
基于双频激光干涉仪的重型数控机床定位精度测量
2013-04-09 06:54王胜何强卫江李莎
机械制造与自动化 2013年2期
王胜,何强,卫江,李莎
(1.陕西广播电视大学 工程管理系,陕西 西安 710119;2.安阳工学院 机械工程学院,河南 安阳 455000)
0 引言
随着大型机械装备市场需求的日益增加,作为加工大型及特大型零部件的加工设备——重型数控机床的关注度也越来越高。除了要求机床本身体积大,纵向进给系统距离长之外,对其定位精度和重复精度也有一定的标准要求。因此,对重型数控机床本身的精度测量是提高精度的基础。常用的机床精度检测方法有金属线纹尺、步距规、和双频激光干涉仪等工具进行测量。[1-2]本文的研究对象为0 系列重型数控车床,其结构特点是尺寸规格大,纵向进给距离可达20 000 mm,根据国标GB/T 17421.1-2000的规定,对研究对象定位精度及重复定位精度的测量利用双频激光干涉仪更为合适。故本实验采用近年来应用较多的由英国Renishaw 公司生产的ML10 双频激光干涉仪进行测量[3]。得到研究对象的三个精度常用参数:定位精度、单向重复定位精度和双向重复定位精度。为进一步提高精度提供分析数据。
1 测量过程
1.1 测量仪器介绍
雷尼绍ML10 双频激光干涉仪雷尼绍是一种检测直线度、垂直度、俯仰与偏摆、平面度、平行度的高精密测量仪器,其主要参数如下[4]:
1)线性:0.5 ppm;
2)测量范围:40 m(1D 可选80 m);
3)线性分辨力:0.001 um;
4)偏摆角和俯仰角的精度:0.005 mm/m ;
5)最大范围:4 mm/m ;
6)滚动角精度:1.0 角秒;
7)直线度精度:0.005 mm/m;
8)直线度最大范围:500 um;
9)垂直度精度:0.005 mm/m。
1.2 测量原理(图1)
当这一束激光到达分光镜时,它被分成反射光束和发射光束。这两束光传播到反射镜后,都被反射到分光镜的同一个位置,分光镜对两个光束进行调制后,直接把光束传送到激光发射器中,从而使这两束光在探测器中产生干涉条纹。根据光的叠加和干涉原理,凡光程差等于波长整数倍的位置,振动加强,产生明条纹;凡光程差等于半波长奇数倍的位置,振动减弱,产生明暗条纹。要对线性测量进行设定,使用随附的两个外加螺丝将其中的一个线性反射镜安装在分光镜上。这个组合装置称为“线性干涉镜”,它形成激光光束的参考光路。线性干涉镜放置在XL 激光头和线性反射镜之间的光路上。分光镜机架上标有两个箭头,指示其方向。箭头应指向两个反射镜。
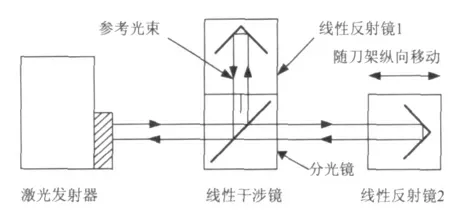
图1 激光干涉仪线性测量原理图
来自激光头的光束进入线性干涉镜,在此光束被分成两束。一束光(称为参考光束)被引向装在分光镜上的反射镜,另一束光(测量光束)则穿过分光镜到达线性反射镜2。然后,两束光都被反射回分光镜,重新汇合后回到激光器,激光器内的探测器辨识两束光之间的干涉。
在测量过程中,一个光学组件保持静止不动,另一个光学组件沿线性轴移动。通过监测测量光束和参考光束之间的光路差异的变化,得到定位精度值。
1.3 测量步骤
根据国标GB/T17421.2-2000 中的规定,纵向进给传动系统定位精度和重复定位精度测量时,采用阶梯循环运动方式,走刀行程为800 mm,选择了10 个目标位置和测量5 次进行测量,满足了至少选择5 个目标位置及每个方向测量5 次的要求。并且分别在车床纵向方向选取三段进行了测量。
1.4 测量结果及分析
图2 和图3 分别为纵向1 000 mm 和7 000 mm 位置时测量段内定位精度测量图。
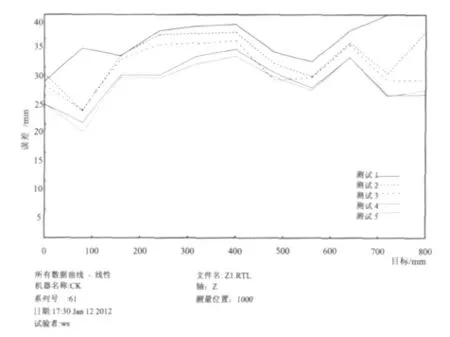
图2 第一位置时测量段内定位精度测量图
从图2 可以看出,第一位置时测量段内定位精度(离导轨最左端1 000 mm 处车床纵向进给时的主要精度为:单向(↓)重复定位精度R 为25.541 μm,单向(↓)定位精度A 为31.708 μm,双向重复定位精度为43.680 μm。
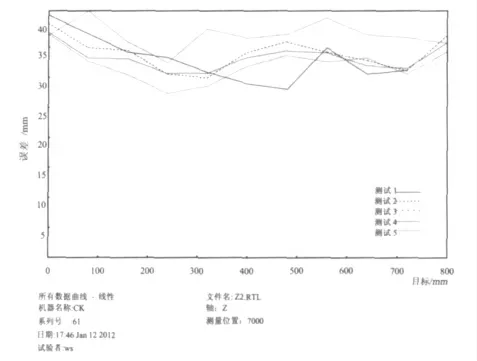
图3 第二位置时测量段内定位精度测量图
从图3 可以看出,第二位置时测量段内定位精度(离导轨最左端7 000 mm 处车床纵向进给时的主要精度为:单向(↓)重复定位精度为13.895 μm,单向(↓)定位精度为17.293 μm,双向重复定位精度为42.896 μm。
2 结语
1)对实验数据分析可以得出:第二段即离导轨最左端7 000 mm 处车床纵向进给时的单向定位精度指标符合国标GB/T 23569-2009 规定,双向重复定位精度不符合要求;第一段即离导轨最左端1 000 mm 处车床纵向进给时的单向定位精度指标基本符合国标GB/T 23569-2009规定,双向重复定位精度不符合要求。
2)由于现场测试温度及其他干扰因素,引起测试数据变化较大。
3)对于长位移重型数控机床定位精度的测量,探索利用虚拟检测方法很有必要。[5]
[1]孟凯,乔炜,骆朝辉.先进检测仪器在数控机床精度验收中的应用[J].组合机床与自动化加工技术,2003,11(5)76-77.
[2]T.Suzuki,K.Kobayashi,O.Sasaki REAL-time displacement measurement with a two-wave length simulation phase modulating laser diode interferometer Appl Opt 2000,39:2646-2652.
[3]B.Chen,R.Zhu,Z Wu,D.Li,S.Guo Nanometer measurement with a dual Fabry-Perot interferometer Appl Opt 2001,40(31):5632-5637.
[4]雷尼绍中国公司主页:http://www.renishaw.com.cn.
[5]王胜,刘宏昭,原大宁.重型数控卧式车床定位精度激光测量与误差补偿[J].西安理工大学学报,2011,27(3):271-274.
猜你喜欢
山东冶金(2022年2期)2022-08-08
九江学院学报(自然科学版)(2022年2期)2022-07-02
内燃机与配件(2022年2期)2022-01-17
纺织科学研究(2021年6期)2021-12-02
数学小灵通(1-2年级)(2021年9期)2021-10-12
计测技术(2020年6期)2020-06-09
装备制造技术(2020年12期)2020-05-22
航天电子对抗(2019年4期)2019-06-02
江西社会科学(2018年8期)2018-08-29
制导与引信(2017年3期)2017-11-02
