
基于PROFIBUS的FMS控制系统设计
2013-03-31 07:11赖思琦尹显明杨应洪
机床与液压 2013年7期
赖思琦,尹显明,杨应洪
(1.西南科技大学工程技术中心,四川绵阳621010;2.西南科技大学制造科学与工程学院,四川绵阳621010)
柔性制造系统 (FMS)是一个由计算机集成管理和控制的、用于高效率地制造中小批量、多品种零部件的自动化制造系统,其应用圆满地解决了机械制造高自动化和高柔性之间的矛盾。PROFIBUS-DP总线具有速度快、成本低、适用于控制系统与分散外部设备之间通信的特点,因此,基于PROFIBUS-DP现场总线及开发型组态软件等网络通讯技术,构建柔性制造系统的控制系统,既可实现对整个FMS系统的集中控制,又能分别控制各个外部单元[1]。
1 柔性制造系统的总体方案和工作流程
某中心构建的柔性制造系统结构如图1所示[2-3]。

图1 系统结构图
该系统包括码垛机与立体仓库从站单元、CCD图像视觉检测从站单元、六自由度串联搬运机器人从站单元、焊接工业机器人从站单元、自动输送线控制从站单元、AGV运载机器人单元、数控车床、加工中心以及主控制单元。其中焊接工业机器人、数控车床、加工中心为生产单元,码垛机与仓库、AGV运载机器人、输送线装置、搬运机器人为物料单元,主控制单元用于处理系统各种信息。系统空间尺寸为16 m×10 m×3.5 m。
系统开始工作前,人工将不同工件和托盘按照事先规划好的各零件毛坯区域送入原料库。工件或毛坯由码垛机从自动化立体仓库的原料仓库中取出。此时AGV按照预定轨道运行到取料位置,通过出库平移台,毛坯由AGV送至自动输送线,经六自由度搬运机器人送到柔性制造加工单元中,按照工序流程在数控车床或加工中心、焊接机器人上进行加工。加工完成后,由机器人取出工件,通过输送线和AGV一起运行,将工件放回入库平移台上,由码垛机拾取送入仓库成品库。同时,软件记录信息,以便管理,进而完成一个工作流程[4]。
2 控制系统设计
控制系统以1台带Siemens CP5611卡的研华IPC-610H工控机作为主控机,六自由度串联搬运机器人由PC104嵌入式控制器控制,焊接工业机器人通过欧姆龙PLC控制,CCD图像视觉检测单元由 PBOEM4-PCI从站卡控制,码垛机与立体仓库、输送线装置单元由欧姆龙PLC控制,AGV运载小车单元由无线数传模块控制,数控车床与加工中心用IO模块控制。主控制单元通过PROFIBUS总线控制、协调各个分站动作,其组网结构如图2所示[5]。
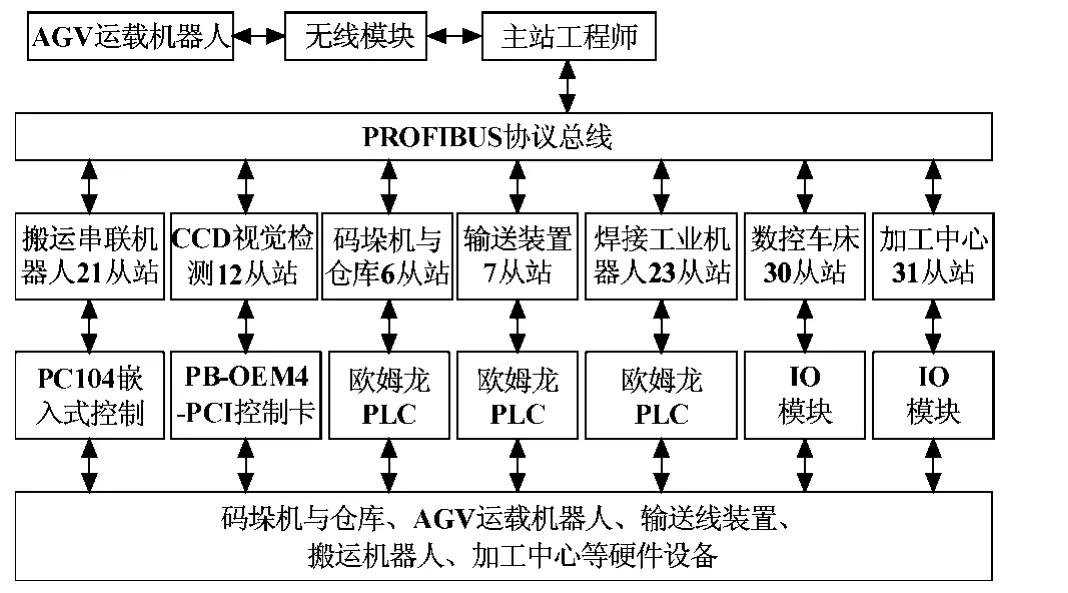
图2 系统组网图
主控制软件为操作人员使用的前台程序,软件运行平台为Windows XP,使用组态王6.53软件开发,采用STEP7和SIMATIC NET6.3实现PROFIBUS-DP协议网络配置。主控制单元通过局域网,基于TCP/ IP协议,与物流仓储管理系统部分进行连接交互。各个单元均同时提供PROFIBUS总线协议解释以及连续控制部分和用户GUI界面手动控制部分[6]。
主控制软件的操作方式有自动和手动两种,分为“自动控制”、“码垛机与立体仓库”、“传送带”、“视觉检测”等,共7个模块,其程序流程如图3所示。

图3 程序流程图
其中系统自动控制的部分代码如下:




系统自动控制界面如图4所示。

图4 系统自动控制界面
3 结束语
控制系统通过PROFIBUS-DP工业现场总线采集信息,协调动作,将码垛机与仓库、输送线、AGV机器人、焊接工业机器人等分站单元与主控制单元联成一个有机整体,实现了从毛坯出库、运送、加工、工件返回到入库的全过程。该柔性制造系统运行状态稳定,在该中心的生产和教学得到了很好的应用和发展。
【1】马超.基于Profibus现场总线的柔性制造系统的研究与实现[D].合肥:合肥工业大学,2010.
【2】李作海,姚锡凡.基于RFID的信息集成柔性制造系统设计研究[J].组合机床与自动化加工技术,2011(4): 14-18,23.
【3】吴立.关于柔性制造的研究[J].机床与液压,2010,38 (14):9-11.
【4】杨秀建,张强,林清国.一种立体仓库试验台堆垛机速度控制优化方案[J].机床与液压,2007,35(1):93-95.
【5】王锋,王品,李家霁.基于IO接口的柔性制造系统及其实现[J].组合机床与自动化加工技术,2009(12):78-81.
【6】谢志余.柔性制造系统(FMS)状态监测与故障诊断集成研究[J].机床与液压,2011,39(3):142-143,131.
猜你喜欢
电子测试(2021年9期)2021-06-17
电子制作(2021年9期)2021-06-17
现代信息科技(2021年21期)2021-05-07
酒·饮料技术装备(2018年1期)2018-04-28
山东工业技术(2017年18期)2017-09-12
中国铸造装备与技术(2017年3期)2017-06-21
制造业自动化(2017年2期)2017-03-20
汽车维护与修理(2017年17期)2017-02-07
设备管理与维修(2016年6期)2016-03-16
橡塑技术与装备(2015年7期)2015-07-03
