
锥花键齿轮轴加工工艺的研究
2013-06-18 02:42:10吕海波胡传朋武永福刘兰兰
建筑机械化 2013年2期
吕海波,胡传朋,武永福,刘兰兰
LV Hai-bo,HU Chuan-peng,WU Yong-fu,LIU Lan-lan
(山推工程机械股份有限公司,山东 济宁 272000)
1 锥花键齿轮轴的结构和锥花键连接的特点分析
锥花键齿轮轴是带有齿轮和锥花键的轴类零件(图1)。在推土机终传动系统中,其锥花键部分与法兰盘的内花键配合,法兰盘的转动带动锥花键齿轮轴转动,齿轮部分与另一齿轮啮合传动。由于锥花键齿轮轴的固定是通过图1中右端安装轴承,左端锥花键部分安装在法兰盘来完成的。因此,锥花键的加工精度会影响整个锥花键齿轮轴的装配。
推土机的工作环境复杂,承载大,因此对终传动系统的要求较高。锥花键齿轮轴作为终传动的重要部件,其转速高,传递转矩大,正反转切换频繁[1],对锥花键齿轮轴的加工精度和表面硬度有严格要求。锥花键是通过锥度来保证装配件在轴向上的连接位置,同时,锥花键的齿形对装配尺寸的影响也很大。由于工件形变的原因,装配时一般采用归定范围内的压力压装锥花键连接至装配尺寸。

图1 锥花键齿轮轴
2 锥花键齿轮轴的加工难点与问题
锥花键齿轮轴的加工难点主要有齿轮部分和锥花键部分。锥花键齿轮轴的加工必须同时保证表面硬度和机械加工精度要求。图2为我厂推土机终传动系统中锥花键齿轮轴零件图,锥花键齿轮轴的齿轮部分要求精度为8 级,同轴度要求为0.01mm;锥花键部分锥度为1∶10,精度为K,同轴度要求为0.05mm;材料为20CrMnTi,毛坯硬度为HB277~384,淬火硬度为HPC58~63。
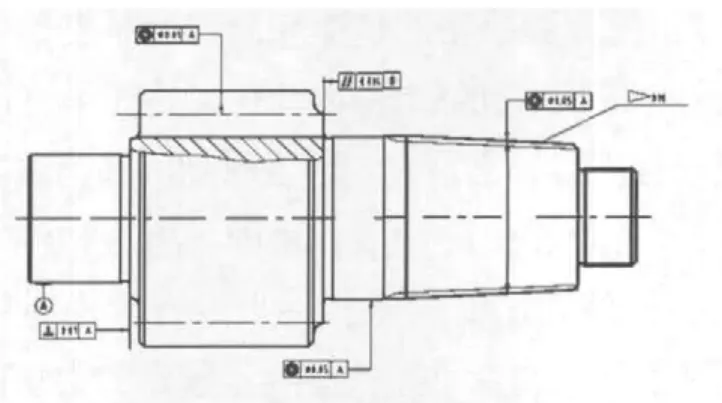
图2 锥花键齿轮轴零件图
目前,齿轮部分的加工难题已解决,但锥花键的加工质量一直不稳定。我厂的锥花键齿轮轴与法兰盘装配如图3,装配时通过液压油缸将法兰盘压入锥花键齿轮轴的锥花键部分。在保证装配尺寸L 的同时,记录液压油缸的压力值,通过该压力值来检测锥花键连接是否合格。应用原工艺加工的锥花键齿轮轴的装配压力值不稳定,波动范围很大,合格率约65%。对于不合格的工件只能采用更换法兰盘尝试配合的方法来解决问题。这种方法费时费力,而且并不能从根源上解决锥花键装配问题。
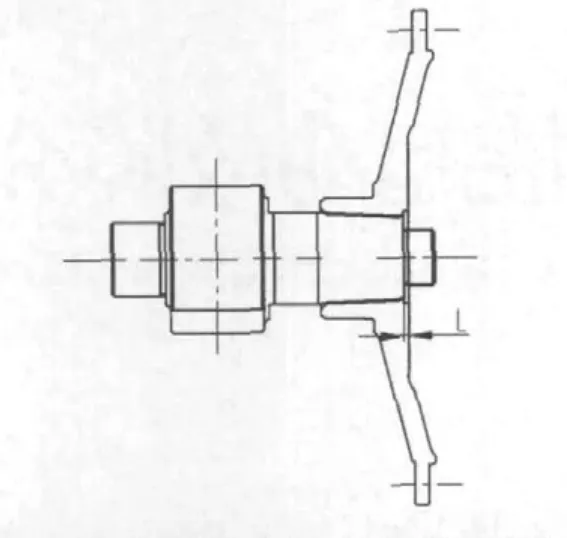
图3 锥花键齿轮轴与法兰盘装配图
3 锥花键齿轮轴的加工工艺分析
本厂原采用的锥花键齿轮轴加工工序为:选材-锻造-正火-车削加工-滚齿、滚花键-热处理渗碳-车螺纹-热处理淬火-抛丸-磨外圆-磨齿。
我厂的锥花键齿轮轴小端部需要加工螺纹。由于螺纹连接的特性,螺纹部分要求不能渗碳淬火以免影响韧性;而渗碳淬火会使工件硬度增加导致无法车螺纹。对于该问题原工艺采用的是先对工件进行渗碳处理,然后将螺纹部分的渗碳层车掉,再车螺纹,最后将螺纹部分加防护帽保护,进行淬火处理。该方法加工出的螺纹部分硬度能达到设计要求,但是由于加热两次,导致了锥花键部分变形严重,极大地影响了锥花键的加工质量。据统计,经过两次加热后工件的变形量平均为0.04mm,约25%的工件变形量超过0.05mm,而锥花键的同轴度要求为0.05mm,因此导致部分工件不符合要求。
通过研究实验,我们采用渗碳淬火一次热处理完成,并将车螺纹工序移至热处理渗碳淬火之前。对于螺纹部分我们采取了涂防渗剂、加防护帽的方式防止该部被淬火(图4)。

图4 锥花键齿轮轴热处理
虽然通过更改热处理方法可以降低锥花键的热变形尺寸,但是并不能完全消除该变形。针对该问题,我厂采用增加磨锥花键工序的方法来解决,并引进了汉江机床厂的MK8612A花键磨床。工作时通过工作台的纵向移动和砂轮的垂直进给完成锥花键的加工。加工后,通过专用锥花键环规检测出入量,保证加工质量。
改进的加工工序为:选材-锻造-正火-车削加工-滚齿、滚花键-车螺纹-热处理渗碳淬火-抛丸-磨外圆-磨齿-磨花键。
4 加工工艺效果分析
为检验新工艺的使用效果,用新工艺加工了10 件工件。我们对这批工件的芯部和渗碳区做了金相组织测试。金相组织测试表明采用新工艺加工的工件材质完全满足设计要求。
使用洛氏硬度仪对锥花键的齿顶和齿根部做硬度检测,其齿顶部硬度平均值为59.9HRC,齿根部硬度平均值为59.5HRC,其硬度也满足设计要求。
最后,将这批工件进行装配试验。随机选取10 件法兰盘与之装配,并记录装配压力。压力值均在我们要求的装配压力18~35MPa 范围内,符合装配要求。
5 结 论
针对锥花键齿轮轴中锥花键加工质量不稳定的问题,通过对原工艺的分析研究,在其基础上提出了采用一次渗碳淬火、增加磨锥花键工序的新加工工艺。通过实验表明新的工艺加工的工件在材质、硬度、同轴度和装配压力等方面完全满足设计要求。
[1]率秀清,孙世超,任建刚.小直径三角内锥花键应用及加工工艺[J].现代零部件,2006,(03):92-94.
猜你喜欢
汽车实用技术(2021年16期)2021-09-09 02:15:40
装备制造技术(2021年4期)2021-08-05 07:39:54
装备制造技术(2020年1期)2020-12-25 05:18:10
重型机械(2020年3期)2020-08-24 08:31:50
航空维修与工程(2020年3期)2020-04-10 08:14:10
制造技术与机床(2019年8期)2019-09-03 01:15:02
制造技术与机床(2018年11期)2018-11-23 01:08:02
宇航材料工艺(2017年5期)2017-11-02 03:15:30
大型铸锻件(2015年1期)2016-01-12 06:33:01
制造技术与机床(2015年10期)2015-04-09 07:05:42
