
基于UG NX6.0/Post三轴数控铣床后处理
2013-03-17 01:15李立军孙伟白卫涛
机床与液压 2013年16期
李立军,孙伟,白卫涛
(三峡大学机械与材料学院,湖北宜昌443000)
无论是哪一种CAM 软件,其主要用途都是生成在机床上加工零件的刀具轨迹(简称刀轨)。一般来说,CAM 软件内部产生的刀轨不能直接传输到机床上进行加工,因为机床的类型很多,每种类型的机床都有其独特的硬件性能和要求,比如它可以有垂直或是水平的主轴,可以多轴联动等。此外,每种机床又受其控制器的控制,控制器接受刀路文件并指挥刀具的运动或其他的行为(比如冷却液的开关),但控制器也无法接受这种未经格式化的刀路文件,因此,刀路文件必须被修改成适合于不同机床/控制器的特定参数,这种修改就是所谓的后处理[1]。
1 UG 后处理简介
UG 系统提供了一般性的后处理器程序——UG/Post,它使用UG 内部刀轨数据作为输入,经后处理后输出机床能够识别的NC 代码。UG/Post 有很强的用户化能力,它能适应从非常简单到任意复杂的机床及其控制系统的后处理。虽然UG 本身也自带一些后处理文件,但处理出来的格式大多不符合要求(或者即使符合要求,但是与即将用来加工的机床和控制系统不配套),所以一般都需要根据实际情况自己定制或者到网上下载与机床系统相符的后处理。
2 UG 后处理一般流程[2]
UG 的后处理程序是UG/Post,它主要由事件生成器、事件处理器、定义文件和输出文件等4 个元素组成,其工作过程大至如下:事件生成器从头至尾扫描整个UG 刀具轨迹数据,提取出每一个事件及其相关参数信息,并把它们传递给MOM 去处理;然后,MOM 传送每一事件及其相关参数给用户预先开发好的事件处理器,并由事件处理器根据本身的内容来决定对每一事件如何进行处理;接着事件处理器返回数据给MOM 作为其输出,MOM 读取定义文件的内容来决定输出数据如何进行格式化;最后,MOM 把格式化后的输出数据写入指定的输出文件中。具体工作流程见图1。
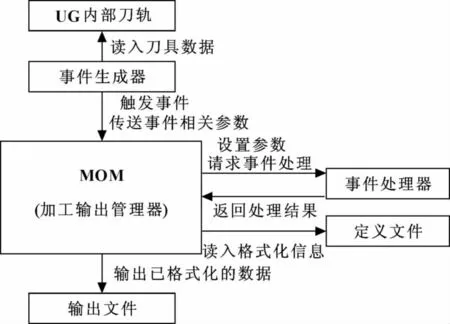
图1 UG/post 的工作过程示意图
3 基于UG 的三轴加工后处理
3.1 三维模型
以上表面为例,其三维模型如图2所示。
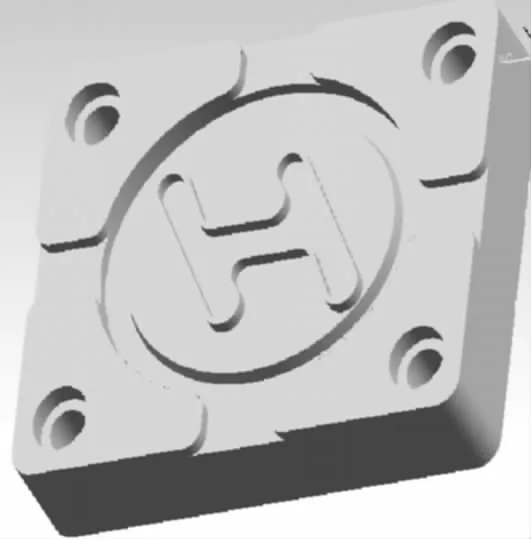
图2 三维模型
3.2 在UG 中生成的刀轨
因为侧壁粗加工时既有圆弧走刀,又有直线走刀(见图3),所以以此为案例做三轴数控加工的后处理比较合适。
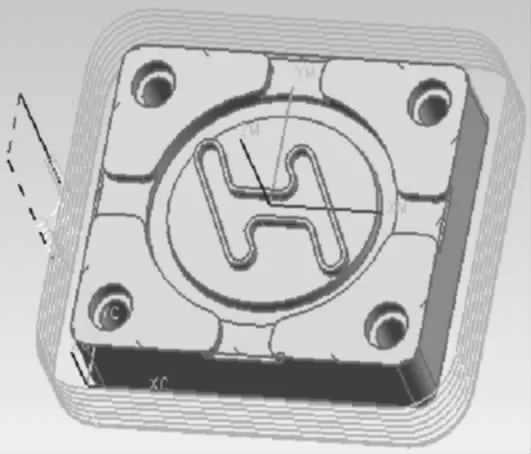
图3 侧壁粗加工
3.3 后处理的创建
(1)依次单击“开始”→“所有程序”→“UGS NX6.0”→“加工工具”→“后处理构造器”,弹出“UG/Post Builedr”对话框,再选择“File”→“New”,创建一个名称为“XD_ 30A_ 3Axis”的后处理器。如图4所示,在“Post Output Unit”中选择“Millimeters”,即公制;然后将“Machine Tool”选项选择为“Mill”和“3-Axis”,即创建的后处理器是一台3 轴铣床的后处理器;最后,也是至关重要的一步,选择合适的控制系统,因为加工该零件采用的是XD_ 30A_ 3Axis 三轴数控立式铣床,其控制系统为FANUC,所以“Controller”选择为“Library”,再在其下拉菜单中选择“fanuc_ 6M”[3]。
(2)输入机床参数
根据XD_ 30A_ 3Axis 三轴数控立式铣床手册,将其相关参数输入到建立的后处理器中。具体相关参数有各轴最大行程、最大进给速率、重复定位精度,其中“Output Cirecular Record” 选项需选择为“Yes”,即圆弧输出为G02 或G03 逼近,如果选择“No”,则为圆弧输出G01 逼近,适合于粗加工。具体如图4所示。
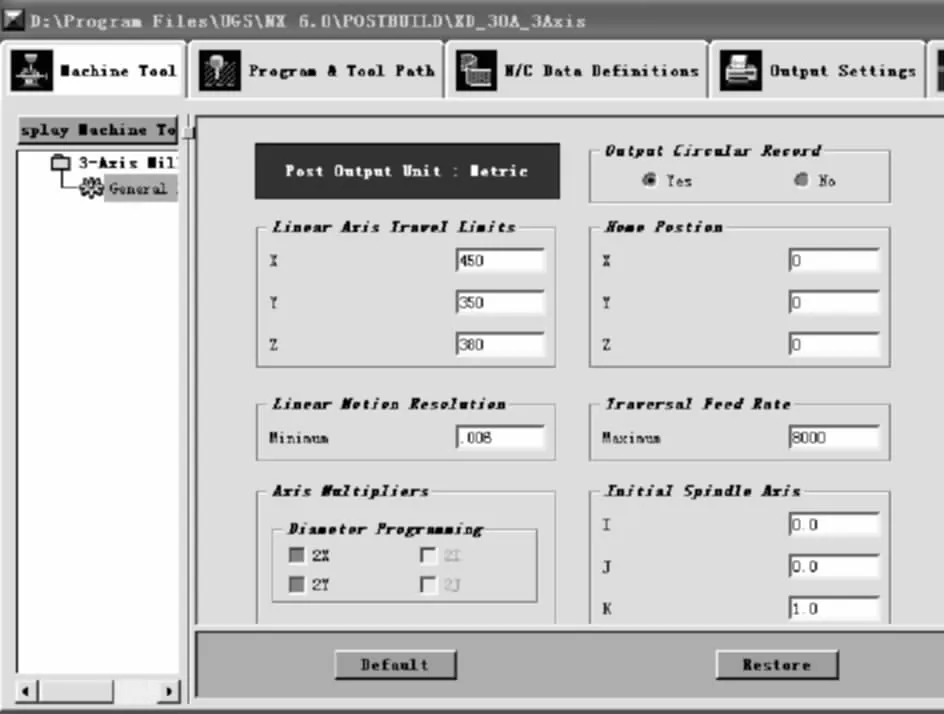
图4 机床参数的选择
(3)程序头、自动换刀、程序尾的设置[4]
①程序头设置
选择NX/Post Builder 的Program and Tool Path 中的Program 子页,在左侧窗口选择“Program Start Sequence”,进行“Start of Program”的修改。首先可以对“MOM_ set_ seq_ off”和“MOM_ set_ seq_ on”进行删除或选取以控制程序输出前段是否有程序段号,然后将 “G40G17G90G71 ” 指令修改为“G40G17G49G80G90”,并将新加入的指令选择为“Force Output”,即取消粗车复合循环指令,再加入刀具长度补偿取消指令,固定循环取消指令和工作坐标系夹具偏移指令。再在最后一条指令后面插入“MOM_ set_ seq_ off”和指令“Operator Message”。在“Operator Message”指令中可以输入一些附加说明,比如加入“编程人员:张三”,不过有些版本的UG 不支持中文格式,最后后处理的程序中本应该输入中文的地方会乱码,所以最好输入英文的说明。程序头的设置如图5所示。
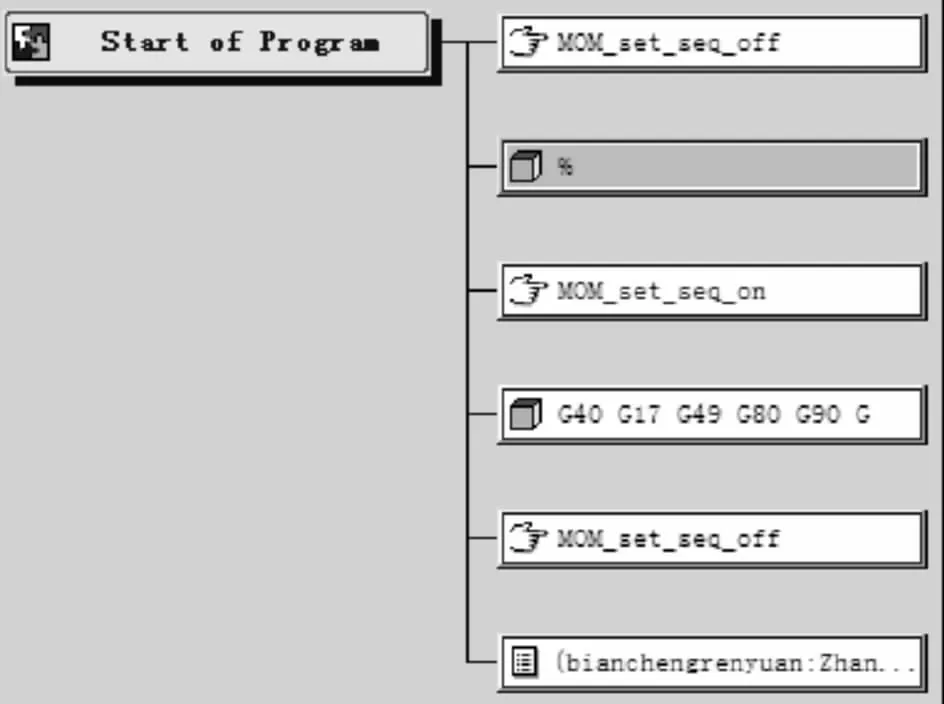
图5 程序头设置
②操作头设置
左侧窗口选择“Operation Start of Sequence”,在右侧窗口中选择“Start of Path”中的子选项,因为该后处理为三轴,所以将里面内容“fourth axis fifth_axis”删除。为了方便程序的检查,可以将每一加工操作的名称在操作开始时输出,其具体步骤为将下拉窗口中的“Operator Message”添加到上一步操作之后,然后在弹出的对话框中输入“$mom_path_name”,则后处理生成的数控程序每一加工操作之后将会显示加工名称(如文中最后给出的数控程序所示)。
③自动换刀设置
首先将右侧窗口“Auto Tool Change”中第一条指令删除,对于第二条指令“G91G28Z0.0”是换刀前回到安全平面的设置指令,由于个人爱好或者要求不一样,可以删除也可以保留。然后将下拉窗口中的“Custom Command”指令拖到“T06”和“T”之间,将弹出的窗口名称改为“tool_info”,在窗口中输入以下信息:
global mom_tool_diameter
global mom_tool_corner1_radius
global mom_tool_length
MOM_output_literal "(D = [format "%.2f"$mom_tool_diameter]R= [format "%.2f" $mom_tool_corner1_radius]L = [format "%.2f" $mom_tool_ length])"
这些指令的加入可以使生成的数控程序中在换刀时显示刀具的一些信息(见文中最后给出的数控程序),不过,如果下一步操作跟上一步操作使用的是同一把刀具则不会显示换刀信息。如果要进行手动换刀,可以勾选UG/CAM 中换刀设置中手动换刀。
④运动指令的选择
运动指令有直线移动、圆弧移动和快速移动3 个选项。对于直线移动,一般可以采用UG/Post 默认的设置,而对于圆弧移动就需要修改。选择“Circular Move”,删除“I、J、K”指令,替换为“R”指令,然后确保“Circular Record”为“Full Circle”,即圆弧输出为全圆输出而非四分之一圆弧输出。最后将“Rapid Move”中的两条G90 指令删除。
⑤操作结束指令的选择
在左侧窗口选择“Operation End Sequence”,在右侧下拉窗口将“New Block”添加到“End of Path”右侧,在弹出的对话框中添加“M09”指令,再以同样的步骤添加“M05”指令、“G91G28Z0.0”指令和“M01”指令,即操作结束后切削液关闭、主轴停转、刀具返回到安全平面、程序选择性停止。再将刚添加的4 条指令更改为“Force Output”。
⑥程序尾指令的选择
在左侧窗口选择“Program End Sequence”,删除“PB_CMD_nurbs_end_of_program”指令和“MOM_set_seq_off”指令,将“M02”指令改变为“M30”。再将右侧下拉窗口中的“custom_command”添加到“%”指令后面,在弹出的对话框中将名称修改为“machine_time”,在窗口中输入以下程序使程序结束后输出加工时间。
global mom_machine_time
MOM_output_literal " machine_time = [format"%.2f" $mom_machine_time]"
⑦其他指令及数控代码格式的修改
选择“Program & Tool Path”→“Word Summary”,在里面可以找到任意G 代码、M 代码、N、XYZ等指令,可以对其格式进行修改。比如加工文中零件所用到的数控机床重复定位精度为“0.006”,所以将“XYZR”指令修改为小数点后两位以满足机床加工精度要求。
UG 后处理还有一个比较便捷的功能,即将编制的“Custom Command”指令可以储存起来,这样以后再创建任意一台机床加工某一零件程序时都可以调用该指令,避免了程序的编写。以换刀时显示刀具信息为例,选择“Program & Tool Path”→“Custom Command”→“Export”,找到创建的“PB_CMD_tool_info”指令,双击选中,然后将其保存在UG 安装程序文件夹的“custom command”文件夹中就可以了。
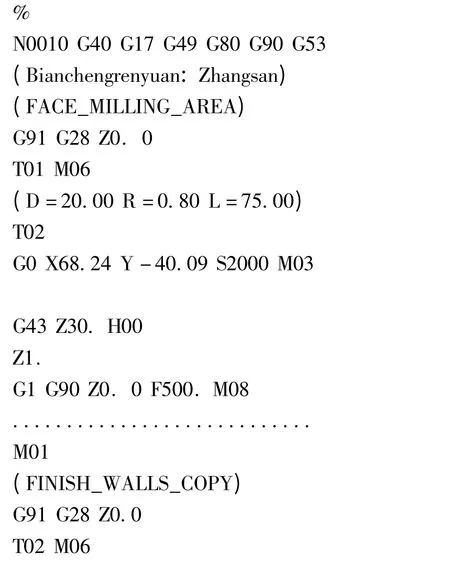
(4)由“XD_30A_3Axis”后处理器后处理的所有加工操作的程序(部分)

4 结论
由CAM 软件生成的刀轨文件必须经过后处理才能生成机床控制系统认可的NC 程序。而对于不同的数控机床,具有各自不同的特征、不同的控制系统,由UG 自带后处理器生成的数控代码并不能满足要求,须通过UG/Post 来创建合适的后处理器,从而避免生成的数控程序在实际应用中发生故障(比如撞刀、过切等),降低了企业损失。
【1】张海军,金永福.基于UG/Post 创建数控系统后处理器[J].现代机械,2008(3):78-80.
【2】赵雪玉.UG/POST 后处理综述[J].现代制造,2005(8):90-93.
【3】杨华明.基于UG NX4 华中数控四轴后处理技术的研究[J].机床与液压,2012,40(4):102-105.
【4】刘镝时.用UGPost 创建AB_8400MP 数控系统后处理文件[J].现代制造,2006(11):76-77.
【5】艾建军,刘建敏,许东太.五轴数控加工中心UGNX 后处理研究[J].煤矿机械,2010,31(2):198-200.
猜你喜欢
建材发展导向(2022年4期)2022-03-16
今日农业(2020年20期)2020-12-15
科学技术创新(2020年6期)2020-04-18
测控技术(2018年5期)2018-12-09
能源(2018年10期)2018-12-08
电信科学(2016年10期)2016-11-23
能源(2016年10期)2016-02-28
机械工程师(2015年10期)2015-02-02
西安建筑科技大学学报(自然科学版)(2014年1期)2014-11-12
机电信息(2014年27期)2014-02-27
