
设备运行状态声音采集分析系统设计
2013-05-10 11:05张从鹏皮世威
制造业自动化 2013年10期
张从鹏,皮世威
(北方工业大学 机电工程学院,北京 100144)
0 引言
噪声是设备运行中的重要参数之一,其中包涵了有关运行状态的丰富信息。目前,对于设备运行状态特征的测量主要是采用加速度等接触式传感器,来面向相应的物理学参数进行测量,例如切削力大小,位移等。这些测量方法对于传感器的安装和实验设备要求具有一定的局限性。本文搭建的设备运行状态声音采集分析系统,采用无接触式传感器进行噪声测量,通过时、频域分析方法,可以精确获得设备的运行状态,用以保证设备的正常运行。
1 测试系统的硬件组成
系统的硬件组成由高灵敏度传声器、信号放大器、信号调理仪、A/D采集卡以及计算机组成,如图1所示。系统采用CHZ223型驻极体传声器,其理论灵敏度为-29.0dB re 1 V/Pa。前置放大器采用4mA恒流源供电,BNC接口输出,适合于远距离信号传送。信号调理仪采用5倍固定增益以调节电压信号。考虑到测试系统的灵活性,选取USB-2523型采集卡,最大采样频率可达1MHz,采样分辨率为16 bits,能够满足绝大多数的设备噪声采集要求。通过搭建声音采集分析系统的硬件平台,实现对设备运行状态的实时监测和高精度测量。
2 系统的软件开发
2.1 软件功能模块
声音采集分析系统的软件部分是基于声音对设备运行状态监测技术的核心。本文所介绍的采集分析系统支持多通道声音信号采集、不同型号传感器标定。系统包涵丰富的数字信号分析处理算法,如时域加窗、FFT算法、数字滤波函数等,以满足采用多种算法结合的分析方法的要求。通过系统软件模块对噪声信号进行分析处理,完成对设备运行时所产生噪声中的特征变量的辨识,达到对设备运行状态的监测。另外,系统软件应具有一定柔性,以满足不同的测试条件和设备要求。测试系统的软件功能模块框图如图2所示。
本文所介绍的系统是基于visual studio2008开发平台开发的。噪声采集界面如图3所示,分析界面如图4所示。

图1 硬件系统框图
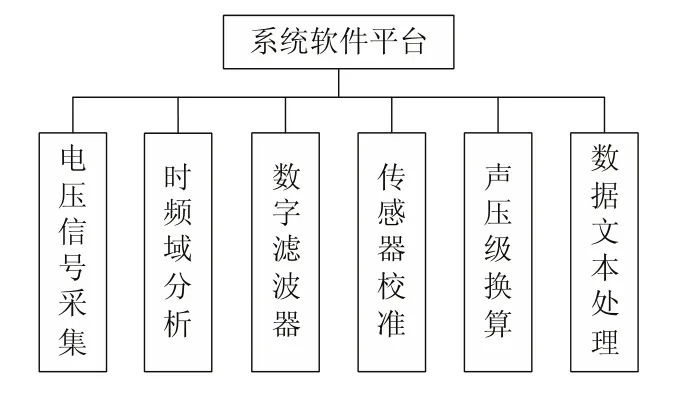
图2 软件功能模块图
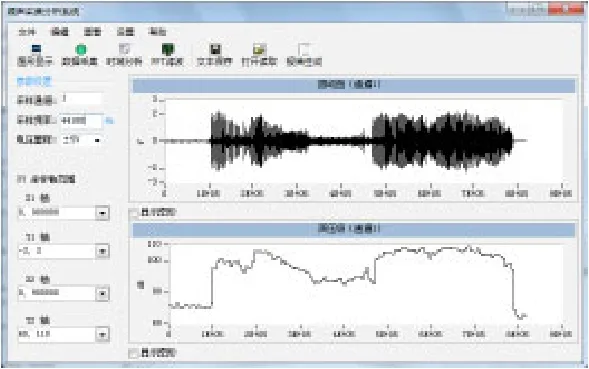
图3 系统采集模块界面
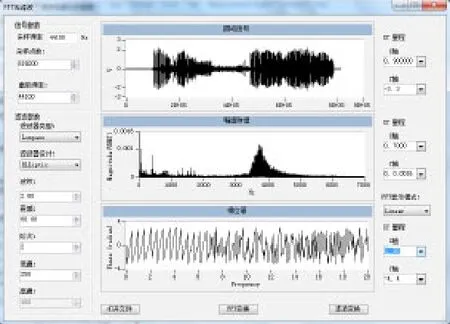
图4 系统时频域分析和数字滤波模块界面
2.2 传声器的标定
传声器采集到信号是在声场中某一点距离声源的振动时域信号。图4中振动图(通道1)所示的是经A/D转换成电压值后的噪声振动信号。系统采集过程中,传感器的灵敏度起到了关键的作用,灵敏度的计算如式1所示。

式中:S—传声器的声压灵敏度,mV/Pa。
U—传声器输出端电压,V。
p’—校准器中的声压,Pa。
校准器的声音信号输出一般用声压级表示,利用公式2将声压级换算回声压:

式中:p0——基准声压值,取20μPa。
Lp——校准器中的声压级,dB。
实际测试中,由于p的大小趋近与1 Pa,将电压信号转变为声压信号的方法一般是将电压有效值除以系统灵敏度,系统灵敏度包括了传声器的灵敏度、放大倍数、以及各种滤波衰减。不同实验条件下的系统灵敏度各自不同,实际测量中系统灵敏度可以通过校准器来校准。本文中采用的校准器发出的1000Hz,94db的标准正弦信号,通过测试系统采集校准器发出的信号,得到的电压有效值即为系统的灵敏度,单位为mV/Pa。通过测量计算得到本文所介绍的噪声测试的实际系统灵敏度为165.4mV/Pa。
转化为的声压信号为瞬时声压,瞬时声压由于变化太快,不方便使用,一般采用有效声压进行计算。在一定时间间隔内,瞬时声压对时间取均方根值则为有效声压,如式3所示:

式中:p——瞬时声压值,也就是振动幅值,Pa。
T——平均的时间间隔,可以是一个周期或者比周期大得多的时间间隔,s。
得到有效声压之后,计算出有效声压的声压级,如式4所示:

式中:Lp’为噪声信号的声压级
换算声压级后的信号图如图6所示。
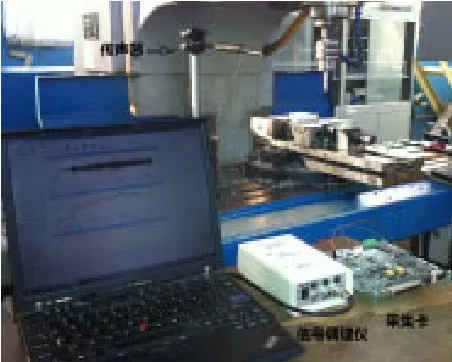
图5 实验现场运行图
3 测试实验
本文通过实验来验证测试系统采集分析模块的性能。测试实验基于HK5032型铣床,对简单的金属铣削过程进行噪声测试,实验现场运行图如图5所示。实验采用单通道信号采集,为了使测量数据最大程度的接近实际情况,将传声器架设在距离铣削加工面0.2m的位置,并对传感器系统进行调试和改善,以尽量减少背景噪音的干扰。
为了保证采集信号的高保真性,采用44100Hz的采样频率对典型工况进行信号采集。实验选取从主轴静止时刻为零点,到加工结束停止为终点,对噪声信号进行时、频域上的初步地分析。实验产生的噪声信号的振动、声压级、和频谱图分别如图6、图7、图8所示。
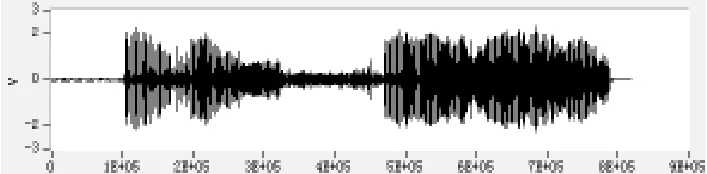
图6 噪声信号在44100Hz采样频率下的时域图
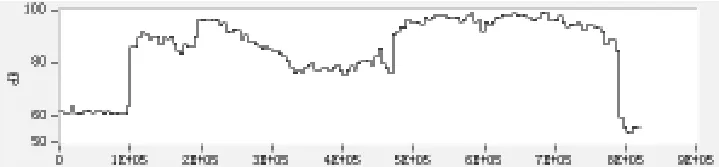
图7 声压级在44100Hz采样频率下的时域图
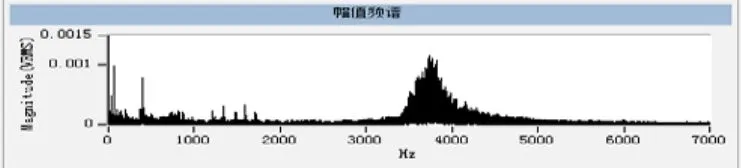
图8 FFT之后0~20kHz段的频谱图
设备运行过程中产生的噪声声压级的变化与振动信号的幅值和频率有关。瞬时声压越大,有效声压级越大;频率越高,有效声压级也越大。频域上主要能量集中在3800Hz左右。本测试系统通过铣削噪声测试实验,很好地完成了铣削噪声的数据采集,在线监测和时频分析。在满足现场测试需求的条件下,能够精确地测量到铣削过程中噪声信号的时频域上的特征。系统运行稳定,测试效率理想。
4 结论
通过搭建噪声测试系统,能够对设备运行状态进行实时监测。实现了对设备噪声在时、频域上的基本分析功能,具有可观的扩展功能以及柔性。经分析得到噪声信号的不同特征,可用以对不同工况的识别和监测。通过实验验证,基于噪声信号对设备运行状态进行监测是一项可行的方法,该方法可替代人耳对设备加工状态听测的传统方法。
[1] 马瑞,王增才,王保平.基于声波信号小波包变换的煤矸界面识别研究[J].煤矿机械2010(5):44-46.
[2] Congpeng Zhang. Development of flexible threedimensional machining force measurement and analysis system. 2011 Second International Conference on Mechanic Automation and Control Engineering (MACE),Page(s):7299-7302.
[3] 李峥,刘强.基于切削噪声测试的数控加工颤振识别系统[J]. 机床实验研究技术.2009(2):16-18.
[4] 薛宝.C#2008编程参考手册[M].清华大学出版社,2009.
[5] 胡广书.数字信号处理理论、算法与实现[M].清华大学出版社,2010.
猜你喜欢
压电与声光(2022年3期)2022-07-16
机械设计与制造(2022年4期)2022-04-28
科学技术创新(2020年19期)2020-07-03
演艺科技(2019年4期)2019-03-30
汽车工程(2018年12期)2019-01-29
振动工程学报(2017年5期)2018-03-05
计算机辅助工程(2017年4期)2018-02-01
中国测试(2017年4期)2017-07-18
演艺科技(2016年7期)2016-11-16
演艺科技(2013年2期)2013-09-19
