哈氏合金(Hastelloy-C-276)管道的TIG焊接
2013-06-08 01:39:08马兵邦
石油化工建设 2013年1期
马兵邦
中石化集团第五建设有限公司 广东广州 510145
哈氏合金(Hastelloy-C-276)管道的TIG焊接
马兵邦
中石化集团第五建设有限公司 广东广州 510145
通过对哈氏合金(Hastelloy-C-276)进行化学成分、焊接性能分析及焊接工艺评定,制定了正确的焊接施工工艺,保证了哈氏合金(C-276)管道的焊接质量,可作为制定类似材料焊接工艺的参考。
哈氏合金(Hastelloy-C-276)焊接方法(GTAW) 焊材ERNiCrMo-4 焊接工艺
由中国石化集团第五建设公司承建的兰州石化丙烯酸及脂(AA/AE)工程中有哈氏合金C-276管线157m,管道介质为:丙烯酸丁脂、丙烯酸二聚物、丙烯酸三聚物[1]。管子、管件、焊材均由国外进口,管线规格为φ34~114mm,共计焊缝218道,焊后要求100%射线检测,Ⅱ级合格。为此,我们在管道焊接前,通过对该材料焊接性能分析,制定出焊接工是艺,并针对焊接过程中可能产生的问题采取了相应的工艺措施,顺利完成了哈氏合金不锈钢管道的焊接任务。
1 材料简介
超低碳型镍基哈氏合金 (Hastelloy-C-276)国内牌号NS334[2],是一种含钨的镍-铬-钼锻造的合金,其特点是熔点高、耐热、耐腐蚀、强度高,具有良好的抗氧化性能、力学性能和加工性能(见表1、表2),在200~1090℃范围内能耐各种腐蚀介质的侵蚀,被认为是“万能的抗腐蚀合金”。因此,近几十年以来在苛刻的工作环境中,如化学工业、石油工业等领域得到了广泛的应用,解决一般不锈钢和其他金属、非金属材料无法解决的介质腐蚀问题[2]。
2 C-276焊接性分析
2.1 焊接要求

表2 Hastelloy-C-276力学性能[3]
2.1.1 线能量控制
采用高线能量焊接镍基耐蚀合金会产生不利影响。在热影响区(HAZ)产生一定程度的退火和晶粒长大。高热输入会产生过度的偏析、碳化物的沉淀或其他有害的冶金现象,就会引起热裂纹或降低耐蚀性。避免在1200~1300℃高温区和550~900℃中温区的敏化温度区间停留过长时间可以防止晶间腐蚀。因此,选择小的焊接线能量和避免在敏化温度区间停留时间过长,是保证获得优质焊接接头的有效措施。
2.1.2 焊件清洁度要求
焊件表面的清洁度是成功地焊接镍基合金的一个重要要求。焊件在组对、打磨过程中,表面容易产生氧化物质,这些物质在焊接中容易结合形成氧化皮,形成夹渣或细小的不连续氧化物。这类氧化物不连续特别细小,一般用射线探伤和着色渗透也检查不出来。此外,有些有害元素,如:S、P、Pb、Sn、Zn、Bi、Sb和As等,经常存在于制造过程中所用的记号笔、油漆笔、以及油脂等材料中,焊接过程汇总会和Ni形成低熔点共晶。因此,在焊接前必须完全清除这些杂质。

表1 Hastelloy-C-276化学成分(质量分数)[2] %

表3 ERNiCrMo-4焊丝化学成分(质量分数)[1] %
清理的方法取决于被清理物质的种类,表面污物、油脂可用蒸汽脱脂或用丙酮及其他溶液去除。对不溶于脱脂剂的漆和其他杂物,可用氯甲烷、碱等清洗剂或特殊专用合成剂清洗。
2.1.3 镍基材料焊接时其他注意事项
镍基合金材料焊接过程中的层间温度不宜过高,一般要求在50℃以下;该材料焊接一般不需要预热和后热处理。
接头拘束应力也是该材料焊接过程中需要注意的一个方面,采用合理的装配和焊接顺序及方向;拼接焊缝的焊接、同时存在收缩量大和收缩量小的焊缝时应先焊收缩量大的焊缝;对工作时受力较大的焊缝应先焊交叉焊缝的焊接等可以有效缓解接头拘束应力和接头变形。
2.2 焊接缺陷
2.2.1 焊接热裂纹
由于合金C-276焊缝具有树状组织,在粗大晶粒的边界上,集中了一些低熔点共晶物和呈薄膜状态分布的低熔点金属,在晶界之间,大大削弱了晶界间的分子力,在拘束应力的作用下,产生热裂纹。
热裂纹分为结晶裂纹、液化裂纹和高温失塑裂纹。结晶裂纹最容易发生在焊道弧坑,形成火口裂纹。结晶裂纹多半沿焊缝中心纵向开裂,也有些垂直于焊波。液化裂纹多出现在紧靠熔合线的热影响区中,有的还出现在紧靠熔合线的热影响区中。高温失塑裂纹既会发生在热裂纹中,也会发生在焊缝中。各种热裂纹常常伴随有微观裂纹,但有时仅有微观裂纹。热裂纹发生在高温状态,常温下不再扩展。
2.2.2 气孔
从合金相图及合金元素分配的特点上反映出,固、液两相之间温度间距小,流动性偏低,在焊接快速冷却凝固结晶条件下,气体来不及逸出,残留在焊缝中便生成了气孔。
2.2.3 焊缝内凹
焊接时对焊缝表面的要求更为严格,焊接时一定要焊成凸形焊道。焊接完成后出现开裂的大部分案例是由于凹形焊道的应力集中造成的。因此,在施焊过程中,注意焊缝的成型及饱满度,通常要求焊缝高度高于母材表面1~2mm。
镍基合金焊缝金属不同于普通碳钢的焊缝金属那样容易湿润展开,即使增大焊接电流也不能改进焊缝金属的流动性,反而起着有害作用,这是镍基耐蚀合金的固有特性。因此为获得良好的焊缝成形,采用小摆动工艺,同时,焊工在摆动到每一侧极限位置时,要稍停顿一下,以便有足够的时间使熔化的金属填满咬边。
2.3 焊后耐蚀性能
对于大多数镍基耐蚀合金,焊接完成后焊缝对耐蚀性能并没有多大影响。通常在选用焊接材料时应根据焊接材料的化学成分、焊材的可焊性能选用与母材相匹配的焊材进行焊接。这样焊缝金属的强度和耐腐蚀性能相当或接近于母材的性能,满足用户使用要求。
3 焊接材料
3.1 保护气体
为保证良好的焊接性能和优良的焊接接头,保护气体采用99.99%(质量分数)的纯氩气。
3.2 钨极
焊接时采用φ2.5mm的铈钨极,把钨极头磨成锥形。通常使用的圆锥角为30°~60°,尖端磨平,直径约为0.4mm。
3.3 焊丝
根据哈氏合金(C-276)的焊接特性,打底焊、填充、盖面均采用TIG焊接。选用的焊丝型号为ERNiCrMo-4(见表3、表4)。

表4 ERNiCrMo-4焊丝力学性能[4]
4 焊接工艺
4.1 管道切割
管道切口表面应平整、无裂纹、重皮、毛刺、凹凸、缩口、熔渣、氧化物及铁屑等,切口断面倾斜偏差不应大于管子外径的1%,且不超过3mm。必须用磨光机磨去影响焊接质量的表面层,并将凹凸不平处打磨平整。
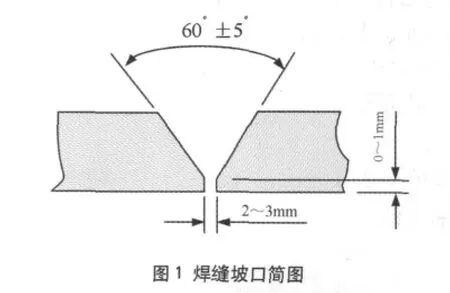
4.2 坡口加工
采用机械加工的方法加工坡口成“V”型:坡口角度、坡口钝边、组对间隙等参数详见图1。由于机械加工会带来加工硬化,因此对机械加工的坡口处进行焊接前要进行必要的打磨。焊前将坡口内外壁50mm范围内用丙酮清洗坡口表面。
4.3 管道组对、定位焊
焊缝组对时,应使内壁平齐,其错边量不得超过壁厚的10%且不超过3mm。然后进行定位焊。定位焊的数量不应少于3点,一般根据管道直径确定,一般为10~30mm,并应焊透且无任何缺陷;同时,要注意将定位焊的焊缝两端打磨成带斜坡的凹槽,以便于正式焊接时接头部位能良好的熔合。打底焊时,管道背面要进行充氩保护。
4.4 焊接
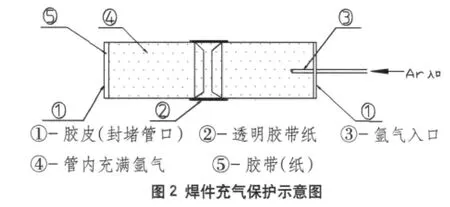
采用φ2.5mm的铈钨极,钨极伸出长度3~5mm,层间温度≤50℃,喷嘴直径φ10mm。正式焊接前,应先将管道内部的空气用氩气置换干净。焊件保护方式见图2。
焊接时,采用高频引弧,焊把在焊接时要尽量垂直焊件,这样能更好地控制熔池大小,而且可使喷嘴氩气均匀保护熔池而不被氧化。采用小电流、快的焊接速度,降低热输入,防止热量集中产生裂纹。
焊接前和层间之间必须进行坡口处理,每一层焊道完成后均应彻底清除焊道表面的熔渣并进行检查,消除各种表面缺陷,检查合格后方可焊接下一层。严禁采用普通砂轮片进行修磨,以免坡口处理不干净,杂质熔入熔池。
钨极端部离焊件距离2mm左右,焊丝要顺着坡口沿着管子的切线方向进行焊接。焊丝的端部要始终在保护气体中,防止氧化而生成杂质。
在填丝过程中,焊丝不能与钨极直接接触或直接深入电弧的弧柱区,否则会造成焊缝夹钨和破坏电弧稳定。若焊丝端头在高温过程中脱离了氩气保护区域,容易在空气中被氧化,因此当再次焊接时应及时清理被氧化部分。
起焊和收弧的上下接头要超过中心线5~10mm,要注意坡口边缘不要被电弧擦伤,以备盖面层的焊接。
盖面时,应在坡口边缘稍作停顿,以保证熔池与坡口更好熔合,保证盖面层焊缝和边缘熔合整齐、美观。
收尾处打磨成斜坡状,焊至斜坡时暂停送丝,先用电弧的热量把斜坡处预热并熔化成熔孔时,再迅速送丝。
收弧时要注意填满弧坑,同时注意要将焊嘴在收弧处放置10~20sec。
焊缝表面严禁有电弧擦伤,且不得在焊件表面引弧或试弧,在焊接中确保起弧的质量,收弧时应在弧坑点焊几点,将弧坑填满,使弧坑不会急速冷却,防止弧坑热裂纹。多层焊的层间接头应相互错开,每条焊缝应一次连续焊完。
4.5 焊接工艺参数(见表5)
4.6 焊后经验总结
(1)在焊前认真清理焊缝表面,应严格控制母材、焊材中的硫、磷等杂质的含量,以及焊接工艺参数、环境温度、湿度。焊接时选用较小的线能量,焊丝前端(受热端)必须一直处于气体保护之中,严禁断续送丝,采用短弧焊接,控制好层间温度,收弧时将弧坑填满,利用焊机气体延时进行保护,避免收弧处在高温条件下被大气污染氧化。
(2)诱发气孔产生的因素主要有:坡口表面油脂,氧化物、在下料过程中记号笔的痕迹等异物没有清理干净,气体保护不当、气体纯度不高、流量不够。避免上述情况的存在,可减少气孔生成的机率。
(3)保证合适的焊接速度。速度慢,焊缝金属线能量较大,使焊缝金属合金元素烧损较多,热影响区产生过热组织,导致晶粒粗大,焊接接头物理性能下降。速度快,熔池保护不好,熔池金属未得到充分的冶金反应,焊缝温度偏低,焊缝边缘熔合不好,容易产生裂纹。
4.7 焊接结果
在实际焊接过程中,哈氏合金(Hastelloy-C-276)管道共有218道焊接接头,焊缝表面质量检查100%达到合格要求。拍片416张,有4张片子存在未熔合、夹钨缺陷,焊接一次合格率为99.0%。焊接完成的管道,水压强度试验全部一次成功,无一处发生变形、泄漏现象。
实践证明,在丙烯酸及脂 (AA/AE)工程中哈氏合金(Hastelloy-C-276)管道采用钨极氩弧焊焊接工艺是可行的,焊缝性能可以得到保证。项目自2008年投产至今,运行良好。哈氏合金C-276不锈钢管道焊接的成功为今后同类材质的焊接积累了经验。

表5 Hastelloy-C-276(4”×SCH.10S)管材焊接工艺参数[5]
1 SH 3501—2002,石油化工有毒、可燃介质管道工程施工及验收规范[S].
2 中国机械工程学会焊接学会.焊接手册第二卷[M].北京:机械工业出版社,2001.
3 ASME锅炉及压力容器委员会材料分委员会.ASME锅炉及压力容器规范Ⅱ 材料B篇 非铁基材料[M].北京:中国石化出版社.2001.
4 GB/T13814-92,镍及镍合金焊条[S].
5 H 2007—03,中国石化集团第五建设公司焊接工艺评定[J].
TG47
B
1672-9323(2013)01-0074-03
2012-12-01)
猜你喜欢
电子乐园·下旬刊(2022年5期)2022-05-13 20:57:01
焊接(2021年12期)2022-01-20 08:17:16
世界有色金属(2021年13期)2021-11-03 13:05:36
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05 01:34:12
西南农业学报(2016年5期)2016-05-17 05:42:48
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
制造技术与机床(2015年3期)2015-01-27 15:45:24
汽车零部件(2014年5期)2014-11-11 12:24:34
质量安全与检验检测(2013年2期)2013-05-28 12:49:04