湿法纺丝制备PTFE纤维的后处理工艺研究
2013-03-25 11:19胡祖明肖家伟王亓超于俊荣
合成纤维工业 2013年2期
张 天,胡祖明,2* ,肖家伟,王亓超,于俊荣,2,陈 蕾,2,诸 静,2
(1.东华大学 材料科学与工程学院,上海201620;2.东华大学纤维材料改性国家重点实验室,上海201620)
聚四氟乙烯(PTFE)由于其优异的物理性能及化学性能,广泛应用于国防、航空、化工、轻纺等众多领域[1]。由于 PTFE的高黏度和明显的弹性,熔体通过螺杆挤出机制备纤维困难,且PTFE熔点较高,不利于熔体纺丝[2]。因此,作者采用载体纺丝中的湿法纺丝[3]来制备PTFE纤维,该方法制备的纤维线密度较小且均匀,可用于制备长丝,且成本较低。
1 实验
1.1 原料与试剂
PTFE浓缩分散液(FR103B):固体质量分数60%,平均粒径小于等于0.18 μm,黏度25 mPa·s,上海三爱富新材料股份有限公司产;聚乙烯醇(PVA):黏度44.0 ~54.0 mPa·s,安徽皖维高新材料股份有限公司产;无水乙醇:纯度大于等于99.7%,中国常熟市杨园化工有限公司产;WH-2高效有机硅消泡剂:固体质量分数大于等于15%,常州市江东助剂有限公司产;硼酸:分析纯,国药化学试剂有限公司产;无水硫酸钠:分析纯,上海润捷化学试剂有限公司产;氢氧化钠:分析纯,上海凌峰化学试剂他有限公司产;硫酸:纯度95% ~98%,平湖化工试剂厂产。
1.2 PTFE/PVA初生纤维的制备
准确称取PVA粉末,配制成质量分数为20%的水溶液,然后加入无水乙醇,将PVA水溶液稀释至质量分数为15%。按PTFE∶PVA质量比为6∶1的比例,将PTFE浓缩分散液缓慢加入PVA溶液中,在室温下搅拌使之混合均匀。然后逐滴加入少量硼酸水溶液及消泡剂,搅拌3 h,形成含有大量气泡的乳白色PTFE纺丝液。
将PTFE纺丝液装入浆液储罐,抽真空脱泡后即可进行纺丝。纺丝工艺条件如下:氮气压力0.2~0.3 MPa,喷丝板孔数 100 孔,喷丝孔直径0.15 mm,纺丝温度45℃,凝固浴温度35℃,pH值为9~11,预拉伸-30%,再拉伸400%。
1.3 PTFE/PVA初生纤维的后处理
1.3.1 烧结
在合适的烧结温度下,首先采用箱式电阻炉将PTFE/PVA初生纤维分别在360,380,400℃下烧结1 min,对其进行力学性能测试,选取最佳的烧结温度。然后在该温度下,改变烧结时间并通过测试其力学性能来得出最佳的烧结时间。
1.3.2 拉伸
采用高性能纤维柔性拉伸装置将在最佳温度条件下烧结后的PTFE纤维在室温下以空气为气氛分别进行2~5倍的拉伸,并通过对其力学性能的测试,得出最佳拉伸倍数。
1.4 分析测试
烧结温度:采用德国耐弛仪器制造有限公司的TG 209 F1 Iris仪器对初生纤维进行热重(TG)及微商热重(DTG)分析,纤维质量控制在4~5 mg。测试条件为空气氛围,从室温升至700℃,升温速率为20℃/min。采用德国布鲁克光谱仪器公司的TENSOR 27傅里叶变换红外光谱(FTIR)仪分别对初生纤维和不同温度下烧结后的纤维进行测试,波数为600~1 400 cm-1,扫描次数为30,分辨率为2 cm-1,测试温度为室温。通过对TG和FTIR曲线的综合分析,得到纤维的烧结温度。
耐腐蚀性能:将拉伸后的PTFE纤维分别在浓硫酸(质量分数95% ~98%)和NaOH(质量分数20%)中分别浸泡 1,24,72 h后捞出,水洗并晾干,测试其力学性能的变化值。
力学性能:采用上海新纤仪器公司XQ-1C纤维强力测试仪测定。下降速率60 mm/min,预张力0.5 cN/dtex,夹距20 mm。每个试样测试30组。
2 结果与讨论
2.1 烧结温度的确定
由图1可知,PTFE/PVA复合初生纤维在温度为240~360℃,有明显的质量下降,且下降了将近10%,此阶段是由于PVA分解造成的质量损失。当温度介于450~620℃时,TG曲线出现了第二个失重峰,且失重高达90%,由于该温度范围高于PTFE的热分解温度415℃,这说明PTFE完全分解,残留物为其分解产物。
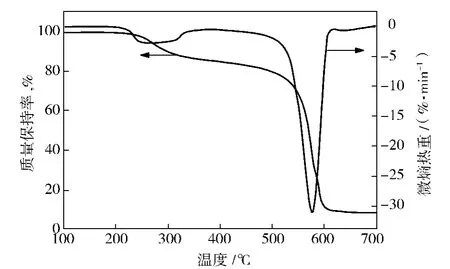
图1 PTFE/PVA初生纤维的TG及DTG曲线Fig.1 TG and DTG curves of as-spun PTFE/PVA fibers
从图2可看出:在639 cm-1(C—F)和1 152 cm-1(C—O)处均存在强烈的特征吸收峰。由于C—F在烧结过程中几乎不发生变化,故可将其作为内标来对 PVA(C—O)进行定量分析[4]。将1 152 cm-1(C—O)处吸收峰与639 cm-1(C—F)处吸收峰的面积比记为S(C—O/C—F)。由图2分析可知,随着烧结温度的提高,S(C—O/C—F)逐渐降低,表明纤维中的PVA随着烧结温度的提高,其分解程度逐步提高。因此,在240~360℃的失重原因是PVA的分解。

图2 PTFE/PVA初生纤维在不同烧结温度下的红外图谱Fig.2 IR spectra of as-spun PTFE/PVA fibers at different sintering temperature
由TG和FTIR分析可知,PTFE纤维的烧结温度范围应为360~450℃。此外,烧结温度还应低于PTFE的分解温度(415℃),且当烧结温度处于327~415℃时,PTFE分子链可发生移动,颗粒熔融黏结,使纤维连续且强度显著提高。因此,PTFE纤维的烧结温度应选择为360~415℃。
2.2 烧结温度对PTFE纤维力学性能的影响
由表1可知,烧结温度为380℃和400℃时,PTFE纤维的力学性能较好。烧结温度从380℃上升至400℃后,纤维的断裂强度略有降低,这是由于400℃比较接近PTFE的热分解温度,导致PTFE在烧结过程中发生少量分解,并且在该温度下断裂伸长率和模量的增大也不明显,同时考虑到节约能耗的因素,烧结温度取380℃为最佳。

表1 烧结温度对PTFE纤维力学性能的影响Tab.1 Effect of sintering temperature on mechanical properties of PTFE fiber
2.3 烧结时间对PTFE纤维力学性能的影响
由表2可知,烧结时间为30 min时,PTFE纤维的断裂强度和模量均最高,断裂伸长率也最大。烧结时间1~30 min时,纤维的强度和断裂伸长率都不断增加,而烧结时间从30 min延长至60 min时,纤维的断裂强度和断裂伸长率反而降低,这是由于长时间的高温环境使试样中少量的PTFE发生分解所致。故最佳烧结时间应为30 min。
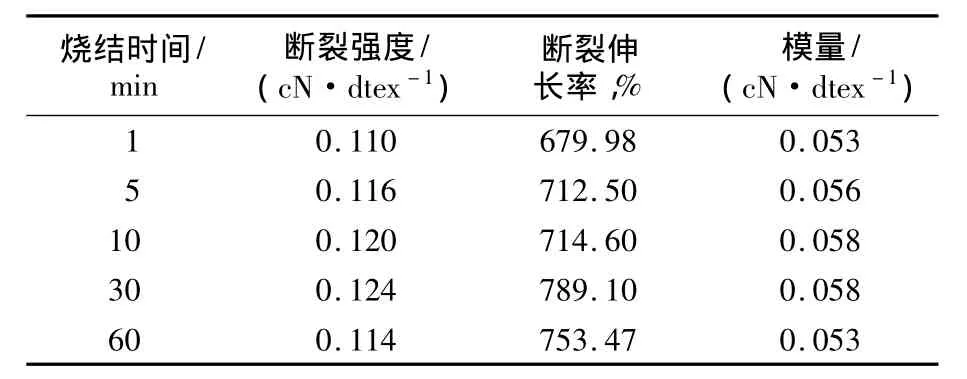
表2 烧结时间对PTFE纤维力学性能的影响Tab.2 Effect of sintering time on mechanical properties of PTFE fiber
2.4 拉伸倍数对PTFE纤维力学性能的影响
从表3可以看出,随着拉伸倍数的增加,纤维的强度和模量都明显增大,断裂伸长率大幅降低;而当拉伸倍数大于5时,纤维易发生断裂。故拉伸倍数为5时,纤维的力学性能为最佳,且此时纤维的线密度可达14.60 dtex。

表3 拉伸倍数对PTFE纤维力学性能的影响Tab.3 Effect of draw ratio on mechanical properties of PTFE fiber
2.5 强酸和强碱对PTFE纤维力学性能的影响
由表4可知,在允许的误差范围内,烧结后的PTFE纤维在浓H2SO4和NaOH中浸泡前后,其强度、断裂伸长率和模量都基本不变,表明PTFE纤维的耐酸碱腐蚀性能极佳,同时也说明纤维中的PVA已经完全分解。

表4 PTFE纤维的耐腐蚀性能Tab.4 Corrosion resistance of PTFE fiber
3 结论
a.PTFE/PVA初生纤维最佳的后处理工艺条件为:烧结温度380℃,烧结时间30 min,拉伸倍数为5;在此工艺条件下制得的PTFE纤维的线密度为 14.60 dtex,断裂强度为 0.871 cN/dtex,断裂伸长率为261.26%,模量为0.525 cN/dtex。
b.PTFE纤维在浓H2SO4和NaOH中浸泡前后,其断裂强度、断裂伸长率和模量都基本保持不变,具有优异的耐酸碱腐蚀性能。
[1] Yamauchi M,Hirono T,Kodama S,et al.The evaluation of new fluoropolymer emulsion for exterior paint use[J].Jocca-Surf Coating Int,1996,79(7):312 -316.
[2] Li Min,Zhang Wei,Wang Chaosheng,et al.Melt processability of polytetrafluoroethylene:effect of melt treatment on tensile deformation mechanism[J].J Appl Polym Sci,2012,123(3):1667-1674.
[3] 陈丽萍,王耀武,孙润军,等.聚四氟乙烯纤维的制备与性能表征[J].合成纤维,2010,39(10):24-26.
[4] 马训明,郭玉海,陈建勇.聚四氟乙烯纤维的凝胶纺丝[J].纺织学报,2009,30(3):10-12.
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
云南化工(2021年7期)2021-12-21
棉纺织技术(2020年2期)2020-02-14
棉纺织技术(2019年12期)2019-12-11
电力与能源系统学报·下旬刊(2019年3期)2019-09-10
求知导刊(2019年4期)2019-05-24
山东化工(2017年5期)2017-09-16
理化检验(物理分册)(2017年5期)2017-06-01
钢管(2016年4期)2016-11-10
燕山大学学报(2015年4期)2015-12-25