高温合金旋印电解加工基础研究
2013-06-27 02:13:44朱增伟曲宁松王登勇王宏睿
电加工与模具 2013年2期
马 良,朱增伟,曲宁松,王登勇,王宏睿
(南京航空航天大学机电学院,江苏南京210016)
在国防、汽车、航空航天等工业领域中,有很多回转体零件发挥着重要作用,如:石油、化学及核工程中的容器和反应塔、航空飞行器的外壳、发动机机匣、辊压辊轮等。由于高温合金、钛合金等难加工材料的广泛使用和回转体零件表面的形貌轮廓趋于复杂化,使复杂型面回转体零件的加工更加困难。目前,该类零件的加工主要依靠数控铣削等常规加工方法,而数控铣削加工存在一定缺陷,如:加工高温合金等难加工材料时,切削成形困难,刀具消耗量大,加工硬化严重;数控铣削后,表面残余应力大,工件易变形,加工周期长,设备占用量大[1-3]。
电解加工具有加工表面无残余应力、阴极无损耗、不受材料强度、硬度的限制、可加工复杂型面等诸多优点[4]。目前,国内一些机构已开始研究电解加工在高温合金复杂型面回转体零件加工中的应用,针对航空发动机机匣零件,采取分度、分块、分工序的电解加工方法,用不同规格形状的阴极在不同工位上电解加工。该方法与国外先进的电解加工技术相比,还存在较大差异,加工精度不高,效率偏低[5-6]。
旋印电解加工是针对复杂型面回转体零件的一种电解加工工艺,采用阴阳极对辊反拷电解加工方式,使用特定窗口结构的阴极,配合阴阳极之间的旋转运动控制,将阴极形貌“反拷复印”到阳极上,经过连续加工得到回转体的型面轮廓。旋印电解作为一种新型电解加工工艺,在加工难加工材料复杂型面回转体零件时具有一定的优势,针对回转体工件的表面形貌,只需设计一个整体圆环形阴极,通过控制运动进给方式对工件进行连续加工,完成对复杂回转零件的成形[7]。
高温合金材料属于分解电压较低的电极体系,电解液的电阻率也较低[8],同时,旋印电解加工中阴、阳极做特定的对滚运动,阴阳极对滚加工出的阳极凸台与阴极窗口错开一段角度时,阳极凸台与阴极之间依然存在一定强度的电场线,所以高温合金凸台表面易产生杂散腐蚀的现象,凸台边缘棱角处电场较强,杂散腐蚀现象较明显,凸台边缘易加工出圆角。
南京航空航天大学对旋印电解加工展开了一系列研究,针对不锈钢材料验证了旋印电解加工方法,在不考虑电解因素的情况下,推导出了阳极工件上凸台成形规律的数学表达式[7]。本文在前期研究的基础上,以回转体表面凸台为加工目标,通过建立基于电场分布的旋印电解加工仿真模型,仿真其成形过程,针对高温合金工件旋印电解加工过程中凸台表面被杂散腐蚀的现象,提出采用阳极屏蔽的方法,开展相关工艺试验来验证方案的可行性。
1 基于APDL的电场仿真
为了避免高温合金旋印电解加工中对阳极凸台的杂散腐蚀现象,提出一种阳极局部屏蔽处理的方法(图1)。根据阴极窗口的位置,在阳极相对应的凸台位置使用绝缘层进行屏蔽,这样凸台的顶面就不会被杂散腐蚀掉,避免了凸台顶面的杂散腐蚀现象。
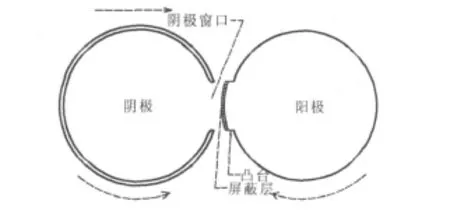
图1 阳极屏蔽示意图
旋印电解加工过程的有限元模拟基于ANSYS Parametric Design Language(APDL)的电场有限元分析方法进行模拟加工,使用APDL参数化设计语言在ANSYS平台上实施。以二维实体为例,利用APDL语言模拟旋印电解加工的过程,分析过程如下:
(1)设定分析类型及仿真参数
设定仿真的分析类型为瞬态分析,设定相关参数,为方便分析,将所有参数的单位统一转化为μ MKS单位系统。
(2)建立模型
以加屏蔽的阳极为例,选一个截面进行分析。由于电场分析要求是封闭的边界区域,同时电解加工区域在阴极和阳极之间的电解液区域内,所以需要保证阴极边界、阳极边界及外边界都封闭,建立电场模型(图2)。工具阴极开设有窗口,封闭窗口的边界线不施加电势,所以封闭边界线的形状对电解加工结果没有影响,用3条线段将阴极窗口封闭,外边界设置为封闭的长方形。
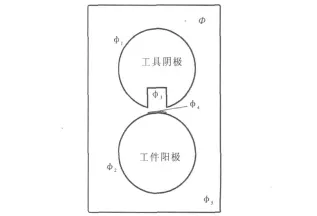
图2 电场模型
工件阳极边界、工具阴极边界及其他边界是由关键点建立的,各个关键点 p1,p2,…,pn连接形成整个边界线。这样,所有关键点的坐标就是整个电场分析模型的参数,参数化物理模型的数学表达式为:

建模过程所选的边界关键点数量越多,仿真得到的结果越精确,但仿真运算量会加大。该仿真主要是描述阳极轮廓的变化蚀除情况,所以,在阳极边界上选取的关键点较多,数量为160个,阴极的关键点为120个。建模后,需对模型加载,在阴极边界和阳极边界上施加第一类边界条件,在阴极边界上施加阴极边界条件 Φ1=0,在阳极边界上施加阳极边界条件 Φ2=U,在其余边界上施加第二类边界条件:

式中:n为边界表面各处法向向量;Φ3为阴极窗口边界线的电势;Φ4为阳极屏蔽处电势;Φ5为外边界电势。
(3)分析电场
通过ANSYS有限元计算方法可算得阳极轮廓上关键点的电场强度,从而计算出阳极表面电场强度分布。其步骤依次为:划分网格,计算封闭区域内的电场,提取阳极轮廓上关键点的电场强度。
(4)更新与循环计算模型
根据导电媒介中的电场理论可知电流密度i和电场强度E有如下关系:

式中:κ为溶液电导率。
进而可得在阳极边界上任意一点的腐蚀速度:

式中:η为电流效率;w为体积电化学当量。
在既定的加工条件下,为了方便计算工件的蚀除速度,一般将 η与w的乘积作为一个工艺参数来考虑,称做实际体积电化学当量。η w与所采用的电解液成分、温度、浓度、电流密度和阳极材料等因素相关,所以 η w-i曲线特性的计算非常困难,一般采用试验方法测得两者与电流密度 i的关系曲线。文献[9]采用阴极调速法测得在 10%的NaNO3溶液中,阳极材料为高温合金GH4169的η ω-i曲线特性,有限元仿真过程可由该特性曲线得到与电流密度对应的实际体积电化学当量。
在工件阳极边界上取若干个控制点,则任意一点(xi,yi)在 Δ t后的新坐标(xi+1,yi+1)有如下关系:

式中:Δ t为步长;Ex、Ey为在 x方向和y方向的电场强度。将新节点坐标连接形成阳极轮廓线。因此,根据初始电压等条件,可求得任一时刻的阳极轮廓及电场分布情况。
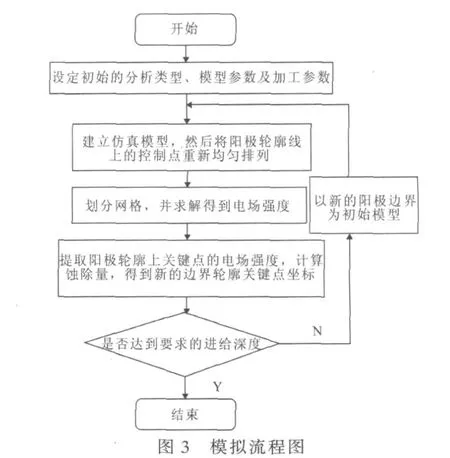
仿真过程中,阴极、阳极以同样的角速度对滚旋转,同时阴极以一定的速度沿径向进给,阳极工件与阴极工具的边界线是动态变化的,每次仿真计算后得到的关键点连接成线,重新生成新的边界轮廓,如此循环直到阴极的进给量达到要求。图3是有限元过程模拟流程图。
(5)仿真结果
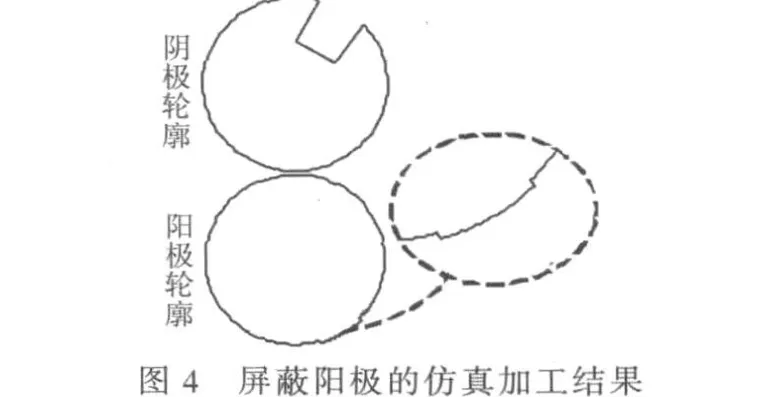
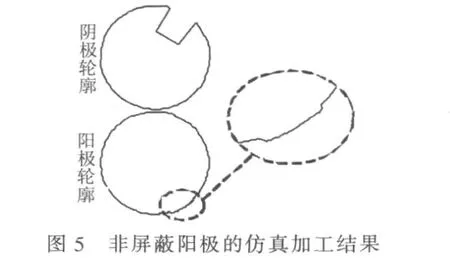
选取阴阳极的中心端面仿真成形过程。阴极电压为0 V,阳极电压为25 V,阴极、阳极的半径均为100 mm,阴极窗口的弧长为30 mm,阴极的进给速度为0.2 μ m/s,仿真加工时间为120 min。图4和图5是分别采用屏蔽式阳极和非屏蔽阳极的仿真加工结果,屏蔽式阳极的凸台高度约为1.28 mm,凸台轮廓较锐利,成形情况较好;非屏蔽阳极的凸台因为杂散腐蚀现象,凸台高度约为1.24 mm,凸台轮廓存在圆角,成形效果不理想。仿真结果表明,采用屏蔽式阳极能减少杂散腐蚀现象,加工出的凸台高度及凸台轮廓更理想。
2 试验与分析
2.1 试验条件及试验参数
为了验证分析结果,进行了旋印电解加工试验。工艺试验开展初期,以简单的正方形凸台和U形凸台作为研究对象,根据所需凸台的形状与尺寸,设计了具有相同形状与尺寸的阴极窗口,开展旋印电解加工试验。工件材料为高温合金GH4169,电解液为NaNO3水溶液,采用脉冲电源加工,加工参数见表1,分别对局部屏蔽的阳极工件和非屏蔽阳极工件进行加工,加工时间均为120 min。
加工结束后,使用JB-5C表面粗糙度轮廓仪对加工的工件凸台轮廓进行检测,得到凸台曲线点的坐标值,然后通过ProE软件建模,得到工件的轮廓曲线,并将试验结果与仿真结果进行对比分析。
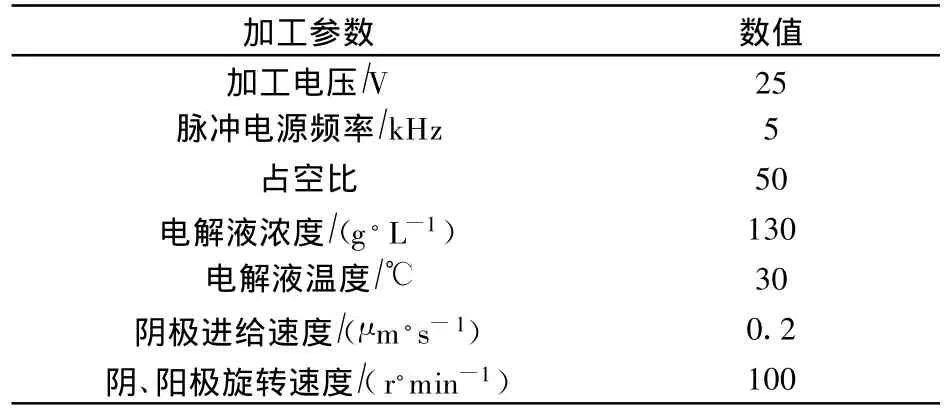
表1 加工参数
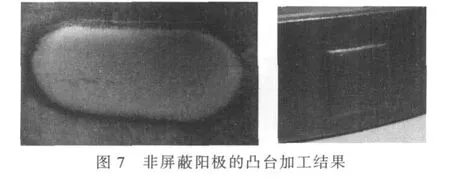
2.2 试验结果分析
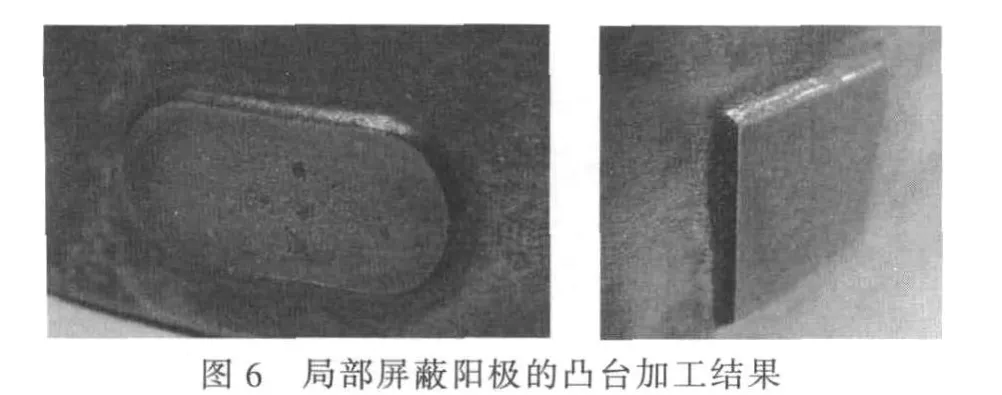
试验结果见图6和图7。局部屏蔽的阳极工件方形凸台高度为1.18 mm,U形凸台高度为1.24 mm;非屏蔽的阳极工件方形凸台高度为1.00 mm,U形凸台高度为1.08 mm。两组实验中,U形与方形凸台高度不同,是由于试验装置及工装夹具精度误差所致。通过对比可知,局部屏蔽的阳极加工得到的凸台高度更高,轮廓边缘处非常锐利分明,圆角更小;而非屏蔽阳极工件因为杂散腐蚀影响,加工出的凸台高度减小约0.2 mm,轮廓边缘存在一定的圆角,凸台成形不够理想。
试验中阴极 U形窗口的尺寸与仿真中阴极的窗口尺寸均为30 mm,将该试验结果和仿真结果进行比较,由图8和图9可看出,试验结果和仿真结果的凸台边缘轮廓基本吻合。采用非屏蔽阳极的试验曲线与仿真曲线相比,凸台轮廓棱角处更圆滑。因为在实际加工过程中,由于流场及电场的综合作用,对于凸台边角的杂散腐蚀作用更严重。
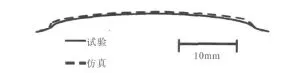
图8 非屏蔽式阳极试验结果与仿真
采用局部屏蔽阳极的试验曲线与仿真曲线相比,凸台底部的轮廓边缘存在圆角。不同于非屏蔽阳极实验的情况,局部屏蔽方法加工的凸台顶部长度尺寸小于仿真长度尺寸,原因主要有两方面:①为了方便喷涂屏蔽操作以及阴、阳极加工前的对刀,设置阳极工件上屏蔽的区域小于阴极窗口的相应尺寸约1 mm;②实验过程中凸台的轮廓侧面依然存在少量杂散腐蚀现象,使凸台轮廓侧面被腐蚀掉一部分。
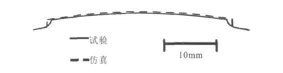
图9 屏蔽式阳极试验结果与仿真
3 结论
(1)建立了旋印电解加工的电场仿真模型,模拟了屏蔽式工件阳极和非屏蔽式工件阳极加工的成形过程,分析了局部屏蔽式阳极和非屏蔽式阳极的成形差异。结果表明:采用局部屏蔽式阳极比起非屏蔽式阳极的加工方式,可有效抑制凸台表面的杂散腐蚀,使轮廓边缘成形更加锐利分明。
(2)分别采用高温合金材料的屏蔽式工件阳极和非屏蔽式工件阳极进行电解加工试验,结果表明:采用屏蔽式工件阳极,可有效抑制高温合金凸台表面的杂散腐蚀现象,完全阻止了凸台顶面的杂散腐蚀。屏蔽式工件阳极的方形凸台高度比非屏蔽式工件阳极高出0.18 mm,U形凸台高度高出0.16 mm,凸台的轮廓边缘更锐利清晰。
[1]金卯,晓立.大飞机发动机关键技术[J].航空制造技术,2008(13):38-39.
[2]胡晓群,叶红雨,冯湛.航空发动机对开机匣数控铣削工艺[J].航空制造技术,2006(2):91-93.
[3]张伟,徐家文.铝合金薄壁整体构件的数控电解加工试验研究[J].电加工与模具,2007(4):61-63.
[4]朱荻.国外电解加工的研究进展[J].电加工与模具,2000(1):13-18.
[5]盛文娟,徐斌.航空发动机机匣电解加工工艺试验[J].电加工与模具,2010(2):52-55.
[6]徐斌,盛文娟.电解加工机匣型面试验研究[J].电加工与模具,2011(4):37-42.
[7]朱浩,朱增伟,王宏睿,等.旋印电解加工的仿真与试验研究[J].电加工与模具,2012(1):29-32.
[8]徐家文,云乃彰,王建业,等.电化学加工技术:原理-工艺及应用[M].北京:国防工业出版社,2008.
[9]朱栋,朱荻,徐正扬,等.阴极调速法测定电解加工η ω-i曲线特性的试验研究与应用[J].航空学报,2010(4):858-864.
猜你喜欢
Advances in Atmospheric Sciences(2022年6期)2022-04-02 05:29:02
仪器仪表用户(2021年10期)2021-11-27 08:26:20
现代经济信息(2020年34期)2020-06-08 06:03:04
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30 12:26:34
铁道通信信号(2020年9期)2020-02-06 09:16:02
山东冶金(2018年6期)2019-01-28 08:15:06
电子制作(2018年12期)2018-08-01 00:47:46
电源技术(2015年9期)2015-06-05 09:36:06
电源技术(2015年9期)2015-06-05 09:36:04
石家庄铁道大学学报(自然科学版)(2015年3期)2015-02-28 15:05:46