
提高热挤压模具寿命的有效途径
2013-03-14 09:31吴丽丽陈强民井振海时立国
中国新技术新产品 2013年5期
吴丽丽 杨 妍 陈强民 井振海 时立国
(1.葫芦岛市特种设备监督检验所,辽宁 葫芦岛 1 2 5 0 0 1;2.葫芦岛锦华精密锻造有限公司,辽宁 葫芦岛 1 2 5 1 2 5)
1 概述
现代化工业生产中,随着科学技术的不断发展,模具这种重要的工艺装备,它具有优质、高产、低消耗和低成本的特点。在国民经济各个部门中越来越多地得到广泛的应用,其中机电产品中约60%~70%,电子产品约占80%,轻工业产品约占85%。然而其中使用热挤压模具的比例又占有相当的比例,并有越来越大的趋势。随着工业产品品种和数量的不断增加和生活的需要,人们对模具的制造周期、质量的优劣,寿命的长短特别关注。研究和探讨如何提高热挤压模具使用寿命,延长服役时间,促进采用模具新技术、提高经济效益,正是本文的目的。
2 影响热挤压模具使用寿命的主要因素
工厂调查表明,模具失效的因素中,模具材料及热处理为主要因素,详见表1,其比例为70%,这样模具材料及热处理的优劣,在整个模具

表1 模具失效因素
制造业中显得更加重要。
模具材料的性能、材质的优劣、热处理的选用及其工艺是否合理,使用模具是否合理等因素,对模具制造精度,合格率成本、服役时间的承载能力,寿命的长短均有密切关系。
热挤压模具的工作条件相当恶劣。即承受压缩应力、弯曲应力脱模时也承受一定的拉应力。另外还要受到冲击负荷的作用。模具与炽热金属接触时间较长。工作温度高达600~800℃。热挤压模的失效形式主要是模膛过量塑性变形,开裂,热疲劳和热磨损。因此这类模具特别要求具有高的热稳定性、较高的高温强度和足够的韧性,良好的耐热疲劳性和高的耐磨性的材料及适当的处理方法。
3 合理选用模具材料及其热处理
热挤压模具材料热处理对模具的使用寿命的长短显得特别重要。选用模具材料时应考虑:满足其工作条件要求,满足工艺性能的要求,即可锻性,加工性,淬硬性,退火性等。在满足使用性能的条件下,尽可能降低生产成本,选用价格低廉,市场供应充足易于购买的材料。我厂主要选用3Cr2W8V和4Cr5MoV1Si其热处理硬度为48~52HRC,尽量采用真空热处理。
为满足模具的工作条件要求,延长使用寿命便于维修特采用表面强化处理技术,我厂模具主要是采用渗碳和渗氮共渗,中高碳的低合金模具钢和高合金钢均可进行。这样可显著提高模具其热疲劳性能。
4 合理设计模具结构,提高模具加工精度
模具设计是影响模具寿命的重要因素。合理的模具结构,能使模具在工作时受力均匀,应力集中小:
(1)整体模具不可避免的存在凹的圆角,当圆角半径小于2㎜或深窄模膛的凹圆角,或凹圆角加工留有刀痕时,都易造成应力集中,并由此引起开裂。
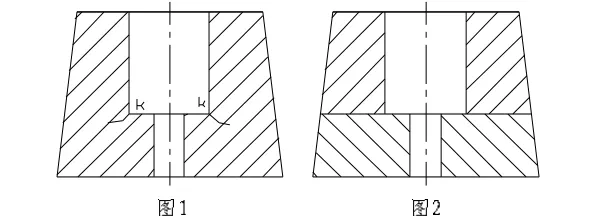
如图1的结构易在k处产生裂纹
改成图2结构后避免了裂纹的产生提高摸具的寿命。
(2)在毛坯公差范围内为了减小毛坯顶出力减少毛坯存留模腔的时间,模具适当加斜度,如钟形壳产品头部同一直径尺寸上端比下端尺寸大0.1㎜左右。杆部同一直径处上端直径比下端大0.4㎜左右。这样减小出模顶出力,减小凹模腔型表面拉伤。决不允许有反向斜度,即倒梢,否则就会降低毛坯质量减少模具使用寿命,甚至造成闷料,造成模具损坏。
(3)模具的导向装置也很重要的,它可以保证模具在工作中模具零件的相对位置精度,避免模具不均匀的磨损,可靠的导向结构对避免凸模与凹模互相啃伤及为有利,对小间隙的模具显得特别重要。否则易产生偏载啃模造成模具早期失效。
(4)采用合理的凸、凹模间隙,不但有效提高产品质量,对模具的寿命也有一定的影响。间隙过小会产生啃模,间隙过大,不但影响产品同轴度,还会由于偏载使凸模弯曲,影响凸模寿命。
(5)模具的加工精度,决定于模具制造过程的最后的一道抛光工序。抛光的好坏不仅直接影响模具的使用寿命,而且对成品的表面光洁、尺寸精度都有影响。
(6)合理装配,调试和管理
一套好的模具,除了保证模具零件的加工外,还必须做好装配工作。如果装配时调整不好,会造成凸模间隙不均匀,加剧模具磨损,同时挤压出不良产品。
模具在装配前应根据工装总图的要求,确定合理的装配顺序和装配方法。凹模预紧套子应压紧,装配完成后,试车再调整,直至合适为止。凹模在工作一段时间后,最好采用超前维修,进行腔内抛光,以避免挂蜡,拉沟等现象的出现,以提高模具寿命。
结语
综上所述,通过对影响热挤压模具寿命因素的分析,正确选择模具材料及其热处理,合理设计锻模结构,提高模具精度,对模具合理装配、调试、管理、维护均可以提高热挤压模具的寿命,降低锻件生产成本。
此外,良好的润滑和冷却也是提高模具寿命的方案之一。
[1]模具实用技术丛书编委会编[M].北京:模具材料与使用寿命.
[2]夏巨谌,丁永祥,胡国安.闭式模锻[M].北京:机械工业出版社.1993.
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23
模具制造(2022年2期)2022-03-25
模具制造(2021年8期)2021-10-20
中国设备工程(2021年1期)2021-02-01
装备制造技术(2020年1期)2020-12-25
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2017年7期)2018-01-19
锻压装备与制造技术(2015年1期)2015-06-07
装备制造技术(2013年5期)2013-01-07
