
车灯行业中常用的几种熔着技术
2013-04-29 01:31王子敬
科技资讯 2013年9期
关键词:车灯
王子敬
摘 要:介绍几种常用的熔着技术的原理,各自的特点,以及在车灯行业中的应用。
关键词:车灯 熔着技术 熔着
中图分类号:U463.6 文献标识码:A 文章编号:1672-3791(2013)03(c)-0098-01
车灯生产过程中的结合工程,主要是指灯罩和灯榖的接合,它分为熔着和接着两类。熔着技术包括:熱板、振动、超音波、热胶、激光、红外线和热风熔着;接着技术包括:热美露脱和弹性美露脱。本文主要介绍了几种常用的熔接技术。
1 激光熔着
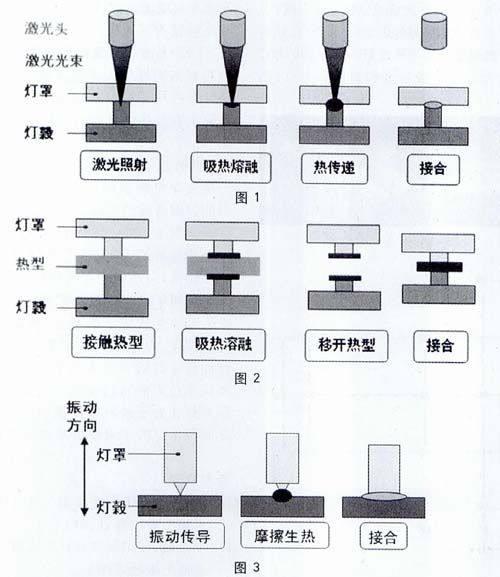
激光熔着由激光照射、吸热熔融、热传递和接合四个步骤完成(如图1)。激光穿过透明灯罩到达灯毂,将灯榖的熔着筋熔融,灯毂的热量反传给灯罩,使灯罩的表层熔融,在保持加压的状态下,灯罩和灯毂的接合处相互熔着。激光熔着由于其本身特点,对于使用材料有一些特殊要求:灯罩为了让激光透过,可以使用透明色、红色或者琥珀色材料;灯榖为了吸收激光的热量,可以使用黑色、灰色、红色等等,但是白色材料会因为产生反射而不是吸收所以不可以使用。
采用激光熔着有许多优势,例如:(1)提高熔着部的外观性。热板熔着时,熔着面有细微的气泡,对于熔接碎屑需要用灯罩的花纹、皮纹或者涂装来遮挡。激光熔着时,熔着面没有气泡,无需用灯罩花纹遮挡。(2)提高制品的设计自由度。(3)由于不需要使用热型,可以缩减设备费。(4)减少消费电力,因为不需要预热,只在熔着时消费电力。
为了使熔着处更加美观,有两点必须要保证:(1)熔着前灯罩和灯榖的熔着筋能够完全接触,这样熔着时灯榖的热量才能无损地传递给灯罩,否则空气层造成的断热会使灯榖异常发热,导致发泡或熔着失败。(2)进行强制加压,不仅可以确保部品间的完全接触,还能防止灯榖熔融时体积膨胀。
2 板熔着
热板熔着由接触热型、吸热熔融、移开热型和接合四个步骤完成(如图2)。灯罩和灯榖的熔着筋同时与热型接触,进行加热,使熔着筋成为熔融状态,热型移开,将熔融面进行接合,加压并保持该状态,直至自然冷却。
这种技术一般采用抽板式,利用电加热原理,通过加热热板装置,融化工件。所以它不受制品材料、尺寸限制,制品的设计自由度较高。而且它的密封性较好,还可以根据不同的制品形状制作不同规格的热板模具。不过,因为熔着面会有细微气泡产生,离开热型时会产生丝状树脂,所以外观性较低,必须采用花纹等措施来遮挡。另外,因为要加热热板,并让溶着面熔融,制作工件的循环时间较长。
为了提高外观性,降低气泡产生率,可以采用以下几种措施:(1)保持长时间低温熔着条件。(2)热型表面要进行精加工。(3)提高制品熔着面和热型的接合精度。(4)熔着面形状尽量简单化
3 超音波熔着
超音波熔着是利用超音波换能器把高频电能转换为高频率机械振动能,灯罩和灯榖在加压的条件下,接触面发生摩擦产生热量,熔着筋熔融接合。(如图3)
超音波熔着适用于熔着面积较小,结构规则和热塑性高的制品,并且要求熔着面精度较高。但是,因为不需要热型所以没有丝状树脂,熔着面气泡少,熔着时间短。可以用于独立的小灯,如侧标识灯。
4 振动熔着
振动熔着是灯罩和灯榖在加压的条件下进行振动,接合面相互摩擦产生热量,熔着筋熔融并接合。振动熔着有两种形式,直线型和旋转型,即振动时按照直线或者圆形进行往复运动。振动熔着因为不需要热型,所以不会产生丝状树脂,熔着面气泡少,熔着时间短。但是对于制品形状有一定要求;熔着时会产生异物,在摩擦开始且未产生热量时,就会有碎末;熔着压力越大,异物就越多,且这些异物不能避免。
上述几项熔着技术,本公司在许多车灯上都已经成功运用,随着汽车行业的发展,更多的技术工艺会愈加成熟。
参考文献
[1]余乐鸿,朱庆棠.热板焊接及其在车灯行业的应用[J].汽车电器,1995(6).
[2]陆淳豪.汽车灯具中几种常用的塑料焊接工艺[J].中国照明电器,2000(5).
猜你喜欢
装备制造技术(2020年4期)2020-12-25
制造技术与机床(2019年12期)2020-01-06
华人时刊(2019年13期)2019-11-26
汽车与驾驶维修(维修版)(2018年11期)2018-12-01
汽车实用技术(2017年9期)2017-12-05
汽车维修与保养(2017年7期)2017-11-01
重庆文理学院学报(社会科学版)(2017年2期)2017-05-03
电子制作(2017年9期)2017-04-17
铁道通信信号(2016年5期)2016-06-01
汽车科技(2014年6期)2014-03-11
