
游标卡尺圆弧内量爪的修复
2013-05-14 06:35:23唐德忠朱雅贤张雅萍张亚杰
计量技术 2013年9期
唐德忠 朱雅贤 张雅萍 李 萌 张亚杰
(沈阳机床股份有限公司计量理化中心,沈阳 110141)
0 引言
游标卡尺在机械加工中是主要的测量工具,由于使用频繁很容易造成圆弧测量面的磨损使尺寸变小及平行性超差等问题,本文介绍一种利用专用焊片焊接修复圆弧内量爪尺寸的方法,经过多年使用效果非常好。
1 传统处理方法存在的问题
带有圆弧形内量爪的游标卡尺,由于经常测量孔或槽的内表面尺寸必然会造成圆弧内量爪基本尺寸(又称b尺寸)的磨损变小。特别是在使用频率较高的情况下,其磨损得非常快,甚至无法使用到一个检定周期(3个月为一个检定周期)圆弧内量爪基本尺寸就已经超差。一般情况下,对圆弧内量爪基本尺寸超差的卡尺按照JJG 30—2002《通用卡尺》检定规程的要求进行处理,即:合并内量爪,使用中及修理后的基本尺寸允许游标卡尺分度值整数倍,在证书内页上注明。实际工作中,使用者在量工件尺寸时首先要按证书上给出的实际尺寸进行数据修正,容易产生修正误差;对维修者来说,按照检定规程的方法去修磨,每修磨一次,圆弧内量爪的尺寸就要小一些,直到内量爪基本尺寸小到报废为止,浪费资源。为了解决这些问题,同行们尝试采用各种修复圆弧内量爪基本尺寸方法,如:用卡尺圆弧内量爪专用磨床机修磨、用电镀法修磨等,但都没有达到满意的效果。
2 用焊接焊片处理磨损的圆弧内量爪方法
通过多年的实践摸索,我们找到了一种用焊接焊片修复圆弧内量爪的方法,即先用砂轮机将磨损的内量爪磨平,再用焊锡将专用的焊片与量爪焊接上,并按检定规程尺寸要求进行修磨。跟踪验证:用该方法修复好的圆弧内量爪基本尺寸和平行度完全满足现行JJG 30—2002《通用卡尺》检定规程的要求,使用起来非常方便,现把焊接的具体过程介绍如下。
2.1 焊接前准备
用专用砂轮机将磨损的上量爪圆弧部位磨平,磨平后的上量爪见图1a,专用焊片的实物见图1b,焊片的实际尺寸见图1c。

图1
2.2 焊接过程
先将专用焊片底部平面的氧化层磨掉,再用酒精灯加热专用焊片,在焊片底部平面均匀涂上焊锡见图2a,同样将磨平的上量爪平面也加热并均匀涂上焊锡,再把专用焊片放在上量爪的平面上,用镊子放正、夹稳,之后尽快撤离酒精灯,冷却后待修见图2b。
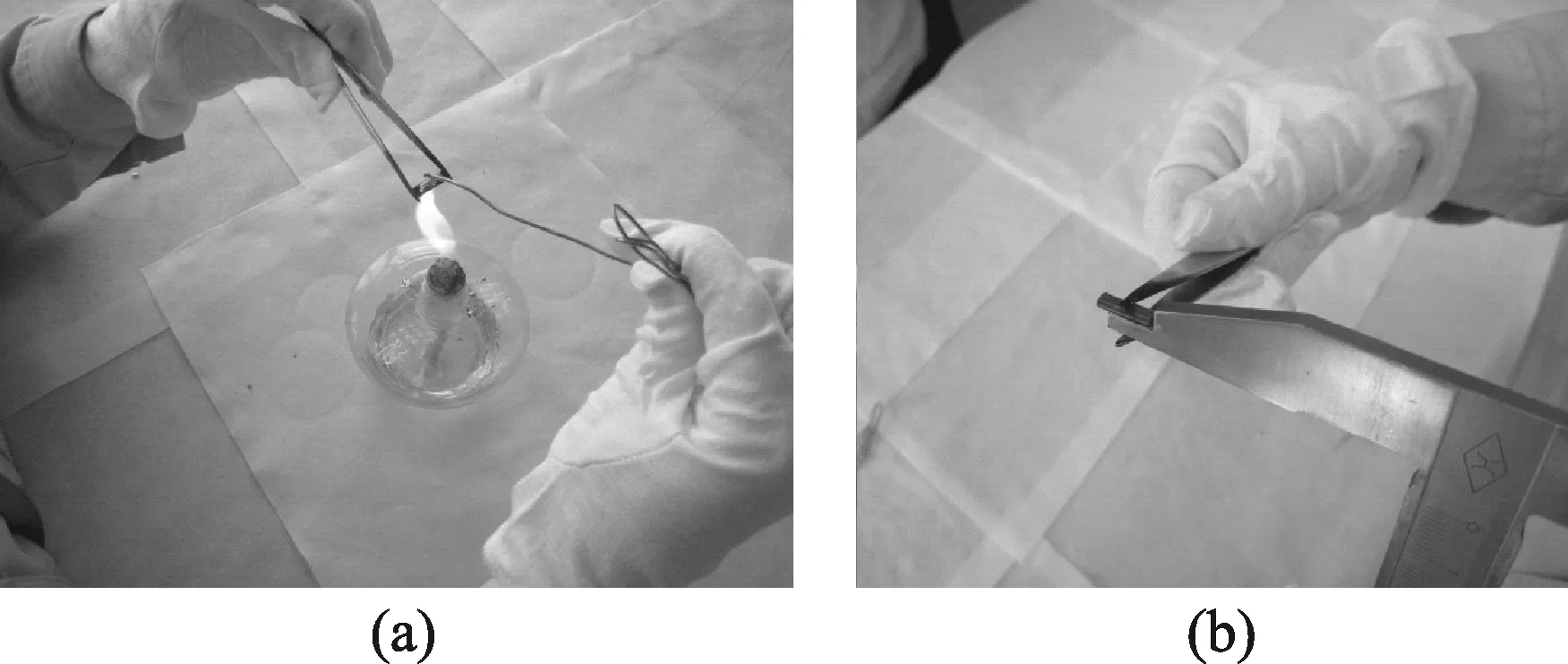
图2
2.3 焊接后的修磨
修磨时要拿平锉修磨,先用一般匾平锉进行粗锉,等到尺寸留量约为0.10mm时用组锉修磨,当尺寸留量约为0.05mm时用碳化硼油石修磨到规程要求的尺寸,最后用金相砂纸进行抛光。修磨中一定按照测量轴线大于测量母线,两个内量爪圆弧半径相等为原则进行,尽量使两圆弧对称、美观。圆弧内量爪截面图见图3a,修复后的内量爪见图3b、3c。
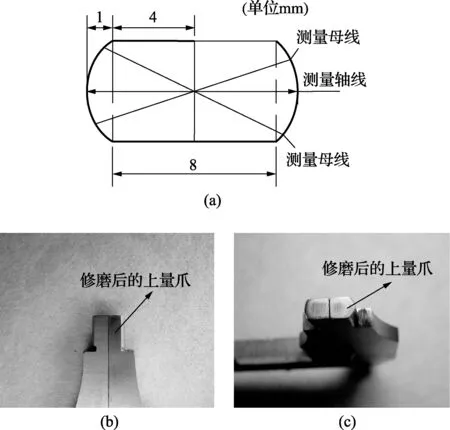
图3
带有圆弧内量爪的卡尺在使用中,因上量爪先接触工件表面,故上量爪磨损比较严重,所以经常对上量爪进行基本尺寸的修复;如果下量爪尺寸磨损变小,可上、下量爪同时进行焊接修复。
3 结束语
按照焊接焊片修复圆弧内量爪基本尺寸的方法,不仅节省了资源,还可使圆弧内量爪基本尺寸永远保持在规程要求的范围内,如果超差可随时进行焊接修磨,这种修复方法,能让使用者不必修正就可直接进行测量,使用起来非常方便。
[1] JJG 30—2002《通用卡尺》检定规程
[2] 王荣宝,葛文城.游标卡尺调整零位的修理.计量技术,2002(1):55
[3] 张吉稳.游标卡尺修理.计量技术,2002(10):49-51
[4] 尹文军,罗城钢.对游标卡尺内量爪检定的两点建议.工具技术,2004(5)
猜你喜欢
电子乐园·下旬刊(2022年6期)2022-05-16 03:54:52
四川劳动保障(2021年3期)2021-01-27 19:50:42
装备制造技术(2020年9期)2021-01-26 00:15:30
世界汽车(2020年6期)2020-12-28 02:40:14
中学生数理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:02
当代陕西(2020年24期)2020-02-01 07:07:12
风能(2015年4期)2015-02-27 10:14:39
计量技术(2014年10期)2014-04-15 21:00:27
计量技术(2013年11期)2013-05-14 07:26:48
数理化学习·高三版(2009年6期)2009-07-30 09:09:54
