
基于PLC的专用机床控制系统设计
2013-06-26 11:38王荣
装备制造技术 2013年6期
王 荣
(盐城师范学院物理科学与电子技术学院,江苏 盐城224002)
目前国内许多厂家的自动控制系统及加工机床都采用PLC控制。汽车行业的一汽、二汽,早在八十年代中后期就大力着手用可编程控制系统代替继电器控制系统。而我国大多数制造行业和企业的生产、加工装备也都是用机床加工完成[1]。如果采用传统的继电接触控制,不仅工作可靠性差,而且对环境适应能力低,在国内外市场中缺乏竞争力,直接影响一个企业的产品、市场、效益。将PLC控制应用在现在的机床加工流程上则可以大大提高生产效率[2~3]。本文主要研究凡尔座圈专用机床的PLC控制系统的设计。该机床生产的整个流程是顺序执行,动作部件主要是尾架、前刀架、后刀架、卡盘,由PLC实现系统的控制,分为硬件和软件两部分,主要设计方法是顺序流程图设计法。
1 凡尔座圈专用机床概述
1.1 凡尔座专用机床
油田开采是当今备受关注的一个话题,也是一个功在当代,利在千秋的长期工程。石油大多数都埋藏在沉积盆地内,进入油田开采后,面对各种类型的油气田,如何进行开发及油田开采设备的选择都是直接影响生产和效率的一个关键步骤。凡尔是开采设备中不可或缺的零件,开采时,凡尔与钻井泵相结合,可以完成循环钻井、冲洗井底,冷却钻头和隐固井壁,在喷射钻井时还有破碎岩屑的作用。凡尔座及钻井泵的好坏,直接影响了钻井生产和进度。凡尔座圈专用机床是一种专门用来生产凡尔座圈的加工机床,主要由床身、主轴箱、转塔尾架、前刀架、后刀架和料斗等部件组成。机床的加工原材料是成段钢,先给机床设计一个可以实现自动控制的PLC程序,通过程序及人工控制,当坯料放于料斗中,机床可以实现自动加工凡尔座[4]。
1.2 机床加工工作循环
凡尔座圈专用机床主要动作部件分为尾架、卡盘、前刀架、后刀架、推料缸五大块。各部件快进、快退、工进等动作都根据工件的加工的要求通过输出端的电磁阀的通断电来控制各部件的动作。加工一个零件的全部工步绘在工作循环总图1中,其由14个工步组成。如图1所示工作循环总图中应该注意两点:
(1)前刀架未设原位行程开关。这个开机原位条件应人工判断其是否满足。
(2)程序(或工序)有两种不同延时时间:在加工坯料前5段座圈时取延时2 s;在加工最后一段座圈时则要取延时5 s。工作循环流程如图1所示。

图1 加工零件的工作循环总图
择延时时间的不同也是本机床控制的特殊要求,由于本机床已经配置了装卸机构,每次工作循环中经第13程序后刀架工进切割后,已加工完成的一个座圈便自动落入料仓,这是自动卸料;而当推料液压缸退回原位时,送料机便自动送入一段坯料至推料液压缸让出位置,这个送入坯料的工作是安排在第二道程序中进行的,这是自动装料。由于每一段坯料可以加工6个座圈,因此每当完成6个座圈加工后,在进行第七个座圈机械加工前就得完成送坯料的过程。
由此可见,为了实现上述自动要求就必须考虑到加工每段坯料的前6个座圈与第7个座圈的工作循环区别。这个区别主要是在程序第二段延时的时间不同。
2 控制系统的硬件设计
2.1 PLC控制系统的硬件设计要求
控制系统的硬件设计主要分为以下几个部分[5]:
(1)分析控制要求,确定输入输出点的个数,选择PLC机型,做出I/O分配表。将控制过程分为若干个工作步,明确每个工作部件的功能,明确再步的转换是单向进行还是多向进行(选择或并行序列),并确定各步转换条件。
(2)为每步设定控制位。控制位最好使用同一通道的若干连续为位。若用定时器/计数器的输出作为转换条件,则先确定各定时器/计数器的编号和设定值。
(3)根据控制要求画出顺序功能图,结合顺序功能图画梯形图。
2.2 控制系统的I/O分配
机床加工流程是顺序执行,由于工艺流程每步执行动作都是由机床的一个部件完成,动作一经完成,就会有状态输入变化,在本设计中,主要是由各部件的限位开关输入量的变化来控制系统运行,根据图1可以确定输入点数是11个。而输出量主要是电磁阀,电磁阀主要是用作机床加工的驱动,以保证工进、快进、快退各动作的顺利完成,还有时间继电器可以由PLC内部提供,所以主要有9个输出电磁阀,即9个输出量。然后由输入端输入量及输出端的被控制量及可编程控制器的外部输入输出连接PLC的外部接线。
3 控制系统的软件编程
3.1 凡尔座圈专用机床各部件的梯形图及PLC控制程序
很多控制系统具备多种工作方式,如既能手动的循环运行一个过程,也能进行手动的操作运行一个工作步。根据凡尔座圈专用机床的控制的两个特殊要求,延时时间的不同选择主要是靠选择结构的分支语句完成。从不同部件的分工及循环动作我们将整个工件的加工过程分别划分为尾架、卡盘、前刀架、后刀架、推料缸五部分的运动。
根据图2所示的各部件工作循环图可以得到相对应的梯形图。尾架的动作顺序主要是尾架快退、快进、工进切削、快进挡料。当尾架快进挡料到位时压下行程开关SQ1,尾架开始快退,快退到位压SQ2,此时尾架开始执行快进,当尾架快进到SQ3时压下SQ3,然后再工进切削到SQ1时压下限位开关SQ1,尾架快退,快退到位压下限位开关SQ2,最后开始执行快进挡料。当20006通道为on且行程开关00102动作,并且20008通道为off时,则20007线圈会被接通,意味执行尾座快进动作,并使电磁阀01002通电、电磁阀01003断电,进入尾架快进状态。如图3所示。当卡盘处于夹紧状态即20005通道为on且行程开关00111动作,并且20007通道为off时,则20006线圈会被接通,意味执行尾座快退动作,并使电磁阀01002、01003断电,进入尾架快退状态。当20007通道为on且行程开关00103动作,并且20009通道为off时,则20008线圈会被接通,意味执行尾座工进动作,并使电磁阀01002、01003通电,进入尾架工进状态,如图4所示。
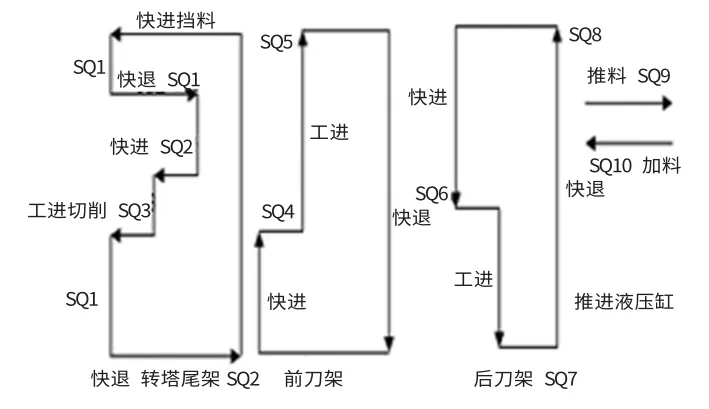
图2 各部件工作循环

图3 尾架快进梯形图

图4 尾架工进梯形图
在加工工件的循环图中,程序的第二步延时时间的选择是由定时器001对脉冲进行计数,并用跳转指令实现分支程序的选择。如果一个周期内工件加工的个数在1~5之内,则实现梯形图中第一个JMP跳转指令延时2s;若是加工第6断坯料,由于要比之前多一步加料的过程所以选择延时5 s,跳转到第2个JMP指令执行。
4 结束语
PLC控制系统不仅可以实现专用机床自动工艺流程,并能方便地改变工艺流程。将PLC控制系统运用于专用机床控制意义在于,不会造成机床的长期停机,特别是在产品更新换代,生产工艺改造时,不需要改动现有的生产设备及外部接线,只要在软件上修改相应的程序就能实现控制。
[1]陈达华.各国PLC在工控领域中的应用现状及发展趋势[J].基础自动化,2006,26-31.
[2]耿良田.PLC的现状及发展趋势[J].数字化工,2005(8):12-16.
[3]展海瑜.PLC控制在轧辊车床进给传动中的应用[J].制造技术与机床,2011(8):89-91.
[4]《机床设计手册》编写组.机床设计手册:第三册[M].北京:机械工业出版社,1986.
[5]陈立定,等.电气控制与可编程控制器的原理及运用[M].北京:机械工业出版社,2003.
猜你喜欢
兵工学报(2021年9期)2021-11-01
内燃机与动力装置(2021年4期)2021-08-03
陶瓷(2020年12期)2021-01-21
设备管理与维修(2020年23期)2021-01-04
自动化仪表(2020年10期)2020-11-13
中国设备工程(2019年24期)2020-01-14
科教新报(2019年27期)2019-09-10
电子制作(2019年14期)2019-08-20
制造技术与机床(2017年3期)2017-06-23
对联(2015年22期)2015-06-11
