
上海660MW汽轮机液压盘车离合器损坏原因分析及改进
2013-04-17 14:08:46王伟奇
河南科技 2013年3期
王伟奇
(河南第一火电建设公司,河南 郑州 450012)
河南第一火电建设公司承建的伊川龙泉金亨电力有限公司2*660MW机组,系上海汽轮机厂引进西门子技术制造的超超临界660MW新类型汽轮机组,本机特点为轴承座采用无台板支撑结构,通过轴承座下方调整顶丝对轴承的纵横几何尺寸、标高进行调整,调整完成后直接对五个轴承座进行二次灌浆高;高、中压缸采用模块结构,出厂为整装供货,现场无须揭盖检查;低压外缸采用无台板结构,散件供货,且不承载低压内缸重量,整个外缸重量作用在凝汽器上,低压内缸通过猫爪直接承重在轴承座上;汽轮机轴系轴承采用单轴承支撑设计,高、中、低压转子均为联合轴承,轴承承载负荷大,轴系找中连接完成后,对高、中压缸模块进行碰擦试验检测通流间隙。汽轮机盘车装置采用液压注塞式星型液压马达传动装置,动力液采用汽轮机顶轴油系统,安装在汽轮机高压缸前轴承座(#1瓦座)处,盘车转速54~60r/min。
本文根据#1汽轮机在试运行中,液压盘车装置离合器出现的问题,认真分析汽轮机液压盘车装置的工作原理及其运行特性,查找问题的原因,采取相应的技术措施,并在运行实践中收到了良好效果。
一 存在问题及现象
盘车装置在锅炉吹管前调试并投入,吹管期间(约3天)先后启动三次连续运行,没有发生异常。吹管后于中压缸温度100℃以下停盘车,也无发现异常,约一天后发电机检漏打风压试验,再次启动盘车装置未启动起来,3分钟后再次启动盘车,经现场检查液压盘车内有转动噪音,确认内部部套有局部损坏现象。将#1轴承箱上盖打开后,发现放在轴承箱底部强力磁棒上吸附很多金属碎销后,确认盘车装置离合器叶片磨损。经多方协商研究,决定返厂检修。经厂家解体检查发现:传动轴瓦下瓦磨损较重;离合器叶片打碎;φ40传动轴扭弯,弯曲度0.11mm。
二 原因分析
经多方面分析归纳出两种原因:
1.设计图纸规定的盘车小轴与汽轮机大轴联接的中心问题,厂家要求0.05mm至0.1.mm,现场实际为0.10mm。
2.经厂家经验介绍,盘车装置动力设定保护系统,力矩过大时候自动盘车容易投不上,需采用人工盘车,强行投入会造成离合器叶片损坏。
3.实际盘车负荷过重,启动力矩过大。因盘车出现故障时经测量#7轴瓦未能按要求0.05mm至0.10mm。顶起高度(只有0.03mm)
三 问题处理及有关改进
(1)在上海汽轮机股份有限公司,对磨损严重的传动轴瓦下瓦和打碎的离合器叶片进行更换;对φ40传动轴进行更换。
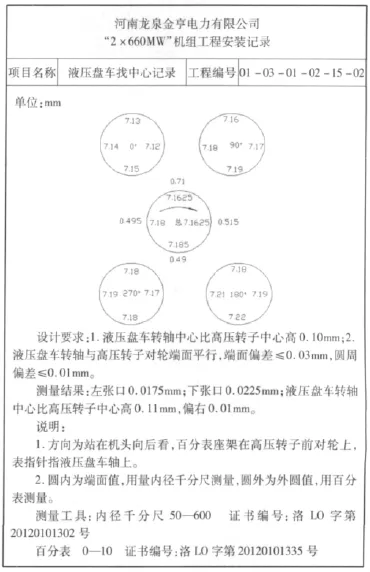
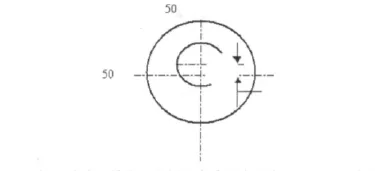
(2)改进对轮中心:由原制造厂设计中心(见附图一)盘车小轴高0.10mm改为0.05mm(降低5丝),现找正记录见附图二。
附图一 依据上海汽轮机股份有限公司设计要求,液压盘车损坏前找中心记录
附图二 改进后盘车找中心记录盘车小轴与汽轮机转子找中心记录:(单位:丝)
(3)减小启动力矩方面:
对顶轴油及汽轮机轴顶起高度重新进行调试详见附图三,并要求今后每次启动盘车前要确认每个轴瓦顶轴油压及顶起高度符合并调整至最佳位。
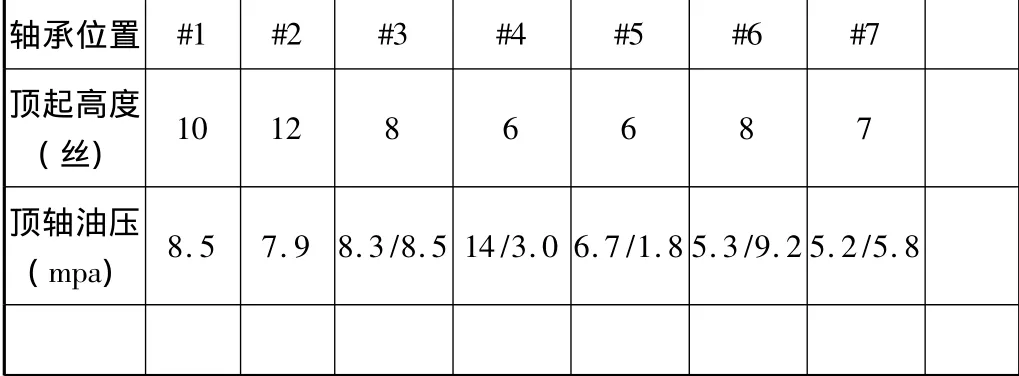
附图三 顶轴油调试及汽轮机轴顶起高度记录:
(4)由于盘车装置功率小的原因,启动盘车前要手动盘车1~2圈后再投入液压盘车装置。
四 防范措施
据上海汽轮机股份有限公司介绍,该型盘车装置在多个新建电厂厂出现离合器损坏问题,务请运行操作注意!
(1)盘车装置启动前条件:润滑油系统油压调整符合要求,并作记录;顶轴油系统油压调整好,记录各瓦顶轴油压及顶起高度,确保各瓦已顶起5-10丝,并记录各瓦顶轴油压及其顶起值;润滑油温控制在30℃以上(最好35℃以上),并作好记录;顶起大轴后,先手动盘车数圈,证明转子灵活、无卡涩或摩擦现象;启动盘车前要联系安装单位及工程部汽机值班人员,作好记录并手动盘车;当以上条件满足后,再启动盘车装置。
(2)投入盘车装置,盘车转速应在54-60r/min,当盘车装置运行稳定后,作好以下记录:润滑油压/油温,各瓦节流阀后油压值;各瓦顶轴油压;盘车转速;大轴偏心值;大轴位移值。
(3)鉴于该盘车装置在多个厂发生损坏,下步将在认真理解设计理念的基础上,组织QC课题攻关,望记录要准确及时并保管好。
五 效果
通过上海660MW汽轮机液压盘车装置在运行中所存在的问题的分析,实施了相应的技术措施。运行实践表明措施可行,效果良好。
猜你喜欢
大电机技术(2022年2期)2022-06-05 07:28:48
防爆电机(2022年1期)2022-02-16 01:14:00
装备制造技术(2020年9期)2021-01-26 00:15:06
装备制造技术(2019年12期)2019-12-25 03:07:46
Journal of Systems Engineering and Electronics(2018年2期)2018-04-27 06:38:37
中国铸造装备与技术(2017年3期)2017-06-21 11:33:34
水利科技与经济(2017年10期)2017-04-25 00:20:58
设备管理与维修(2016年7期)2016-04-23 06:51:36
中国房地产业(2016年9期)2016-03-01 01:26:45
水电站机电技术(2014年3期)2014-04-06 16:56:22
