
变自由度螺栓夹紧机构设计及试验研究
2013-02-28 01:03王才东王立权赵冬岩孟庆鑫
中国机械工程 2013年13期
王才东 王立权 赵冬岩 孟庆鑫
1.郑州轻工业学院,郑州,450002 2.哈尔滨工程大学,哈尔滨,150001
3.海洋石油工程股份有限公司,天津,300451
0 引言
海底输油气管道是连续输送大量油气快捷、安全和经济可靠的运输方式,已广泛应用于海上油田的开发。浅水的海底管道主要是通过专业的潜水员下水操纵连接或焊接人员进入水下密封舱对管道进行焊接作业[1-2],而受深水恶劣作业环境的限制,水深大于300m的石油管道连接需依靠自动化连接机具完成。深水石油管道的连接常用法兰式连接形式,主要有螺栓式连接、卡钳式连接、卡爪式连接。挪威Acergy公司、美国Sonsub公司、瑞士All Seas Group公司等已开展了深水管道法兰连接机具的研究[3-4],我国海洋石油工程股份有限公司与哈尔滨工程大学也联合开展了深水管道自动化连接机具方面的研究工作[5]。
我们在研究国外法兰连接机具的基础上,结合水下作业的具体要求,提出深水管道法兰连接机具总体方案。成组螺栓的夹紧定位是法兰连接机具设计的难题,是关键技术之一,本文主要研究成组螺栓的夹紧与定位机构。
近年来,人们开展了工件夹紧定位装置的研究。文献[6]研发了一种真空夹持工具,利用真空吸附原理,采用真空吸盘将钣金零件吸附固定在定位装置上,解决了钣金零件刚度差、不易夹紧固定的问题。文献[7]设计了一种新型的随行夹具定位机构,可满足组合机床自动线随行夹具上的工件自动定位夹紧的要求。文献[8]研究了铝质薄壁筒件切削加工的自动装夹技术。文献[9-10]研究了多件夹紧机构的结构设计、夹紧力计算及优化方法。综上,目前关于夹具的研究多集中在机械加工中工件的定位,其研究成果不适用于法兰连接机具对螺栓的夹紧定位要求。法兰螺栓连接机具需同时对20个螺栓夹紧定位,并且螺栓是环形均布的。
变自由度机构是一种机构自由度在运动过程中发生变化且具有确定运动规律的机构,是现代机构中一种新的概念。20世纪90年代开始,国内外学者开展了变自由度机构的理论与应用研究[11-12]。变自由度机构可根据不同任务而改变构态,因而它能解决传统的定自由度机构所不能解决的一些难题,对其进行研究具有重要的理论意义和实用价值。
本文运用变自由度机构的构型设计方法,设计一种新型螺栓夹紧定位机构来满足水下管道法兰连接机具成组螺栓定位需求,在结构设计基础上,对机构进行动力学仿真分析和试验研究。
1 水下管道法兰连接机具螺栓夹紧机构方案分析
1.1 水下管道法兰连接机具总体方案
通过系统的功能分析和结构分析,采用模块化设计方法对水下管道法兰连接机具的结构进行设计。按照各部件完成的功能不同,将机具划分为六大模块:螺栓库、螺母库、拉伸模块、支撑机架、内基架、卡爪等。机具的三维模型如图1所示。

图1 水下法兰连接机具样机模型
法兰连接机具作业过程如下:水下机器人ROV(remotely operated underwater vehicle)与连接机具实现对接,并将机具定位于管道上方,在水下视频监控下,卡爪抱紧管道,保证机具与管道的相对定位;螺母库、螺栓库、拉伸器库的库体闭合;调孔机构调孔,库体推进液压缸驱动探针机构插入旋转环法兰的螺栓孔,探针驱动旋转环法兰旋转,使其螺栓孔与固定法兰螺栓孔对齐;库体推进液压缸驱动螺栓库携带螺栓轴向运动,使螺栓穿过法兰螺栓孔;螺母库轴向前进,使螺栓进入套筒扳手中,套筒扳手将螺母拧入螺栓。拉伸器模块拉伸螺栓至指定长度,套筒扳手拧紧螺母,完成两管道的连接作业;最后,螺栓库释放螺栓,3个工具库复位。
1.2 变自由度螺栓夹紧机构组成及工作原理
螺栓库的主要功能是携带螺栓,是水下法兰自动连接机具的核心部件,其设计应满足以下要求:①在调孔运动过程中,应保证3个工具库沿管道周向运动的同步性,否则各库体间会产生一定的角度偏差,使螺母不能拧入螺栓;②螺栓夹紧机构能够同时夹紧20个螺栓,并保证定位精度,具有自锁功能,夹紧应可靠和适当;③释放螺栓,即在螺栓连接完成后使螺栓与螺栓库可靠脱离。
设计的螺栓库由左库体、右库体、上库体、开合结构、齿圈、螺栓夹紧定位机构、螺栓等组成,如图2所示。

图2 螺栓库
为了便于环抱管道,螺栓库采用三瓣式结构,上库体与右库体通过销轴连接,右库体的开合运动由液压缸驱动完成;左库体的开合运动原理与右库体相同。螺栓夹紧定位机构实现螺栓的夹持与释放,为保证螺栓的定位精度,采用锥面定位形式。
螺栓夹紧定位机构的功能是实现对螺栓的定位、夹紧与释放,是整个螺栓库设计的关键所在。由于20个连接螺栓是环形分布的,并考虑螺栓库的三瓣式结构形式,所以设计的螺栓夹紧定位机构采用4个定位机构的组合形式,其结构简图见图3。4个螺栓夹紧机构的结构基本相同,每个夹紧机构均由锁紧板、锁紧液压缸、前(后)内定位板、前(后)外夹紧板、限位挡板G及机架组成。上螺栓库体的左右对称位置分别安装一个定位夹紧机构,左右螺栓库上各安装一个定位夹紧机构。其中内定位板为夹紧机构的定位元件,外夹紧板与锁紧板共同组成夹紧元件。限于篇幅,仅以螺栓上定位夹紧机构为例,对其夹紧与释放螺栓的工作过程进行分析,其中图3a所示为机构的打开状态,图3b所示为机构的锁紧状态。图3中,Ai、Bi、Di、Ei为转动副,Ci为移动副,Fi为高副,i=1、2分别代表左右侧夹紧机构的运动副。
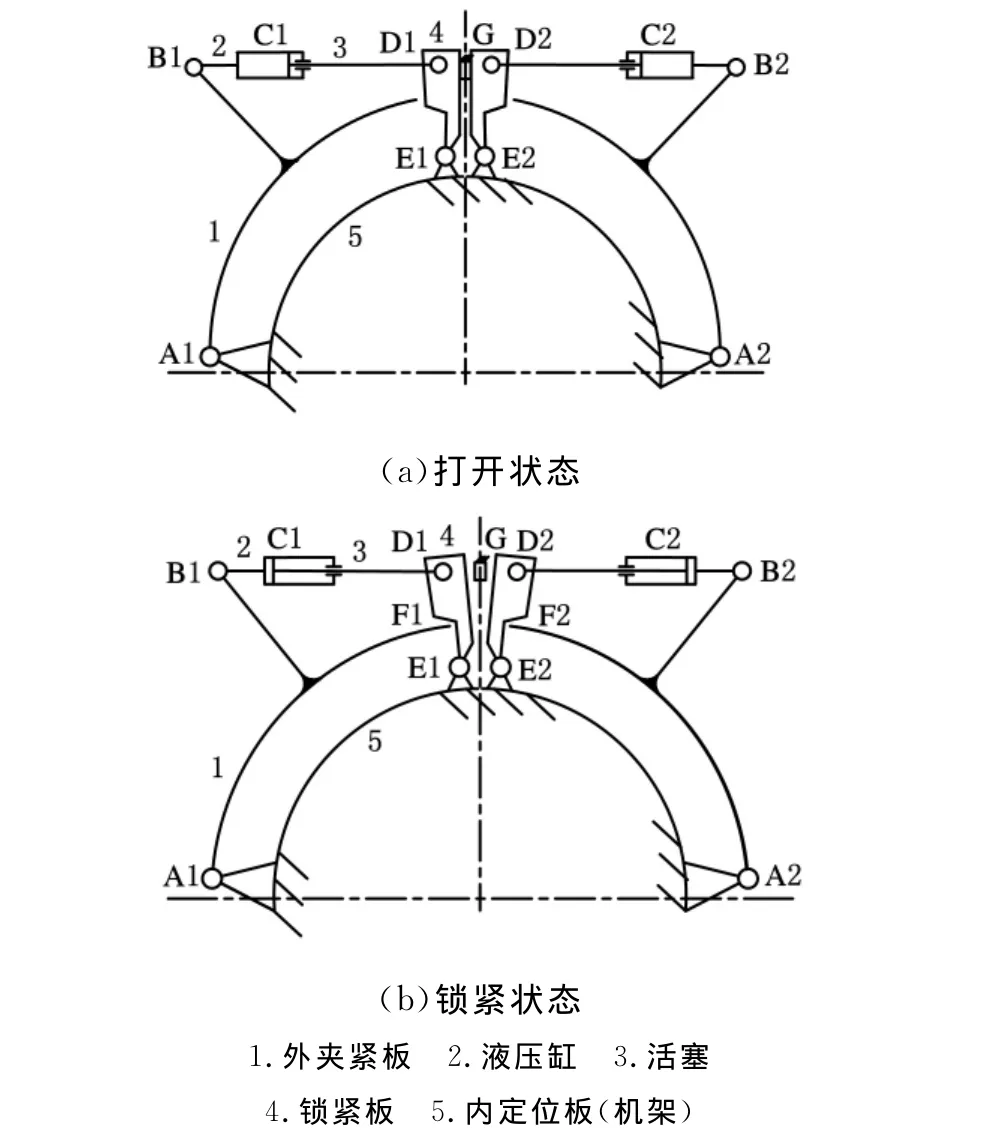
图3 螺栓夹紧定位机构简图
分析螺栓夹紧定位机构在初始状态(图3a所示打开状态)的构型可知,此时机构为五连杆机构,其自由度为

式中,F为机构的自由度数;n为机构的构件数;PL为机构中低副个数;PH为机构中高副个数。
螺栓夹紧定位机构的原动件只有一个,即液压缸,原动件数目小于机构自由度数,根据机构运动相关理论可知,此机构没有确定的运动规律。此时,采用变自由度机构进行设计。变自由度机构的形成主要有两种方法:变约束运动副法、限动运动件法[13]。在此采用限动运动件法进行设计,即在螺栓的安装过程中,对机构增加一个约束,使机构有确定的运动。在打开状态,根据机构的特点,采用人工辅助的方法限制构件1运动,旋转副A1失去作用,此时机构的构件1变为机架的一部分,机构活动构件的数目减少1个,因此机构变成了平面四连杆机构(曲柄摇块机构),由机械原理的基础知识可知该机构具有确定的运动规律。
(1)螺栓夹紧定位过程。液压缸2的活塞杆缩回,驱动锁紧板4逆时针转动,使锁紧板的F形斜面与外夹紧板1的端部接触,在液压力作用下,外夹紧板对螺栓施加夹紧力,完成对螺栓的夹紧定位。螺栓锁紧后的状态如图3b所示,此时机构为五连杆机构。为使五连杆机构具有确定运动,采用变约束运动副法进行设计,将外夹紧板1的端部设计成弧形,使其与锁紧板4的接触处形成一个高副F1(图3b),螺栓夹紧机构自由度为

(2)螺栓释放过程。螺栓释放初始阶段,在液压力作用下,液压缸2的活塞杆伸出,带动锁紧板4顺时针旋转,锁紧板4与外夹紧板1逐渐分离;当二者完全分离后,高副F1失去作用。同时,锁紧板4与限位挡板G接触,锁紧板4变为机架的一部分,限制了锁紧板4的顺时针转动,旋转副E1失去作用,此时机构变为平面四杆机构(转动导杆机构)。显然,机构自由度的变化是由构件4、限位挡板G从非接触到接触(4变成机架)的变化引起的。此后过程中,液压缸活塞杆继续伸出,驱动外夹紧板1逆时针旋转,使螺栓完全脱离外夹紧板。机构恢复为打开状态(图3a)。
1.3 螺栓夹紧机构的水下密封
在水下作业环境下,夹紧机构的驱动液压缸要承受外界水的压力,因此对其密封性要求较高。采用带弹簧式压力补偿器的液压系统,压力补偿器内部由一个带弹簧的活塞分成两腔,一腔内为压力补偿油,另一腔则直接通向外界海水环境。海水的压力可以通过活塞传递给压力补偿油,活塞的运动使弹簧产生一个反力,可以使内部补偿油的压力稍大于外部压力,从而实现对环境压力的自动平衡补偿。
驱动液压缸的密封采用特殊设计,活塞杆与缸体间的密封采用两层格莱圈进行密封。格莱圈由一个填充聚四氟乙烯(PTFE)的方形滑环和一个橡胶O形圈组合而成,O形圈提供足够的密封预紧力,并对PTFE滑环的磨耗起补偿作用。格莱圈具有双向密封效果,既防止液压油泄漏又防止海水内渗。
2 螺栓夹紧机构力学分析
2.1 螺栓夹紧机构受力分析
为保证螺栓的定位精度,螺栓夹紧定位机构采用锥面定位方式,螺栓尾部加工成锥杆形式,与内外夹紧板组成的定位圆锥孔相配合实现锥面定位,同时保证了环形分布的20个螺栓的同轴度,如图4所示。螺栓的锥面定位方式决定了连接机具所使用的螺栓必须进行特制。
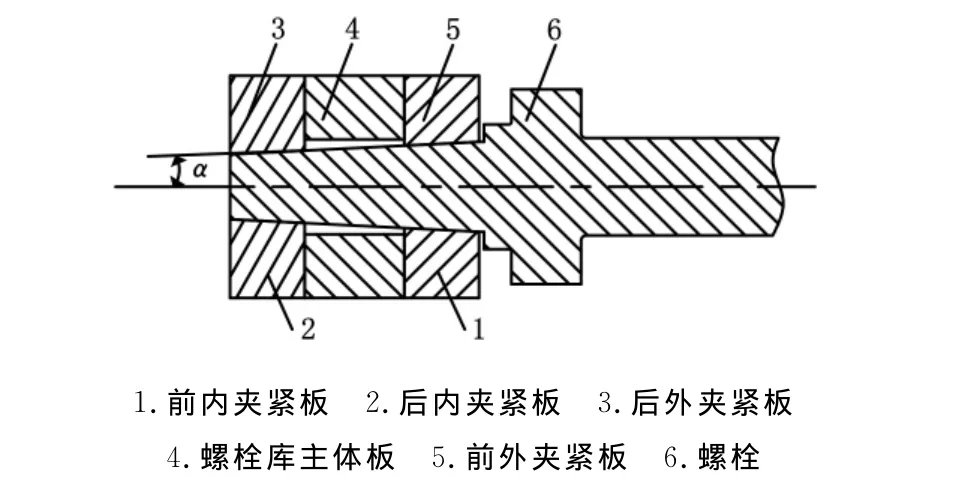
图4 螺栓锥面定位示意图
螺栓夹紧定位机构对螺栓的夹紧应具有自锁性,以保证定位可靠。锥面定位自锁,要求设计的夹紧板的锥孔和螺栓的锥杆的半锥角α应小于材料的摩擦角φ1。螺栓与夹紧机构的材料均为钢材质,查阅机械设计手册并依据具体作业状况,可知其摩擦因数为0.1~0.15,对应的摩擦角φ1为5°43′~8°32′。设计中取α=3.5°。
螺栓夹紧机构对螺栓的夹持力由前后两个外夹紧板提供,理想状态下当螺栓处于竖直面内时所需的夹持力最大,此时螺栓的受力如图5所示。
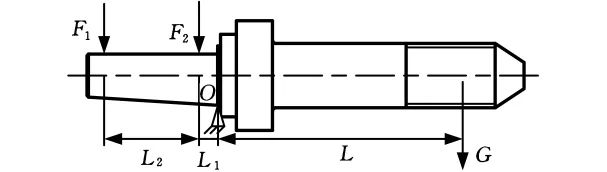
图5 螺栓受力分析图
各力对O点取矩,写出螺栓力矩平衡方程,有

式中,G为重力,N;F1为前外夹紧板作用力,N;F2为后外夹紧板作用力,N;L为重力力臂,mm;L1为F1力臂,mm;L2为F2力臂,mm。
假设前后的外夹紧板对螺栓的作用力相同,即F1=F2,并将G=66.7N,L=241.63mm,L1=15mm,L2=85mm代入,可得F1=F2=161N。
2.2 螺栓夹紧机构动力学仿真分析
设计的螺栓夹紧机构构件较多且结构复杂,直接在ADAMS中建立模型比较困难。由于螺栓夹紧机构的4个定位夹紧机构的结构基本相同,因此以左上定位夹紧机构为例,对其进行动力学分析。利用三维建模软件Solidworks建立机构的三维模型,并对模型进行简化,删除螺钉等固结装置。将模型保存为计算机图形交换格式(IGES),然后将其导入到 ADAMS中[10],设置各刚体的材料属性、转动惯量等参数,创建运动副,定义模型属性并施加约束。建立的ADAMS模型如图6所示。为了便于检测各个螺栓的受力状态,在外夹紧板与螺栓间添加了传感器,定义图6中从左至右顺时针依次为1~5号螺栓。

图6 螺栓夹紧机构ADAMS模型
完成螺栓夹紧机构的动力学建模后,根据实际运动规律,对驱动部件添加驱动,进行动力学仿真。螺栓的受力曲线如图7所示。

图7 螺栓受力分析图
由图7可以看出,在开始0~3s阶段,夹紧机构处于打开状态(图3a),锁紧板与限位挡板间作用力为84.5N,此力为克服支撑液压缸与外锁紧板的重量所需力。3~6.8s间,各螺栓的受力为零,此时液压缸驱动上锁紧板顺时针转动,靠近螺栓,但尚未与螺栓接触。6.9s开始,螺栓开始受到外加夹紧板的压紧力,螺栓1最先受到锁紧板的夹紧力,并且其增大速度最快。这是因为螺栓1最靠近外夹紧板的转动销轴。螺栓5在10.6s才开始受力,说明此时外锁紧板才与螺栓5接触,这与实际情况相符。由图7可以看出,在10.8s时受力曲线出现转折,受力变化变缓,由于此时外锁紧板与5个螺栓均接触,为了使得各螺栓受力平稳,此时液压缸活塞杆的输出速度降低。在16.1s时,锁紧板到达预定位置,此时各螺栓的受力达到最大值,具体数值见表1。由表1,可得螺栓受到的最大力为212.8N,最小力为182.3N,均大于螺栓可靠定位所需的夹紧力161N,满足螺栓夹紧定位要求。

表1 螺栓的夹紧力 N
3 螺栓夹紧试验
为了验证螺栓夹紧定位机构方案的可行性,研制了螺栓夹紧定位机构样机,如图8所示。

图8 螺栓夹紧定位机构
为验证螺栓夹紧机构定位的准确性,在试验样机上进行了螺栓夹紧定位与螺母引入试验,如图9所示。试验过程如下:①打开螺栓夹紧机构,完成准备工作(图9a);②完成机具的装配和螺栓的夹紧定位后,通过调整螺栓库转角调整机构,使螺栓与法兰孔的轴线对准(图9b);③螺栓库携带螺栓前进穿入固定法兰螺栓孔(图9c);④螺栓穿入活动法兰(图9d);⑤螺栓库前进到预定位置时,螺母库携带螺母前进与螺栓接触,同时套筒马达旋转,驱动螺母旋入螺栓(图9e);⑥完成连接后,螺栓夹紧机构库释放螺栓(图9f)。
试验结果表明:螺栓夹紧定位机构可以满足20个螺栓的夹紧定位要求,定位精度较高,使得20个螺栓可以同时插入法兰螺栓孔并同时引入螺母;在管道法兰螺栓连接完成后,螺栓夹紧机构能够可靠释放螺栓。多次试验表明,夹紧机构完成全部螺栓的夹紧定位约需4.5min,满足法兰连接机具工作效率要求。
4 结论
(1)运用变自由度设计方法设计了一种新型螺栓夹紧定位装置,该装置可用于环形分布成组螺栓的夹紧定位。
(2)建立了螺栓夹紧机构的动力学模型,进行了螺栓的夹紧作业过程的动力学仿真,结果表明,成组螺栓受力均匀,满足螺栓夹紧定位需求。
(3)螺栓夹紧定位机构样机试验表明,设计的螺栓夹紧机构能完成螺栓的夹紧定位与释放,能保证成组螺栓的定位精度,使螺栓引入螺母。

图9 螺栓夹紧试验
[1] 王立权,王文明,何宁,等.深海管道法兰连接机具的设计与仿真分析[J].哈尔滨工程大学学报,2010,31(5):559-563.Wang Liquan,Wang Wenming,He Ning,et al.Design and Simulation Analysis of Deep-sea Flange Connection Tool[J].Journal of Harbin Engineering University,2010,31(5):559-563.
[2] Corbetta G,Cruden R.A New Approach to Capex and Opex Reducation:an Integrated System for Remote Tie-ins and Pipeline Repair[C]//Offshore Technology Conference.Houston:OTC,2000:313-319.
[3] 王立权,王才东,赵冬岩,等.水下螺栓组连接引入装置动力学仿真及试验研究[J].中国机械工程,2011,22(11):1278-1283.Wang Liquan,Wang Caidong,Zhao Dongyan,et al.Dynamics Simulation and Experimental Study of Lead-in Device for Underwater Bolt Group Con-nection[J].China Mechanical Engineering,2011,22(11):1278-1283.
[4] Alliot V,FrazerI.Tie-in System Uses Low-cost Flanges on Deepwater Girassol Development[J].Oil& Gas Journal,2002,100(18):96-104.
[5] 王才东.深水管道法兰自动连接机具关键技术研究及样机研制[D].哈尔滨:哈尔滨工程大学,2011.
[6] 孙岩,生宏伟.钣金零件用真空夹持工装研制[J].机械设计与制造,2012(4):268-270.Sun Yan,Sheng Hongwei.Development of Vacuum Clamping Fixture for Sheet Metal Parts[J].Machinery Design & Manufacture,2012(4):268-270.
[7] 李瑾,李婕,陈涛.随夹的自动定位夹紧装置的设计[J].制造技术与机床,2010(12):141-143.Li Jin,Li Jie,Chen Tao.Design of the Accompanying Automatic Position and Clamping Device[J].Manufacturing Technology & Machine Tool,2010(12):141-143.
[8] 王李华,周骥平,朱兴龙,等.基于铝质薄壁筒件切削加工的自动装夹技术研究[J].机械设计,2012(2):68-72.Wang Lihua,Zhou Jiping,Zhu Xinglong,et al.Research of the Automatic Clamping Technology about the Aluminum Thin Wall Tubular Parts Cutting[J].Journal of Machine Design,2012(2):68-72.
[9] 倪丽君,陈蔚芳.多目标的装夹方案优化及变夹紧力优化[J].机械设计与制造,2007(7):7-9.Ni Lijun,Chen Weifang.Multi-objective Fixture Scheme Optimization and Alterable Clamping Force Optimization[J].Machinery Design & Manufacture,2007(7):79.
[10] 张小熙,付劲松,金鸣.多件装夹铣具的夹紧力计算[J].机械制造,1998(9):31-32.Zhang Xiaoxi,Fu Jinsong,Jin Ming.Clamping Force Calculation of Milling Clamping Tool for Multi-workpiece[J].Machinery,1998(9):31-32.
[11] 郭宗和,马履中,杨启志.基于变胞原理的变自由度机构拓扑型分析[J].中国机械工程,2005,16(1):1-5.Guo Zonghe,Ma Lüzhong,Yang Qizhi.Topological Type Analysis of the Variable Freedom Mechanism Based on the Metamorphic Principle[J].China Mechanical Engineering,2005,16(1):1-5.
[12] Dai J S,Li Duanling,Zhang Qixian,et al.Mobility Analysis of a Complex Structured Ball Based on Mechanism Decomposition and Equivalent Screw System Analysis[J].Mechanism and Machine Theory,2004,39(4):445-458.
[13] 朱莉莉,梅健,赵亮,等.变自由度机构的分析及应用[J].大连交通大学学报,2007,28(4):33-37.Zhu Lili,Mei Jian,Zhao Liang,et al.Analysis and Application of the Variable Freedom Mechanism[J].Joural of Dalian Jiaotong University,2007,28(4):33-37.
猜你喜欢
南方农机(2022年10期)2022-05-14
蜜蜂杂志(2021年10期)2021-12-06
蜜蜂杂志(2021年11期)2021-02-18
今日农业(2020年19期)2020-11-06
重型机械(2020年2期)2020-07-24
思维与智慧·上半月(2020年4期)2020-04-13
发明与创新·小学生(2019年8期)2019-08-27
再生资源与循环经济(2019年6期)2019-01-21
铁道通信信号(2018年11期)2019-01-19
制造技术与机床(2017年5期)2018-01-19
