
可视化三菱e-f@ctory 自动生产线在实训教学中的应用
2013-04-09 06:54刘桂芝李小笠冯虎杨文亮
机械制造与自动化 2013年2期
刘桂芝,李小笠,冯虎,杨文亮
(南京工程学院,江苏 南京 211167)
0 引言
随着现代工业生产的发展,机电一体化集成技术的应用越来越广泛,正起着越来越重要的作用。特别是融机器人技术、数控技术、PLC 控制、物流管理、伺服驱动、气动驱动技术、液压控制技术、多种传感器以及CC-LINK 总线通讯、计算机及网络通讯等众多学科的应用于一体自动化生产线,已广泛用于工业生产的各个领域,并成为当今工业自动化发展的重要组成部分。
新形势下的产业界对工程人才的培养提出了新的要求。为了培养当前产业急需的自动化系统集成专门人才,创新工程教育的新模式,工程学院与三菱电机自动化(上海)有限公司合作,共同研发可视化三菱e-f@ ctory 自动生产线。生产线以地铁门禁系统连接器上典型零件的加工为基础,以三菱电机自动化公司的控制器为核心,以南京工程学院的校企共建实验室为平台,通过产学研合作,进一步开拓具有本校特色的工程实践育人环境和资源,探索以项目教学法为目的CDIO 工程教育改革模式,改过去学生的“听中学”为“做中学”,全面提高学生机电技术各方面的综合能力。本文详细介绍可视化三菱e-f@ctory 自动生产线的组成、特点及所进行的机电实验教学改革[1]。
1 可视化三菱e-f@ctory 自动生产线的组成
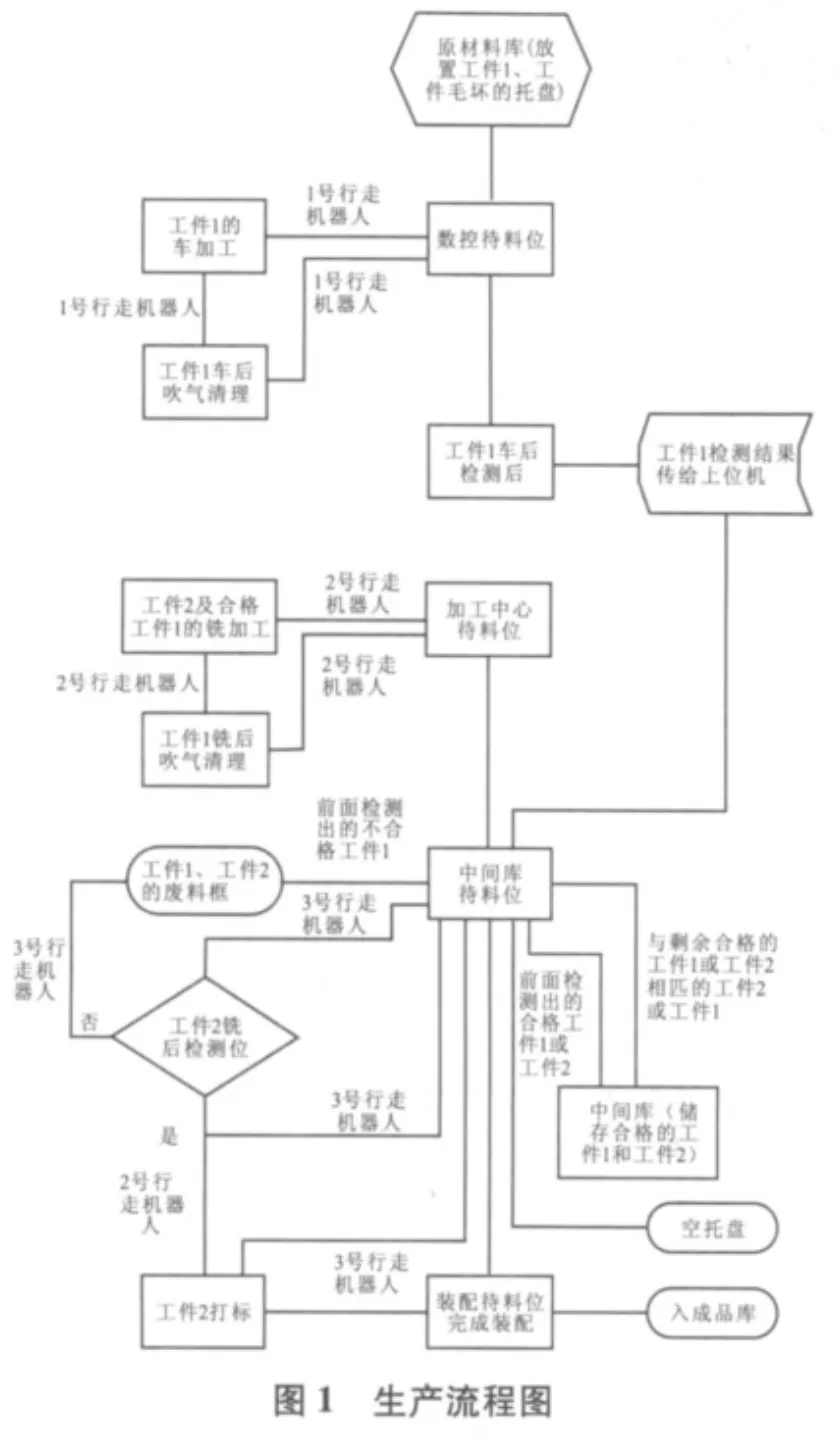
可视化三菱ef@ ctory 自动生产线是一种模块化、单元化的实验系统,它以典型零件的加工装配作为整个生产流程,实训者可以根据自己设计零件的加工工艺确定生产流程,由此可逐步培养学生的生产流程规划能力[2]。实训可分为不同的阶段,以单个独立单元训练为基础,再进行系统的扩展练习,将多个单元连接成一条完整的自动化生产线。该实验增强了学生对系统集成及物流概念的理解,比以前教学中只进行枯燥的理论讲解具有更好的教学效果。可视化三菱ef@ctory 自动生产线的生产流程如图1 所示。
可视化三菱ef@ ctory 自动生产线包含如下单元:总控制台、立体仓储单元、传送单元、数控车床机械人行走机构、加工中心机械人行走机构、清洗单元、检测单元、装配单元、合格品中转库、能量监控单元、视频监控系统、射频识别系统、展示板单元等。组成如图2 所示。

根据可视化三菱ef@ ctory 自动生产线的具体组成,系统涵括了机电一体化专业学习中所涉及的诸如电动机驱动、气动、可编程控制器、传感器等多种控制技术,给学生提供了一个典型的综合实训环境,使学生学过的诸多单科专业知识在这里得到全面认识、综合训练和相互提升。
该典型自动生产线包含了全部6 个制造单元和6 条传送带。生产流程涵盖了2 个零件从毛坯出库到加工完成并进行装配的合格的全部过程,体现了自动化生产线上物流的概念。其过程为:
1)接到生产指令,原材料库上料机械手根据库位管理判断料位并取出原料托盘,放入托盘换位工作站1 上的移动托盘上后→回到生产线上。
2)从生产线→运输线中转台站1→数控车床工作位监测点→行走机器人1 接信号抓原材料→进入数控车床的加工区。经数控车床的加工循环后,加工完毕→零件清理单元清理。
3)半成品零件清理后,回到生产线上→加工中心工作位监测点→行走机器人2 接信号抓车加工半成品料→进入加工中心的加工区。经加工中心加工循环后,加工完毕→零件清理单元清理。
4)成品零件清理后,回到生产线上→运输线中转台站2→装配区工作位监测点→行走机器人3 接信号抓取加工好的成品零件→进入零件检测台站进行检测。
5)零件检测完毕后,此时PLC 要进行判别:合格→零件放入托盘、进入机器人3→进入装配台站进行零件装配;不合格→进入托盘换位工作站2 上通知人工下料。
6)零件装配完毕→进入生产线上,经运输线中转台站3→装配成品件下料位检测点→进入托盘换位工作站3→装配件托盘下料入库,完成整个零件加工、装配循环。移动托盘回到生产线上经运输线中转台站4→进入原材料上料区,开始新的加工循环。
2 生产线可完成的实验实训项目[3-4]
设计好自动生产线的流程后,学生需要进行生产线的安装,实际确定各制造单元的安装位置,再调整每个单元中各零部件在单元工作台面上的位置,使其与前面单元和后面单元精确配合,保证工件顺利进出。生产线安装能提高学生的机械装配技能,并增加对各系统组成部分的认识。
a)传感器的使用
在模块化自动生产线中,传感器起着重要的作用。该系统所使用的传感器数量达40 多个,有光纤式、电感式、光电的以及磁性传感器,每种传感器都有各自作用,根据被检测物的性质不同发挥作用使系统得以可靠工作。学员可通过了解系统中各类传感器的工作特性来加强对这些传感器的感性认识,再结合老师对传感器的工作原理分析和特性演示,可使学员快速掌握所学知识。
b)气动技术的应用
该装置上使用了大量的气动元件,包括多种电控气动阀、多种气缸、气动手爪、真空吸盘、真空发生器、过滤减压阀等。实验中要求学生了解各种气动元件的工作原理和控制方法,并进行气路仿真,然后在系统的各工作单元上安装调试气动元件和设计好的气路。通过模块化自动生产线上的气动技术实验,学生能基本掌握当今工业实际中常用的气动元件使用方法,并能设计完整的气路系统,同时掌握对气路系统的调试、维修技能。
c)可编程控制器实验
目前,随着工业控制技术的进步,可编程控制器已广泛地应用于工业生产过程的自动控制领域,使工业自动化程度和生产效率得到极大的提高。可视化三菱e-f@ctory 自动生产线划分的六个工作站中,每个工作站都有一套三菱QPLC 可编程控制器,这使得本设备可以分成六个完全独立的工作单元,20 几个学生可以同时进行学习而且每个学员都有动手的机会。在该设备上学员不但可以学习PLC 的硬件和软件技术,而且可以学习PLC 之间的通信技术。为掌握学习PLC 的各方面知识提供了条件。使用PLC 控制和调试自动化生产线实验是一项综合性强的创新实验,不但需要学生具有扎实的机械调试、气动技术、传感器等多项基础知识,还要求学生具有较强的逻辑思维能力和梯形图编程技能,同时也在PLC 实验中得到巩固和强化。
d)电气控制电路实训
六个工作站的电控部分全部按照工业标准和习惯进行设计,并且以附件方式提供全部设计图纸和说明书。学员在该设备上可学习电路原理图分析、PLC 各I/O 地址查对和新设备电路连线分析方法。
e)机械系统安装和调试
六个工作站包括各种各样的机械工作系统,如转角工作台、倍速链机构、滚子链,带传动、清洗机构、CNC 加工设备、物料储存机构等,学员可对各个控制机构进行单站实训,也可将各个站进行重新组装,然后调试至正常工作状态,对整个系统进行联机实训。
f)现场总线实验
现场总线控制系统(fieldbus control sys tem;FCS)是20 世纪80 年代中期在国际上发展起来的新一代控制系统。它是信息数字化、控制功能分散化、开放式可操作的新一代工业自动化控制系统,同时也是信息技术、智能化、数字化、网络化向生产过程现场的发展。随着现场总线技术的发展及其在工业自动化领域的不断深入,现在众多大型的工业企业,如汽车、空调等企业都将其生产线的控制系统组成现场总线控制网络,实现生产过程的网络化控制。在可视化三菱e-f@ctory 自动生产线中每个单元配置的QPLC 可编程控制器都带有CC-LINK 总线功能,CCLINK 总线协议是一种国际化的、开放的、不依赖于设备生产商的现场总线标准,提供了一个从现场传感器直至生产管理层的全方位透明的网络,是开放式系统的典范。因此,对学生进行现场总线技术的实验,可以使其认识掌握先进控制方式和工业控制技术的发展方向。
g)生产线能量控制
通过对设备运行能源的可视化管理(manufacturing execution system,MES)能通过信息传递对从订单下达到产品完成的整个生产过程进行优化管理。当工厂发生实时事件时,MES 能对此及时做出反应、报告,并用当前的准确数据对它们进行指导和处理。这种对状态变化的迅速响应使MES 能够减少企业内部没有附加值的活动,有效地指导工厂的生产运作过程,从而使其既能提高工厂及时交货能力,改善物料的流通性能,又能提高生产回报率。在可视化三菱e-f@ctory 自动生产线中,MES 还通过双向的直接通讯在生产管理内部和整个产品供应链中提供有关产品行为的关键任务信息。并具体把握设备运行中能量消耗的动向,做到设备能量消耗最合适化。
3 结语
可视化三菱e-f@ctory 自动生产线是我校为开拓具有本校特色的工程实践育人环境和资源,探索以项目教学法为目的CDIO 工程教育改革模式,坚持“学以致用”的办学理念,专门设计研制的一种典型的结合实际产品加工生产的机电一体化实训设备。本生产线既适合现代工业零件的自动化生产,又适合工程类高等院校的机械、机电一体化、自动化等相关专业的教学和培训。通过项目的实际运行、教学实训、关键技术研究,形成具有自主知识产权的科技成果,从而促进科技向生产力的快速转化。
[1]王晓兰 浅析大学生动手能力和创新意识的培养中实验室的重要作用[J].实验室研究与探索,2008(5):35-39.
[2]陈宏钩 机械加工工艺装备设计手册[M].北京:机械工业出版社,2008.
[3]徐东明,周嵘 模块化自动生产线在机电实验教学中的应用[J].实验科学与技术,2009(2):41-43.
[4]郁汉琪 电气控制与可编程控制器应用技术[M].2 版.南京:东南大学出版社,2009.
猜你喜欢
今日农业(2021年13期)2021-11-26
锻压装备与制造技术(2021年2期)2021-07-19
中国外汇(2020年14期)2020-10-28
中国外汇(2020年5期)2020-08-25
哈尔滨轴承(2020年4期)2020-03-17
测控技术(2018年6期)2018-11-25
测控技术(2018年8期)2018-11-25
现代企业文化(2016年1期)2016-12-23
越玩越野(2015年2期)2015-08-29
有色金属设计(2015年2期)2015-02-28
