车用缠绕气瓶声发射检测初步研究
2013-05-03 09:11朱祥军邱海峰叶休强
中国测试 2013年2期
朱祥军,金 莉,吴 怡,邱海峰,叶休强,车 亮
(1.川庆钻探工程公司安全环保质量监督检测研究院,四川 广汉 618300;2.川庆钻探工程公司钻采工程技术研究院,四川 广汉 618300)
0 引 言
目前石油价格不停攀升,作为城市交通重要工具的汽车越来越多的开始使用天然气,绝大多数出租车已经安装了气瓶,现在常用的车用气瓶是部分缠绕式气瓶。缠绕式气瓶是通过在金属或非金属内胆上缠绕浸渍过的高强度纤维制造而成,具有质量轻、强度高、抗疲劳性能好等优点,目前逐步在航空航天、船舶等军工领域展开应用研究。受到复合材料制造工艺复杂、干扰因素较多等影响,如何保证这类气瓶的质量和强度一直是检测领域的难题。
声发射(acoustic emission,AE)是 20世纪六、七十年代发展起来的一种无损检测(NDT)方法,是一种动态无损检测技术,相对于常规的无损检测来讲,具有动态检验、检测不受材料限制、灵敏度高、可对大型构件实行整体检测等优点。近年来,这项技术已在石油化工、航天航空、水利电力、交通运输、机械、建筑等行业得到较广泛的应用[1-3]。声发射技术具有检测危害结构安全的活动性缺陷、对构件提供整体或大范围的快速检测、提供缺陷随载荷、时间、温度等外变量变化的实时或连续信息等特点。研究人员正需要利用声发射的这些特点为车用缠绕气瓶找出检测方法。
1 气瓶表面衰减和声速测试
本次研究的对象为国产玻璃纤维缠绕的复合气瓶,如图1所示。缠绕层只覆盖了瓶身,封头部分未覆盖,这种气瓶设计压力为30MPa,使用压力为20MPa。为保证研究结果的准确性,采用10只气瓶进行研究,这10只气瓶都是同一厂家生产,制造工艺完全相同。

图1 气瓶外观图
气瓶两端封头为优质铬钼钢,中间为金属材料外包裹玻璃纤维。从结构上来看可以选择将传感器放置在封头金属材料上,也可以放置在玻璃纤维上,为验证哪种方式更好,特进行对比试验。两种方式衰减测量结果对比见表1。
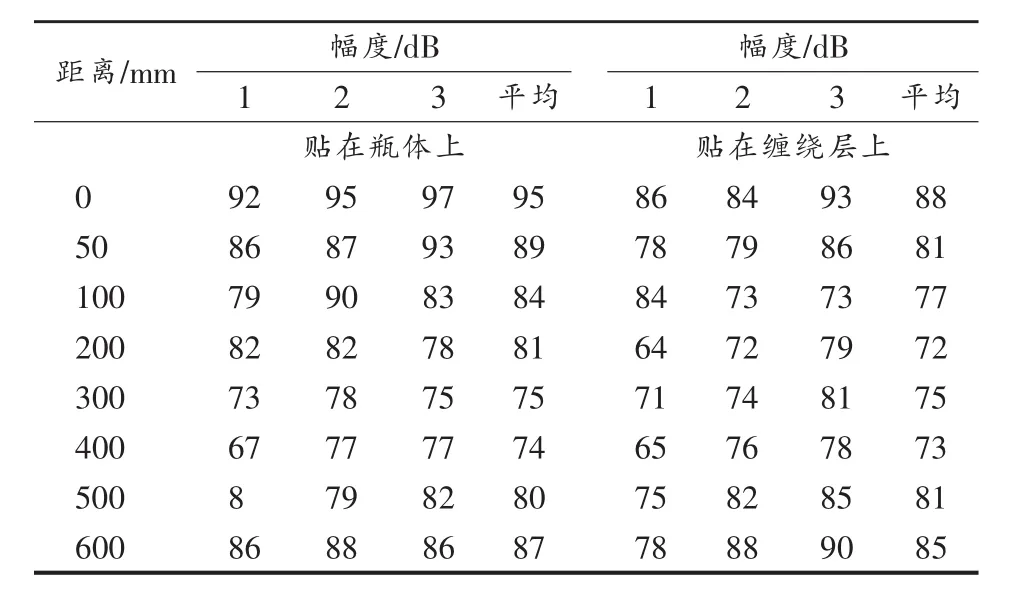
表1 两种方式衰减测量结果对比表
可以看出,两种方式的布置都有相同衰减特性,而且由于放置在金属材料上传感器的耦合性能更好,声波传播途径要简单一些,因此接受的信号幅度更高些。距离传感器远一些之后,两种方式的衰减值已经完全一致。
由于车用气瓶所用纤维采用单向缠绕方式,不会存在各向异性,因此利用公式计算以及现场验证,得到金属封头和中间纤维的平均声速:V封头=4200m/s,V缠绕层=2600m/s。
2 选择定位方式
声发射的定位方式分为时差定位和区域定位[4],其中时差定位又分为平面定位、线性定位、柱状定位以及三维定位。简单的在瓶体上布置4个传感器,经过一次加载试验后,采用平面定位和区域定位两种方式分别进行数据分析。
时差定位得到的声发射事件数远小于区域定位,其数量只有区域定位的1/20~1/8不等。数据量的减少大大缩减了数据分析的工作量,有利于提高检测效率。另外时差定位所得的声发射事件不仅包含了声发射源的位置信息,而且还包含了组成该事件的其他通道的相关信息,这是区域定位所不具备的,这些信息对于损伤严重性的判断具有不可忽视的作用。综合试验结果,最终采用时差定位方式。
气瓶壁薄,外形规则,对于瓶身部分可以直接采用柱状定位方式,但是钢瓶存在两个封头,封头只能采用平面定位。为了在采集数据以及分析数据时避免检测人员混淆两种定位数据,最好统一采用平面定位方式检测整个瓶体,传感器布置图见图2。而且由于存在缠绕层,因此必须对传感器布置在瓶体和缠绕层上的定位结果进行对比,试验数据见表2。

图2 传感器布置图
从表2可以看出,第一种方式定位误差最大为4.79%,第二种方式定位误差最大为4.78%,两种方式的定位误差相差不多。从定位对比以及数据传播特性方面考虑,缠绕气瓶的声发射检测方案为:传感器布置在金属表面上,采用时差定位中的平面定位方式。
3 缺陷信号识别
通过对10个气瓶的研究发现,在稳压阶段、升压阶段、工作压力阶段、设计压力阶段都产生大量声发射信号,而且由于纤维缠绕层的存在,信号衰减很大,很多中等幅度的信号也不能轻易划归为噪声干扰信号,这和常规钢制气瓶的声发射数据分析完全不同。而且缠绕气瓶在稳压过程中由于纤维受力不容易稳定,因此稳压过程一直有声发射信号产生,研究人员进行2个多小时的稳压,结果声发射信号一直不断。
为此,研究人员针对信号幅度、能量、振铃计数、ASL、波形分析、费利西蒂比和恒载声发射延续时间等相关数据参数进行逐一分析,力争发现缠绕气瓶的信号规律[5-9]。经过大量的试验、数据分析以及资料调查[10],最终发现利用费利西蒂比可以有效进行数据分析,判断气瓶是否存在严重缺陷。
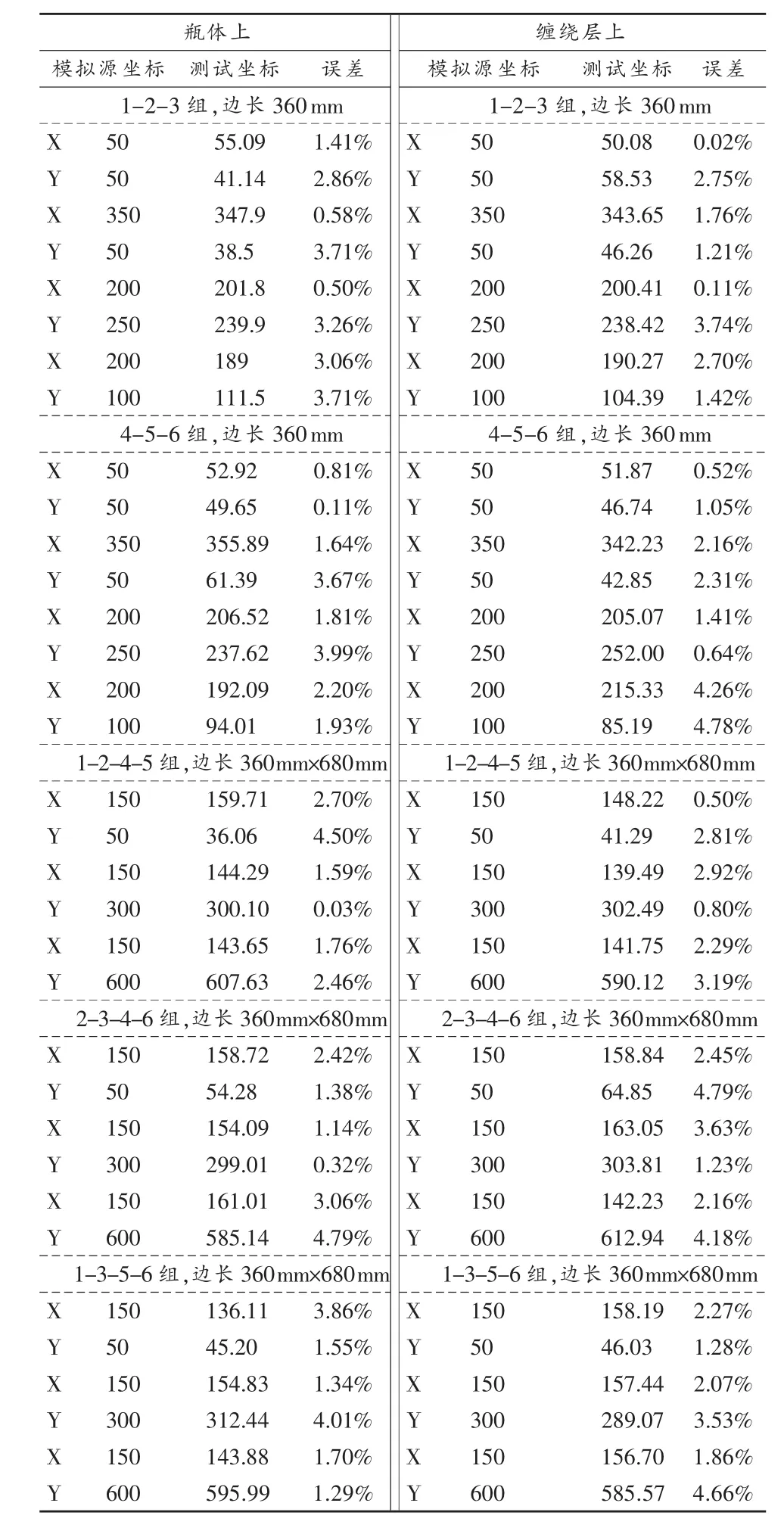
表2 气瓶定位对比试验数据表
费利西蒂比是指在相同检测灵敏度下,二次加压出现明显声发射时的压力与第一次所加最高压力之比。费利西蒂比值越大,说明二次加压声发射起始压力越高,先前的加压过程对被检件造成的损伤越轻。
如何确定二次加压过程出现明显声发射并没有统一的标准,通过研究发现选取声发射事件率不小于每秒3个作为明显声发射的表征是合适的。
气瓶在安装完成后,首先进行多次预压以进行排气和检漏,随后进入正式加压程序。表3列出了10个气瓶分别对应20MPa和30MPa下的费利西蒂比值F20、F30的计算统计结果。
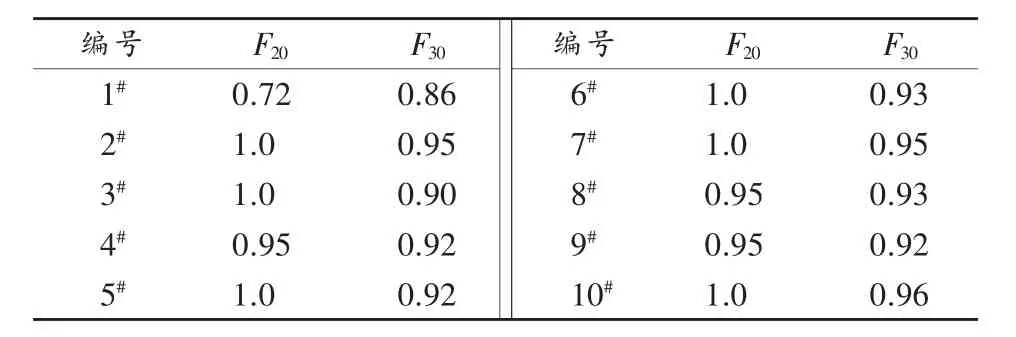
表3 10个气瓶费利西蒂比值统计结果
从表3可以看出,除了1#气瓶外,其他的气瓶F20都大于0.95,而且存在F20>F30的关系。这是由于试验压力增加,使得气瓶制造应力的进一步充分释放,以及气瓶复合层弱界面、弱纤维的损伤断裂扩展等声发射机制的活跃增强造成的。
观察1~10#气瓶的F值发现,除1#气瓶外,其余各气瓶的F20值均不小于0.95。对比爆破压力结果,如表4所示,发现除1#气瓶外,其余9个气瓶爆破压力均超过了设计压力。分析认为:将0.95作为费利西蒂比的一个重要门槛,F20小于0.95则预示该气瓶的工艺质量有较严重的问题,并可能影响到爆破强度合格与否。
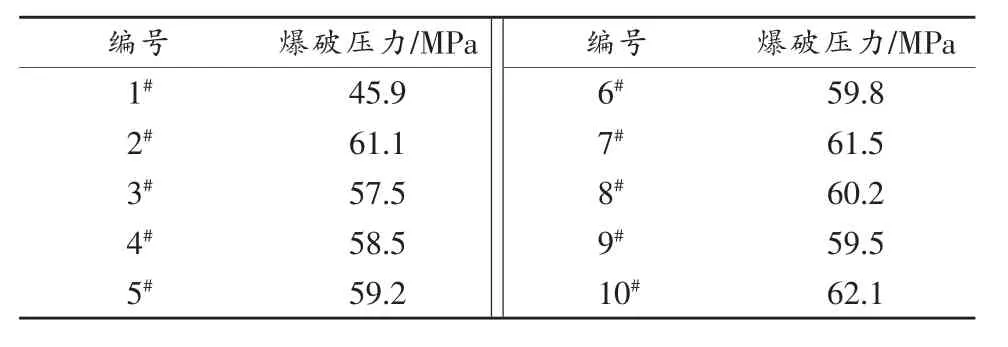
表4 气瓶爆破试压记录表
2#~10#气瓶在各压力下的费利西蒂比值均高于1#气瓶,并且都≥0.90,从最终爆破压力来看,9个气瓶的爆破压力值均大于气瓶的设计压力。对比9个气瓶,其工艺状态完全一致,F30的值存在如下关系:10#>7#=2#>8#=6#>9#>5#>4#>3#,而爆破结果也呈现出相同的规律。由此可见,F30值表现出对气瓶爆破强度合格与否进行预测,F30越高则说明气瓶质量越好,可以承受的压力等级越高。
4 验证检测
选择探伤未发现缺陷的气瓶为对象进行验证检测,验证程序如下:
(1)完好状态下进行水压试验;
(2)在气瓶缠绕层上人工切割一个裂口,长5mm,深3mm,然后进行水压试验;
(3)将人工裂口扩大至10mm,然后进行水压试验;
(4)将人工裂口扩大至15mm,然后进行水压试验。
每个过程中的费利西蒂比统计如表5所示。
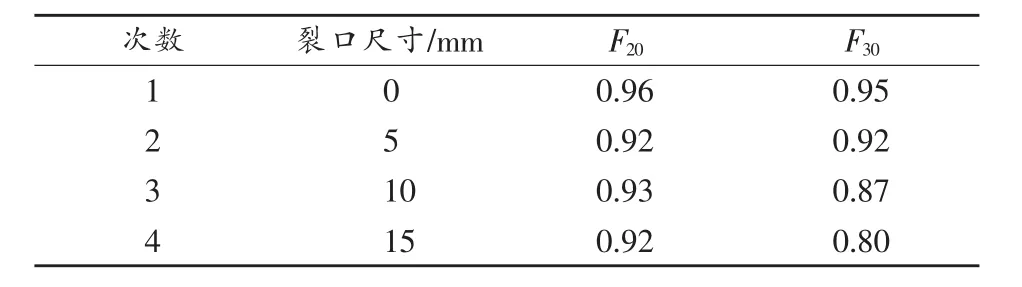
表5 验证试验过程中的费利西蒂比
可以看出,没有做人工裂口时,F20>0.95,一旦气瓶缠绕层上有裂口,则F20<0.95,而且还发现F20不会随着裂口尺寸的变化而变化;但是随着裂口逐步扩大,F30会越来越小,由此证明研究的结果完全正确。
5 结束语
对缠绕式气瓶,将0.95作为费利西蒂比的一个重要门槛,F20<0.95则预示该气瓶的工艺质量有较严重的问题,并可能影响到爆破强度合格与否。F30值表现出对气瓶爆破强度合格与否进行预测,F30越高则说明气瓶质量越好,可以承受的压力等级越高。
声发射检测只是无损检测的一种,它的一个明显缺陷就是不能定量,声发射检测后的结果必须用其他无损检测方式来验证。费利西蒂比与气瓶损伤严重性程度的具体关系,还需要进行大量气瓶的爆破数据来证明。
[1]耿荣生.声发射技术发展现状-学会成立20周年回顾[J].无损检测,1998(6):151-154.
[2]袁振明.声发射技术及其应用[M].北京:机械工业出版社,1985:46-71.
[3]袁振明,马羽宽,何泽云.声发射技术及其应用[M].北京:机械工业出版社,1985.
[4]沈功田,耿荣生,刘时风.声发射信号的参数分析方法[J].无损检测,2002,24(2):72-78.
[5]任荣镇,袁振民,侯继东.复合材料高压气瓶声发射检测研究[J].材料工程,1996(10):14-16.
[6]金周庚,潘向华,朱成,等.碳/氧复合材料破坏过程声发射表征[C]∥第五届全国声发射会议论文集.张家界:1993:47.
[7]刘哲军,朱军辉,程茶园.声发射技术在我国航天工业中的应用进展[C]∥第十届全国声发射会议论文集.大庆:2004:28.
[8]马云中,杨明为,蒋智琼,等.大型复合材料容器异常性的声发射评估[C]∥第七届全国声发射会议论文集.上海:2001:104.
[9]傅明远.玻璃钢球形压力容器的声发射检验[C]∥第三届全国声发射会议论文集.长春:1986:11.
[10]邬丹丹,陈国清,周文龙.碳纤维缠绕复合气瓶的有限元数值分析[J].航天制造技术,2007(4):5-8.
猜你喜欢
中国特种设备安全(2022年3期)2022-07-08
大型铸锻件(2022年1期)2022-02-12
祝您健康·文摘版(2021年10期)2021-10-11
石油化工设备(2021年4期)2021-07-21
装备制造技术(2020年4期)2020-12-25
疯狂英语·新阅版(2019年9期)2019-09-10
今日农业(2019年15期)2019-01-03
劳动保护(2018年8期)2018-09-12
中国设备工程(2015年9期)2015-01-26
劳动保护(2014年1期)2014-01-02