
吹塑工艺对双峰HDPE薄膜落镖冲击性能的影响
2013-03-26 02:07:34孙风琴
合成树脂及塑料 2013年3期
孙风琴
(中国石化上海石油化工股份有限公司质量管理中心,上海市 200540)
由于高密度聚乙烯(HDPE)树脂的韧性、强度、耐环境应力开裂性能均很好,被广泛用于生产薄膜、管材、中空容器、电缆料、片材等。薄膜的落镖冲击破损质量是表征树脂韧性的一项重要指标,也是HDPE薄膜的一项重要力学性能。随着薄膜用HDPE密度的增加和熔体流动速率(MFR)的降低,其相对分子质量分布变窄,用其所制薄膜的落镖冲击破损质量随之增大,反之则下降。HDPE的性能与其结晶相和非晶相的相对含量有很大关系,在非晶相状态下所制薄膜具有较高的落镖冲击破损质量。
相对分子质量分布曲线呈双峰(简称双峰)的HDPE树脂中,高相对分子质量部分可以保证薄膜的机械强度,低相对分子质量部分起润滑作用,可以改善其加工性能。而传统的薄膜专用HDPE树脂的相对分子质量分布曲线呈单峰,因此,双峰HDPE树脂具有更好的加工性能。因双峰HDPE所具有的特殊性能,用其吹塑薄膜时无法采用普通的工艺条件,所以,需要在不断摸索实验中寻找合适的吹塑薄膜的工艺条件,从而真实反映出树脂的抗冲击性能。本工作所用国产双峰HDPE MH602是在国内首家引进的北欧化工公司聚乙烯装置上生产的薄膜专用树脂。研究了采用HDPE MH602吹塑薄膜时,熔体温度、吹胀比、冷却线高度、环境温度等对薄膜落镖冲击破损质量的影响程度及影响规律。
1 实验部分
1.1 主要原料
用进口催化剂生产的HDPE MH602(试样1),采用国产催化剂生产的HDPE MH602(试样2),MFR(负荷21.6 kg)均为6.0 g/10 min,密度均为0.946 0 g/cm3,中国石化上海石油化工股份有限公司生产。
1.2 主要仪器与设备
MA-2600型薄膜吹塑机,加拿大Zambell公司生产,挤出机口模直径为150 mm。6206.000型落镖冲击仪,意大利Ceast公司生产。表式测厚仪,上海量具刃具有限公司生产。
1.3 薄膜制备
制备薄膜时的熔体温度为(220±20)℃,吹胀比为(3.0~4.5)∶1.0,薄膜折径为1 000 mm,薄膜厚度为15 µm。
1.4 性能测试
薄膜试样不少于20 个。试样的状态调节按GB/T 2918—1998进行,状态调节时间大于40 h。落镖冲击破损质量按GB/T 9639.1—2008中的方法A测试。
2 结果和讨论
2.1 熔体温度对薄膜落镖冲击破损质量的影响
如果熔体温度偏低,树脂的塑化、均匀混合效果不佳,薄膜表面平整性变差,模头间隙处会出现熔体断裂(鲨鱼皮)的现象;熔体温度太高,膜泡稳定性变差,制成的薄膜厚度不均匀,甚至导致树脂分子降解,严重影响薄膜的落镖冲击破损质量。固定冷却线高度为1 800 mm,吹胀比为4.0∶1.0,从表1看出:熔体温度为220 ℃时,用这两个试样所制薄膜的落镖冲击破损质量均最大。
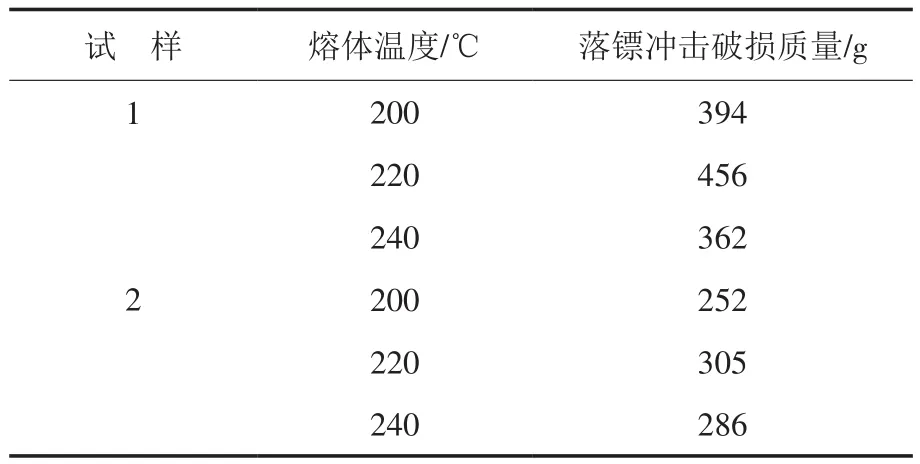
表1 熔体温度对薄膜落镖冲击破损质量的影响Tab.1 Influence of the melt temperature on the falling dart impact failure mass of the films
2.2 吹胀比对薄膜落镖冲击破损质量的影响
吹胀比是膜管直径与口膜直径之比,其大小直接影响薄膜的强度等性能[1]。增加吹胀比意味着树脂的分子链在横向的取向加强,在一定程度上降低了纵向的取向,从而增加了薄膜横向的拉伸强度,降低了横向的断裂拉伸应变。冷却线高度也同时增加时,一致的取向将改变薄膜落镖冲击破损质量,纵向和横向的耐撕裂性能趋向一致。当然,吹胀比太大会迅速降低横向的断裂拉伸应变,导致薄膜厚度的波动增大,膜泡的稳定性变差,易使薄膜产生皱褶,降低薄膜的外观质量和力学性能[2]。根据Q/SH 3045003.2—2011中薄膜折径和厚度要求,采用试样1在220 ℃,冷却线高度1 800 mm的条件下,吹胀比分别为3.0∶1.0,4.0∶1.0,4.5∶1.0时,所制薄膜的落镖冲击破损质量分别为374,398,360 g。由此看出:用HDPE MH602吹塑薄膜时,吹胀比取4.0∶1.0更合适。
2.3 冷却线高度对薄膜落镖冲击破损质量的影响
在温度为220 ℃,吹胀比为4.0∶1.0的条件下,从表2可以看出:在冷却线高度为1 800 mm时,用试样1所制薄膜的落镖冲击破损质量最佳;在冷却线高度为1 200 mm时,用试样2所制薄膜的落镖冲击破损质量最大。这是因为采用进口催化剂生产的MH602的膨胀系数好于采用国产催化剂生产的MH602。
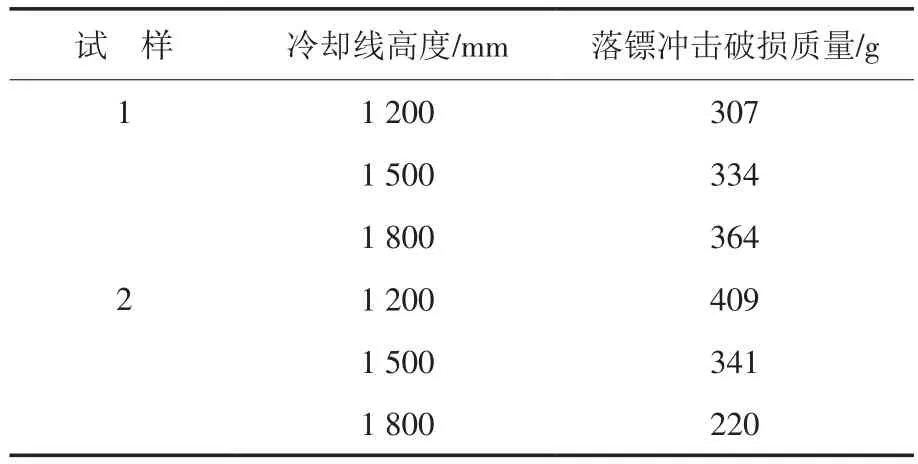
表2 冷却线高度对薄膜落镖冲击破损质量的影响Tab.2 Influence of the cooling line height on the falling dart impact failure mass of the films
2.4 环境温度对薄膜落镖冲击破损质量的影响
环境温度的高低直接影响薄膜在成型时高分子链在横向和纵向的取向,合适的环境温度对双峰HDPE薄膜的制备至关重要[3]。熔体温度为220℃,吹胀比为4.0∶1.0时,从表3看出:环境温度为20~25 ℃,用这两个试样所制薄膜的落镖冲击破损质量均最大,且相差不大。环境温度大于25 ℃或小于20 ℃时,薄膜的落镖冲击破损质量均呈下降趋势。因此,用双峰HDPE MH602吹塑薄膜的最佳环境温度为20~25 ℃。
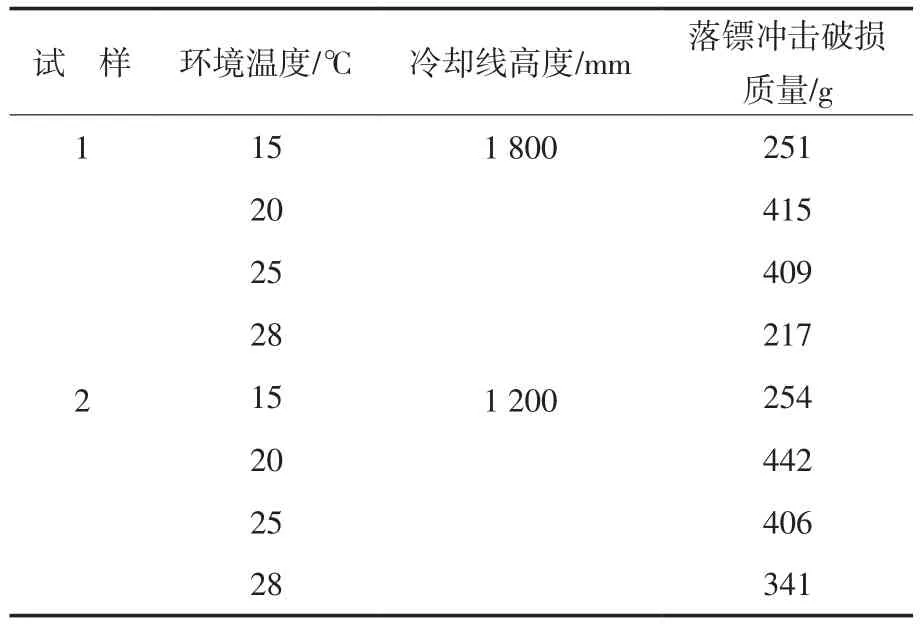
表3 环境温度与薄膜落镖冲击破损质量的关系Tab.3 Relation between the ambient temperature and the falling dart impact failure mass of the films
2.5 正交试验
为进一步确定熔体温度、吹胀比以及冷却线高度对HDPE MH602薄膜落镖冲击破损质量的影响程度,控制环境温度在20~25 ℃,用试样1进行正交试验,正交表L9(34)见表4。
从表5看出:在试验5的条件下薄膜的落镖冲击破损质量最大,验证了用试样1吹塑薄膜的最佳工艺条件为:熔体温度220 ℃,吹胀比4.0∶1.0,冷却线高度1 800 mm。从三个因素的极差[R中最大值与最小值之差)]看,C因素(即冷却线高度)的R最大,说明冷却线高度对薄膜落镖冲击破损质量影响较为显著,其次是A因素(即熔体温度),而B因素(即吹胀比)对其影响较小。
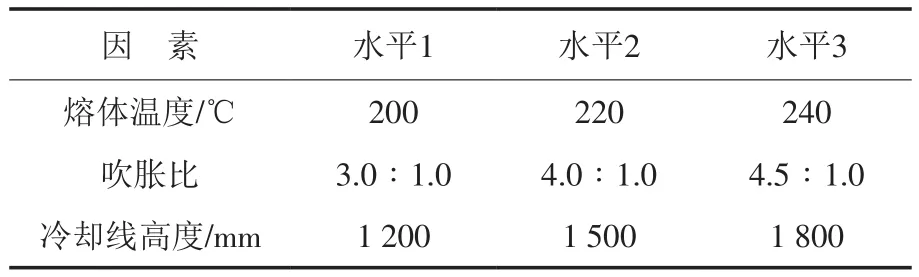
表4 正交试验的水平和因素Tab.4 The levels and factors of the orthogonal experiment
3 结论
a)采用双峰HDPE MH602吹塑薄膜的最佳工艺条件为:熔体温度220 ℃,吹胀比4.0∶1.0;采用进口催化剂生产的MH602吹塑薄膜时的冷却线高度为1 800 mm,采用国产催化剂生产的MH602吹塑薄膜时的冷却线高度为1 200 mm;环境温度最好控制在20~25 ℃。
b)在熔体温度、吹胀比、冷却线高度等吹塑薄膜工艺条件中,冷却线高度和熔体温度对薄膜落镖冲击破损质量影响较为显著。
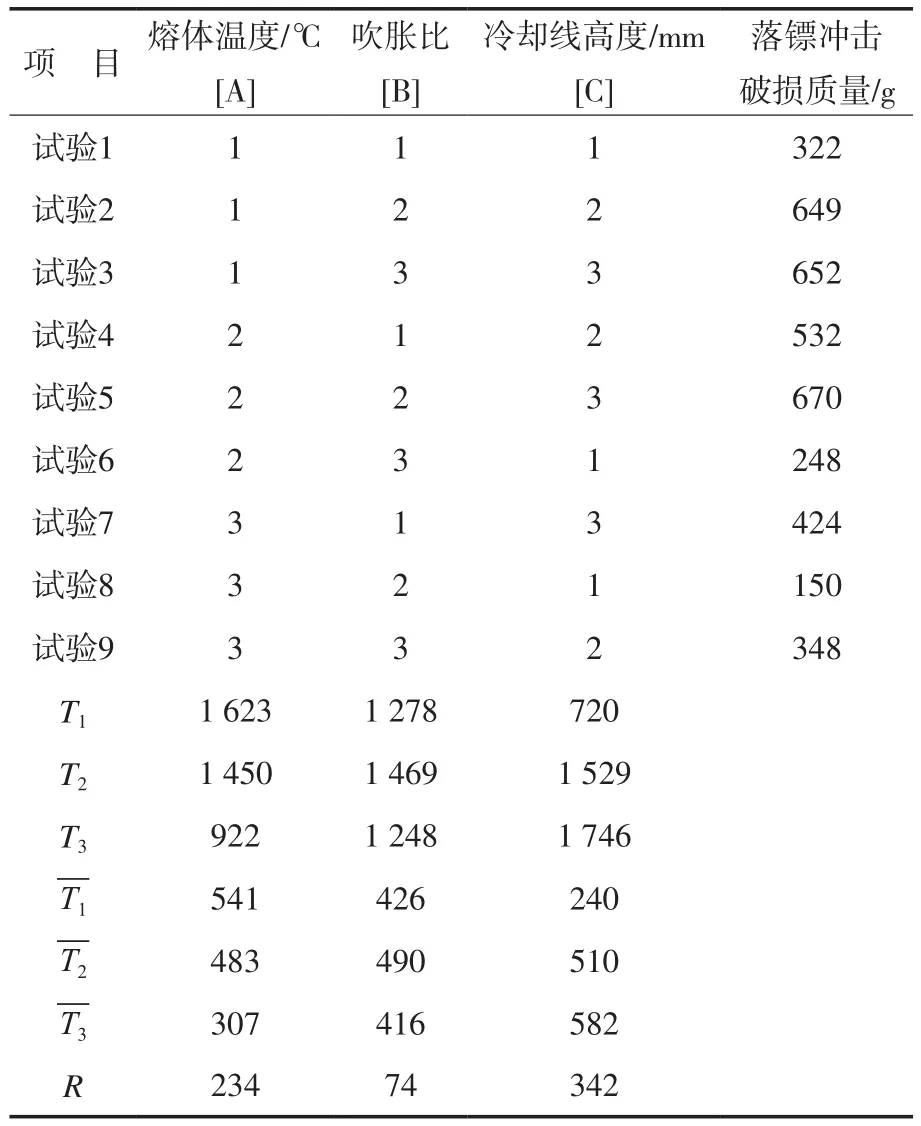
表5 正交试验测试结果Tab.5 The test results of the orthogonal experiment
[1] 桂祖桐,谢建玲.聚乙烯树脂及其应用[M].北京: 化学工业出版社,2004: 263-269.
[2] 师洪俊,毛炳权,范继宽,等. 合成树脂及塑料技术全书[M].北京: 中国石化出版社,2005: 46-49.
[3] 周维祥. 塑料测试技术[M].北京: 化学工业出版社,1997: 77-80.
猜你喜欢
宝藏(2021年5期)2021-06-14 13:50:36
塑料包装(2019年1期)2019-03-22 12:04:18
金融服务法评论(2018年0期)2018-12-06 08:50:54
中国工运(2018年8期)2018-08-24 10:16:18
中国塑料(2016年4期)2016-06-27 06:33:48
中国塑料(2016年3期)2016-06-15 20:30:01
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13
塑料包装(2015年1期)2015-09-26 12:23:43
塑料包装(2014年2期)2014-11-29 01:19:52
