新型自动插销机构
2013-04-09 13:52安阳第二机床有限公司河南455001张学周
金属加工(冷加工) 2013年10期
安阳第二机床有限公司 (河南 455001) 张学周
新型自动插销机构
安阳第二机床有限公司 (河南 455001) 张学周
汽车发动机机体、缸盖、变速箱箱体等大型零件的加工大多采用一面两销定位方式加工。为了减小劳动强度,目前机床加工大多采用自动上下料配置,因此被加工零件必须采用自动插销拔销机构。而通用自动插销机构(见图1)一般都由动力液压缸、定位支座、传动拨杆、液动拨杆及插销机构等五部分组成,倘若被加工零件更大更长时,并且两定位销不在一条直线上,一方面需要两根液动拨杆,另一方面液动拨杆也会很长。这样整台机床不仅结构复杂、费用高,而且整体刚性也差,清理切屑困难。
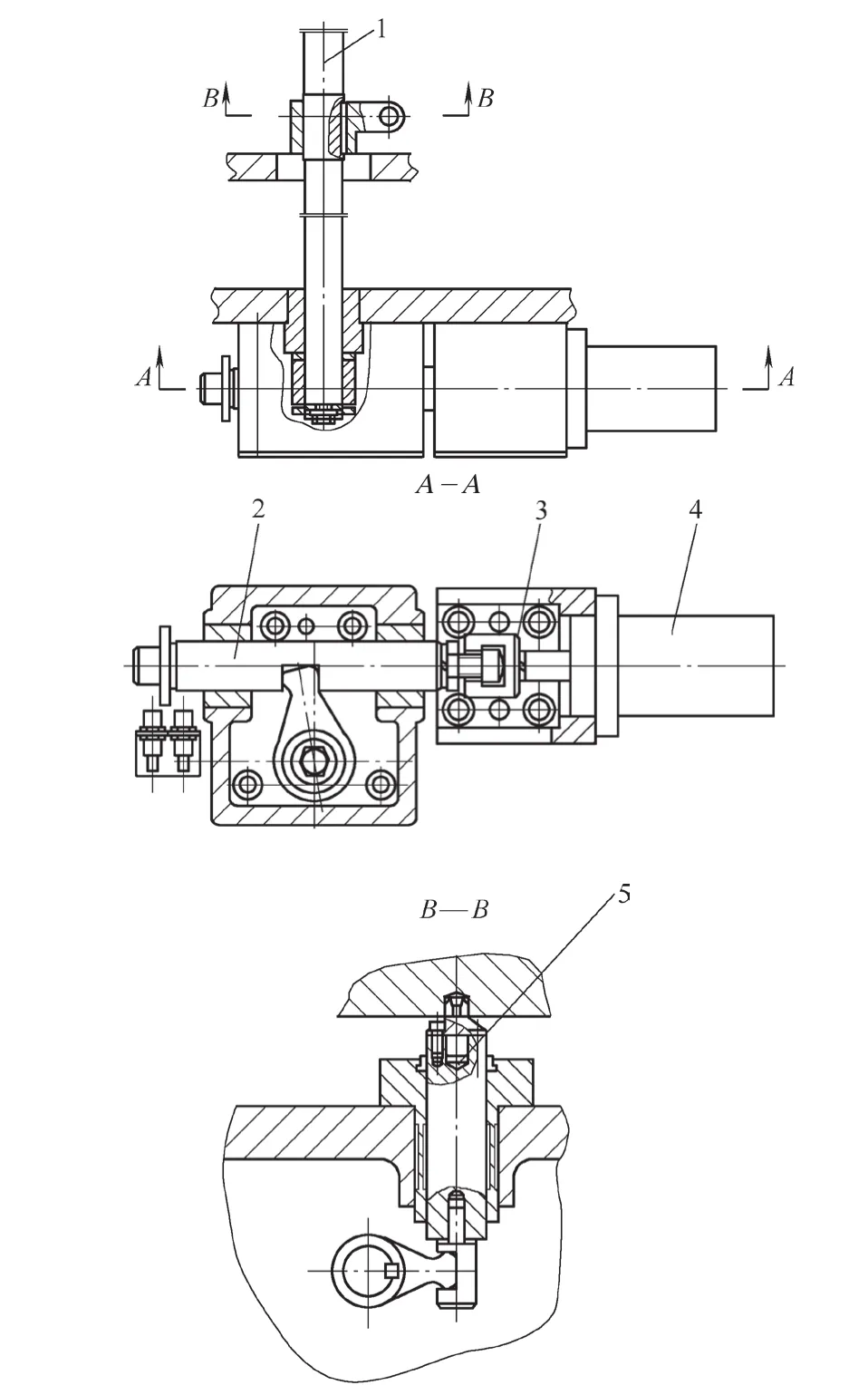
图1
根据上述情况,笔者设计开发了如图2所示的新型自动插销机构。该机构的液压缸体和前导向部分为一体结构,定位销直接安装在活塞杆端头定位孔内,油孔1进油,活塞杆带动定位销移动实现插销动作。由于菱销有方向性(否则会过定位),不能旋转,因此在活塞杆下端导向部分铣有键槽,用销钉在键槽限位防止菱销旋转。进出油口都在液压缸体外露部分处,液压缸体外圆端面有定位精度。此插销机构组装完毕,可以作为一个小部件定位安装在夹具上,然后联接液压管路,十分方便快捷。
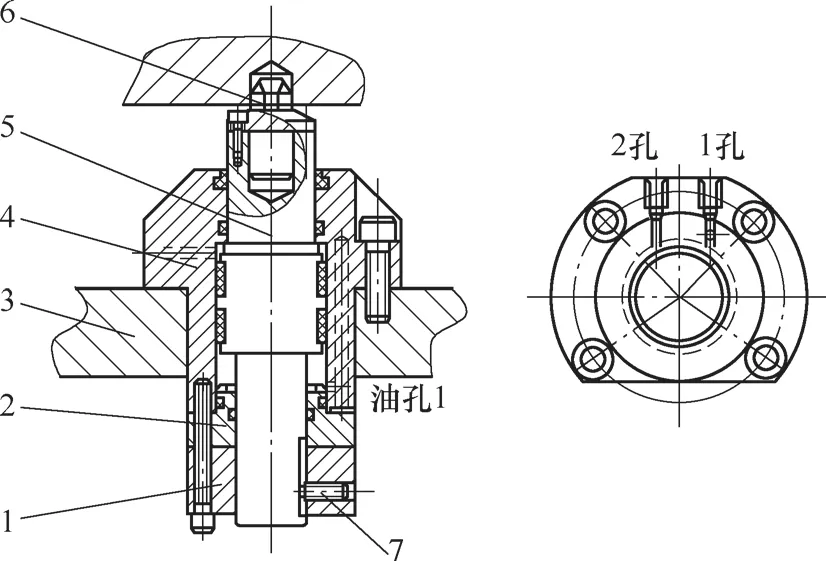
图2
由于大型零件采用一圆销和一菱销定位,只需采用两套该插销机构即可实现定位。当然圆定位销可以去掉下端防转销钉。该结构不仅具有通用插销机构的所有功能,而且结构简单、合理、紧凑,构思巧妙,具有一定的应用推广价值。
20130216)
猜你喜欢
中国铁路(2022年8期)2022-09-22
沈阳理工大学学报(2022年3期)2022-08-11
轻兵器(2022年3期)2022-03-21
机械制造文摘(焊接分册)(2018年3期)2018-08-08
精密制造与自动化(2018年1期)2018-04-12
流体机械(2017年9期)2017-02-06
表面工程与再制造(2016年5期)2016-12-15
中国新技术新产品(2014年21期)2014-03-28
中国设备工程(2014年2期)2014-02-28
汽车零部件(2014年3期)2014-02-06