喜欢
收藏与投资(2022年9期)2022-10-13
青海湖(2022年5期)2022-07-25
煤气与热力(2022年2期)2022-03-09
连云港师范高等专科学校学报(2021年1期)2021-07-12
湖北师范大学学报(自然科学版)(2020年2期)2020-06-30
艺术评论(2017年10期)2017-03-22
科技创新与应用(2016年7期)2016-10-21
小猕猴学习画刊(2016年6期)2016-05-14
中国科技纵横(2015年2期)2015-11-05
科学中国人(2014年16期)2014-11-20
