
年产20000吨发酵乳品制品工厂设计(一)
2013-02-18 01:16郭少华河北科技大学生物科学与工程学院050018
当代畜禽养殖业 2013年2期
郭少华 河北科技大学生物科学与工程学院 050018
1 绪论
1.1 酸奶简介
牛乳自古以来即被人类所饮用,因其含有丰富的优质蛋白质、碳水化合物、脂肪,而且比例合理、易于消化吸收,最重要的是其含有几乎全部已知的维生素,尤其是还含有大量的矿物质,是天然钙质的极好来源,因而被誉为“最接近于完善的食品”,牛乳也因此在人们的日常饮食中具有其他食品所无法替代的作用和地位。特别是由鲜牛乳发酵制作而成的酸乳,由于其具有丰富的营养、爽滑的质构、特殊的风味和良好的生理功能,而备受人们青睐。
通过乳酸菌发酵(如酸奶)制成的乳制品和由酵母菌、乳酸菌共同发酵(如开菲尔)制成的乳制品称为发酵乳品。之所以称之为发酵乳品,是由于牛奶中添加了发酵剂,使部分乳糖转化成乳酸。在发酵过程中还形成CO2、醋酸、丁二酮、乙醛和其它物质,从而使产品具有独特的滋味和香味。发酵乳品制品实际上是一个综合名称。它包括诸如酸奶、开菲尔、发酵酪乳、酸奶油、斯堪的纳维亚酸奶,乳酒(以马奶为主)等。世界卫生组织(WHO)、联合国粮农组织(FAO)与国际乳品联合会(IDF)对酸乳做出如下定义:酸乳,即在添加(或者不添加)乳粉(或者脱脂乳粉)的鲜乳(杀菌乳或浓缩乳)中,由保加利亚乳杆菌和嗜热乳酸链球菌进行发酵制成的凝乳状产品,且成品中必须含有大量的和相应的活性微生物。
通常可以根据酸乳成品的组织状态来进行分类,具体可分为凝固型酸乳(发酵过程必须在包装容器中进行,从而能使成品因为发酵而保留其原有的均匀一致的凝乳状态)、搅拌型酸乳(即成品先经发酵后灌装而得,发酵后的凝固乳已经在灌装前和灌装过程中搅拌破碎而成黏稠且均匀的半流动状态)和饮用型酸乳(类似于搅拌型酸奶,但在包装前凝块被分散成了液体)。
众所周知,饮用酸乳制品对人身体有很多益处,但大部分人不知为何,其实,酸乳中的许多成分具有特别高的营养价值,而且微生物菌群产生的许多代谢产物对人体健康也极为有益。其保健功能有:
(1)整肠作用
人体肠道内不光存在有益菌群,还存在有害菌群,发酵乳品制品便能够抑制肠道内大部分有害微生物的活动,从而增进人体的健康。实际上,人体肠道内一般都存在一些剩余食物,因微生物的活动被分解,随之便产生了毒素。这些毒素能破坏机体器官的组织细胞,严重时可引发各种疾病,甚至威胁生命。但是,如果经常饮用发酵乳品制品,则乳酸菌能抑制有害细菌的繁殖,而且使乳酸菌呈优势增长现象。
(2)促进消化吸收
发酵乳品制品能够促进消化腺的机能,从而促进食欲,增强消化机能,增加机体的新陈代谢和肠胃蠕动。这是因为在牛乳经乳酸发酵的同时,往往能够促进酒精发酵,而酒精和乳酸发酵的产物也能促进消化腺机能显著增强,刺激肠胃等的蠕动,促进有机体的代谢。
(3)缓解乳糖不适症
乳糖不适症是指一些人特别是黄种人和黑种人随着年龄的增长,肠道内渐渐缺乏乳酶,在饮用鲜奶或者服用其他非发酵乳品制品后,因体内不能很好地分解乳糖而引起胀肚甚至腹泻的现象。而发酵乳品制品在发酵过程中则可以产生乳糖分解酶,这种酶能促进乳糖的分解而使其容易被消化吸收,从而能缓解某些人的乳糖不适症。
此外,发酵乳品制品还有抗菌作用,且能防止便秘,合成维生素,降低胆固醇,改善肝功能及提高免疫力。
1.2 项目背景
(1)国外酸乳市场情况
有关资料及数据显示,在国外,发酵乳品制品已空前发达,日本、欧洲的发酵乳品制品在乳制品市场中所占比例已经达到了80%左右,北美达30%左右。可见,乳酸菌产品在全球的增长率已大大超过了其他乳制品的增长率。目前,全球范围内含益生菌、乳酸菌的乳制品的产值已达到近400 亿美元,其中欧洲占有近50%的市场。在欧美和其他发达国家,乳制品是人们摄取动物蛋白质的最主要的食品之一,这些发达国家的年人均乳制品消费量约为300Kg。
另外根据FAO(联合国粮农组织)的统计数据,2006年世界人均乳制品消费量大约为100Kg,而亚洲人均乳制品消费量(不包括中国)只有大约40Kg。其中,日本,中国台北,韩国和印度的人均乳制品消费量已超过60Kg。世界乳制品的需求每年以2%的速度在增长,发达国家的增长率约为1%,而酸乳的增长速度已超过5%。从世界范围来看,酸奶也是发展最快的乳制品,因为每年乳制品的新品种中有大约有7%是酸奶。同时每年大约有近千种酸奶新鲜产品问世。
(2)我国乳制品发展与生产现状
自20世纪80年代初我国开始把发酵乳品制品商业化生产以来,以发酵乳品为代表的发酵乳品制品在乳品行业中一直保持着最快的增长速度。目前,在全国各大超市,商场,消费者都能买到满意的发酵乳品。
中国乳制品工业协会的统计数据显示,1982年,北京、天津、上海、南京、武汉、西安6 大城市发酵乳品总产量还不到2000 吨,1989年已经超过5万吨,增长了近28 倍,平均年递增约为62%。而同期的消毒奶产量增长则不到2 倍,平均年递增约为16%;奶粉产量增长不到1 倍,平均年递增约为10%。进入90年代后期,全国发酵乳品行业继续保持着高速增长的大好势头。目前,我国发酵乳品制品总产量已经达到42 万吨。在液态奶中的比重也呈现稳步上升趋势。在中国的发酵乳品市场上,除了专业生产此类产品的益乐多、太子奶等品牌外,为了顺应消费趋势,并能从传统市场中凸显自己,乳品、饮料生产商纷纷将附加值高的乳酸菌、益生菌纳入到自己的产品视线中。
据中国乳制品协会的专家分析,我国发酵乳品增长迅猛的原因是,自改革开放以来,居民生活水平有了大幅度提高,并且消费者的营养保健意识和对健康的要求也不断增强,越来越多的人开始认识到发酵乳品不仅具有牛奶中的所有营养成分,还对机体免疫系统和防病抗病能力有很大的提高作用。据科学测算,我国约有36%的人存在不同程度的乳糖不耐症,而发酵乳品经过发酵已将鲜奶中的部分乳糖进行分解,所以更容易消化吸收,为国人所接受。
近年来发酵乳品已经由原始的单纯的凝固型创新发展出搅拌型和酸乳酪饮品等品种,由纯白口味发展出果味酸奶以及加果料的酸奶。而且还不断推出新的口味和品种,以其低廉的价格,高的营养价值吸引了越来越多的消费者。与此同时,由于消费环境的不断改善,消费者能更加方便地购买发酵乳品,人们可以从便利店、食品店以及超级市场等买到各种自己想要的发酵乳品。购买更加便利。从而拉动了发酵乳品行业的快速增长。目前,发酵乳品的包装也随着科学技术的进步由单一的玻璃瓶装发展到纸杯、塑杯、纸盒等各种各样的包装形式。此外,购买发酵乳品的途径也有了改变,消费者能方便地享受各式美味的发酵乳品。
虽然发酵乳品制品发展迅猛,但我国的乳制品行业尚属“幼稚”,其在规模、技术、销售、产品质量等方面同发达国家相比还存在较大差距。而且自从入世以后,许多来自外国的乳制品品牌陆续打入中国市场,进入消费者视野,如达能、雀巢等,这些企业给国内乳制品行业造成了很大的冲击。另外,面对面的交锋与竞争在国内各乳制品品牌间时刻进行着。尽管这些年来我国大型乳制品企业发展态势良好,销售额不断加大,奶制品企业兼并及整合的速度不断加快,同时集中度也不断被提高,但事实上乳品生产仍然存在许多问题,我们必须正视与面对。其存在的如要问题有:
原料奶、乳制品质量参差不齐;
技术上设备制造技术落后,企业规模小;
产品结构不够合理,乳品品种少。
(3)我国乳制品消费现状
尽管目前消费者的消费观念在不断提高,乳业市场不断壮大,但我国人均乳制品不足20Kg 的消费量与世界人均100Kg、发达国家人均140Kg 的消费量相比还据有很大差距。因为营养知识的欠缺,许多人尚不了解乳制品对平衡膳食,改善营养搭配,补钙和增强体质的重要作用,当然包括对酸奶的认识也不够。事实上国内的乳品消费整体上还没有进入完全理性的轨道。
不过,近些年来,随着我国国民经济的不断发展,普通家庭的膳食结构得到普遍改善,人民生活水平不断提高,对乳品的消费显著上升。但乳制品的消费主还是要集中在大城市以及城镇。其特点为:人均奶制品消费量太低。有关数据显示,全国人均消费奶类为13kg,城镇居民的人均消费已达到24kg,但农村居民人均消费却为2kg。奶制品消费趋势是在农村消费量较低,但增长速度较快。奶制品消费结构依然比较单一。
2 设计总论
2.1 设计依据,原则和范围
(1)设计依据
本年产20000 吨发酵乳品制品工厂设计依据河北科技大学生物科学与工程学院陈学武副教授下达的《设计任务书》并在其指导与帮助下进行设计。
(2)设计原则
本设计以我国的乳品行业发展现状为基点,贯彻国家有关食品工业的各项规定与标准,使生产方式向机械化,自动化,大型化,节省能源的方向发展。设计上尽量作到因地制宜,并且力求经济上的合理性和技术上的可行性。尽可能地采用新技术,新工艺,新设备,并节约设备投资,在保证产品质量的前提下,尽可能减少原辅料的消耗。另外还充分考虑工人工作和生活条件,搞好生活设施建设,对各方面进行综合考虑,使设计准确合理。
(3)设计范围
本设计主要是年产2 万吨发酵乳品制品工厂设计。设计范围包括厂址选择,各种产品工艺流程的确定,工艺论证,制定产品方案,物料衡算,设备选型,水、电、汽等的配给及优化,企业组织及劳动力组成,全厂辅助设施及公用系统,另外还有工艺流程图、车间平面布置图、工厂总平面布置图及剖面图各一张,经济核算及效益分析。
2.2 厂址选择
(1)厂址选择原则
首先必须符合国家有关的方针政策。一般设在开发区或规划区,节约用地。
生产条件方面。厂址应设在原辅料产地附近,可以获得新鲜原料;要有可靠的地质条件,避免流沙及淤泥,有一定的地耐力;厂区的标高应不低于当地历史最高水位,排水坡度最好在0.004 到0.006 之间;注意厂区附近的环境卫生,避免污染;厂址面积要足够,并有适当空余场地以供使用。
经济效果及投资方面。要方便运输,有供水供电条件,有优质的水源。
综上,本设计厂址选择在石家庄市东开发区。
(2)厂址选择报告
石家庄位于河北省中南部,距北京282km。东南西北分别为衡水,邢台,山西,保定。南北最长距离约为148km,东西最宽处约有175km,周边界长约760km。
石家庄市属于温带大陆性季风气候,太阳辐射变化显著,地面气压活动频繁,四季分明,寒暑悬殊,雨量集中于夏秋季节。石家庄市总的气候特点为气温偏高,雨量分布不均,西部部分山区雨量较多,日照偏少,春季天气多风,冬季寒冷干燥,多为东北风,夏季炎热干燥,多为东南风,春温夏热秋凉冬冷。
3 原辅料及产品的标准
3.1 原辅料的特性及标准
(1)原料乳特性及标准
生产酸奶所用牛乳为乳白色或者微黄色,含有丰富的碳水化合物,蛋白质,矿物质等人体所必需的营养成分,其营养价值之高是其它食物所不能比拟的。
所用原料乳应该符合国家标准 GB/T 6914-2008 中的规定。如表所示。
(2)发酵剂特性
发酵时所用的菌种是嗜热链球菌与保加利亚乳杆菌在一定比例下的混合菌种。其中,直投式发酵剂采用超浓缩处理,含活菌数为109-1011 个/g,活力非常强,可以直接进行生产使用,且染菌几率很小,并且节省能耗。发酵剂可以使牛乳中的乳糖转化为乳酸,并且赋予乳制品以良好的风味。
(3)白砂糖特性
我国酸奶生产所用的白砂糖应符合GB317-84 标准。其理化指标如下:
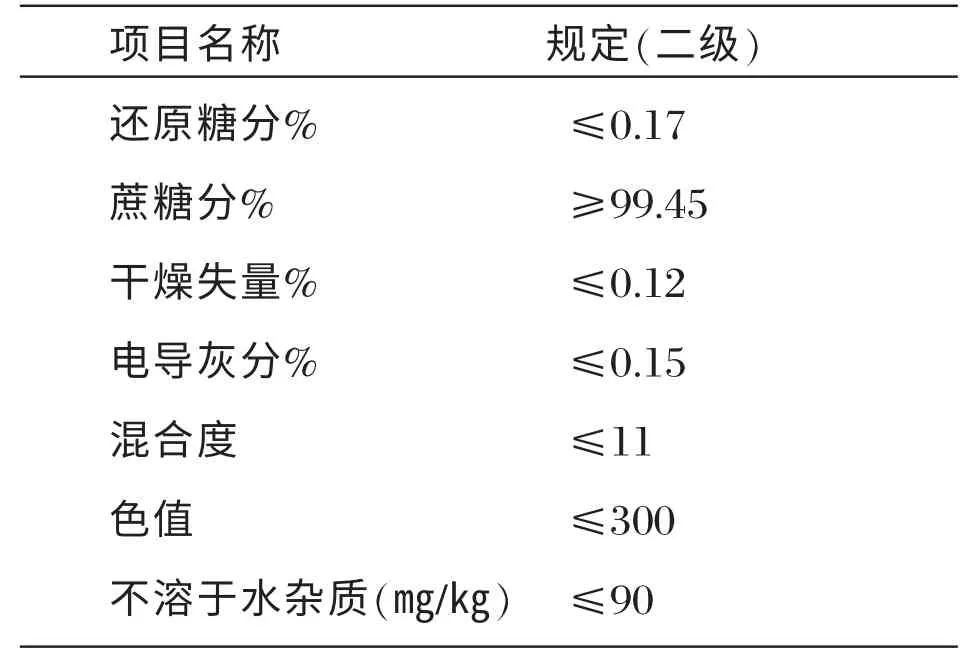
表2:白砂糖标准
4 工艺论证
4.1 工艺流程及说明
(1)酸奶的工艺流程及技术要点
搅拌型酸奶加工工艺流程
原料乳→净乳→配料(添加糖和稳定剂)→预热(50℃-60℃)→均质(15.0MPa-20.0 MPa)→杀菌(90℃-95℃/5min-10min)→冷却(至45℃)→接种(接种量2%-5%)→发酵→冷却→破碎凝乳→灌装→后熟→酸乳
技术要点
①用于制造酸乳等饮料的原乳质量比一般乳制品原料乳要求高。除必须按规定验收合格外,还必须满足若干要求:
总乳固体指数不低于11.5%,其中非脂乳固体比例不低于8.5%。
禁止使用患有乳房炎的牛的乳,因为这样会影响酸乳蛋白质的凝胶力。
禁止使用含有抗生素或杀菌剂的鲜乳,若乳牛注射抗生素则必须于4d 后采乳,因为常用的发酵菌种对抗生素和杀菌剂以及清洗剂都非常敏感。
②净乳。用离心分离机除去原料乳中的体细胞及部分机械杂质和部分芽孢菌。
③预热。温度控制在50℃-60℃。预热能起到杀菌作用,而且使辅料充分溶解。
④均质。牛乳中含有脂肪球,其大小在1-10um之间,若放置一段时间后容易出现脂肪上浮、凝结成块的现象。这个步骤能使原料充分混合均匀,阻止了奶油上浮,从而提高了酸乳的稳定性和稠度,并能够保证乳脂肪均匀分布,获得口感良好,质地细腻的乳品。均质时奶温控制在50℃-60℃,均质压力为15.0MPa-20.0 MPa。
⑤杀菌。杀菌的目的:杀死引起人类疾病的所有生物,使之完全没有致病菌。将除致病微生物之外的能影响保存期和产品味道的其他成分如酶类破坏,以保证产品的质量。杀菌温度为90℃-95℃,时间为5min-10min。
⑥冷却。冷却主要为接种的需要。经杀菌处理的牛乳需要冷却到适宜的接种温度,此温度控制在45℃左右。
⑦接种。接种前应该将发酵剂充分搅拌,使凝乳完全破坏。接种是造成酸乳制品遭受微生物污染的主要环节之一,因此应该严格注意操作卫生,防止细菌、酵母、霉菌、噬菌体和其他有害微生物的污染。
⑧发酵。发酵的温度控制在42℃-45℃,从而能为微生物代谢提供最适宜的温度环境。发酵时间2.5-3h,并且注意发酵期间不搅拌。
发酵终点判定:发酵乳品表面呈均匀的凝固样,有少量乳清析出,即可初步判断接近发酵终点,再测定pH 为4.6 左右即可停止发酵。
⑨破碎凝乳。破碎凝胶体,使其粒子直径达到0.01-0.4mm,并使酸乳的黏度及组织状态发生变化。同时注意搅拌速度不可过快,且时间不宜过长。
⑩灌装。采用自动无菌灌装机设备,将产品连续化灌装与包装容器中。
⑪后熟。将成品置于0℃-5℃温度下冷藏12-24h,进行后熟,可以促进香味物质的产生,得到良好的风味,并改善酸乳的硬度。
(2)果味酸奶的工艺流程及技术要点
果味酸奶工艺流程
原料乳→净乳→配料(添加糖和稳定剂)→预热(50℃-60℃)→均质(15.0MPa-20.0 MPa)→杀菌(90℃-95℃/5min-10min)→冷却(至45℃)→接种(接种量2%-5%)→发酵→冷却(至15℃-20℃)→破碎凝乳→调香→灌装→后熟→果味酸奶
技术要点具体操作要点见酸奶的工艺流程及技术要点。调香。将经溶解和杀菌的香精及果浆一同加入发酵乳品中混合均匀。
(3)果味酸奶的工艺流程及技术要点
果味酸奶工艺流程
原料乳→净乳→配料(添加糖和稳定剂)→预热(50℃-60℃)→均质(15.0MPa-20.0 MPa)→杀菌(90℃-95℃/5min-10min)→冷却(至45℃)→接种(接种量2%-5%)→发酵→冷却→与果料混合→灌装→后熟→果料酸奶
技术要点
(1)具体操作要点见酸奶的工艺流程及技术要点。
(2)与果料混合。将经过杀菌的果料与发酵乳品混合均匀。
(3)凝固型酸奶的工艺流程及技术要点
凝固型酸奶的工艺流程
原料乳→净乳→配料(添加糖和稳定剂)→预热(50℃-60℃)→均质(15.0MPa-20.0 MPa)→杀菌(90℃-95℃/5min-10min)→冷却(43℃-45℃)→接种(接种量2%-5%)→灌装于零售容器中→发酵(42℃-43℃,2.5h-4h)→冷却→冷藏后熟(2℃-7℃)
技术要点
(1)具体操作要点见酸奶的工艺流程及技术要点。
(2)灌装。接种后经充分搅拌均匀的牛乳应立即连续地灌装到零售容器中。要尽量降低顶隙,充填环境应接近无菌状态。
5 产品方案和物料衡算
5.1 产品方案
(1)产品方案说明
本设计根据产品的产量,种类和包装种类,并符合生产向自动化,机械化,连续化发展的要求,确定出年产20000 吨发酵乳品制品工厂的产品方案。
(2)产品方案表
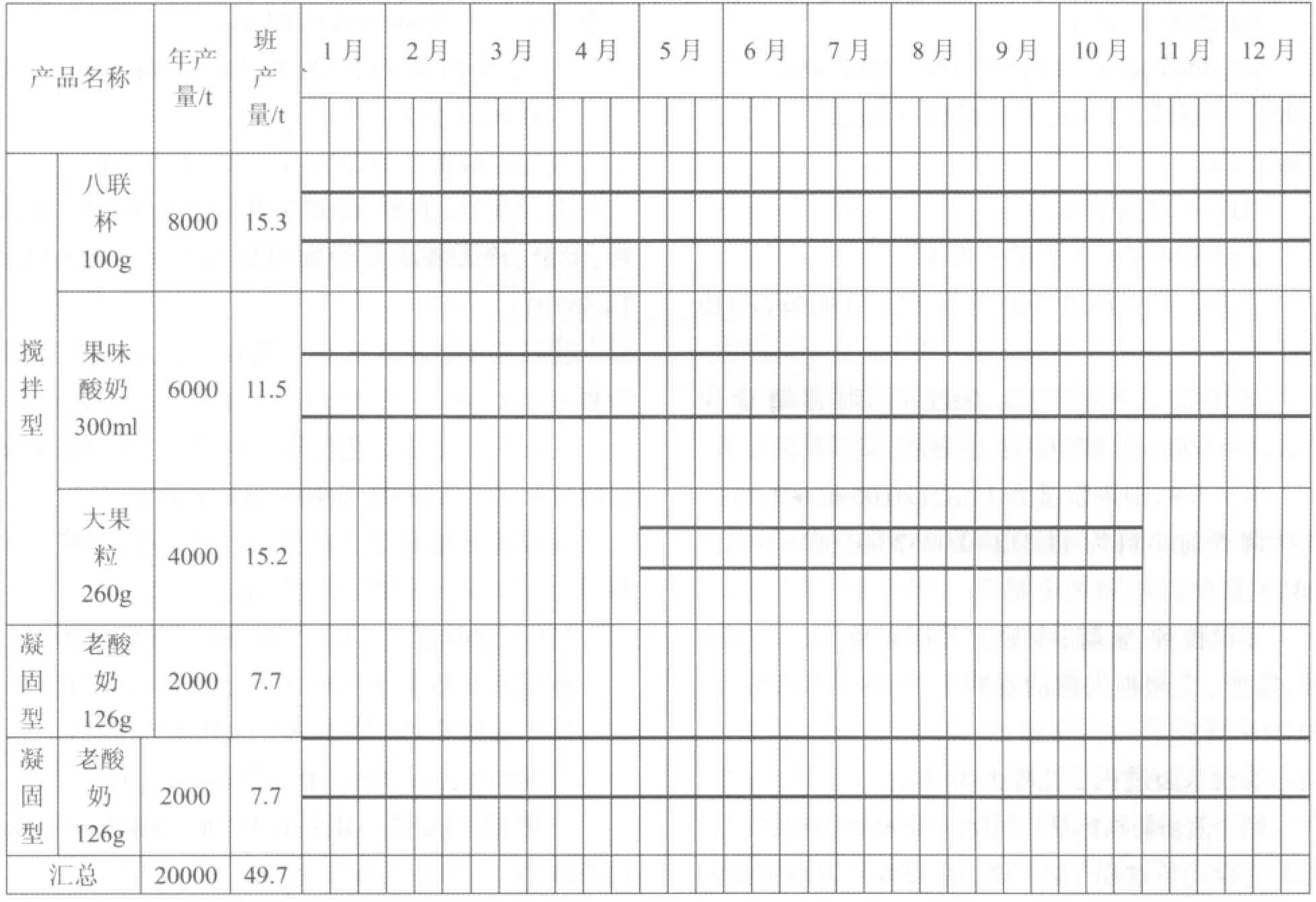
表3 年产20000 吨发酵乳品制品工厂产品方案
5.2 物料衡算
(1)酸奶的物料衡算
酸奶的配方
全脂鲜乳90%,白砂糖6%,蔗糖酯0.35%,瓜尔豆胶0.4%,水3.25%,发酵剂0.5‰。5.2.1.2 酸奶的物料衡算以班产15.3t 为计算单位:
①设灌装过程工艺损失为1‰,则灌装损失前的物料量为15.3/0.999=15.315(t)
②设接种,发酵,冷却,破乳工艺损失为0.8‰,则接种,发酵,冷却,破乳损失前的物料量为15.315/0.9992=15.327(t)
③设杀菌过程工艺损失为0.1‰,则杀菌前的物料量为15.327/0.9999=15.329(t)
④设均质过程工艺损失为0.2‰,则均质损失前的物料量为15.329/0.9998=15.332(t)
⑤设预热过程工艺损失为0.1‰,则之前的物料量为15.332/0.9999=15.334(t)
其中,白砂糖6%,即15.334×0.06=0.920(t);
蔗糖酯占0.35%,即15.334×0.0035=0.0537(t);
瓜尔豆胶占0.4%,即15.334×0.004=0.0613(t);
水占3.25%,即15.334×0.0325=0.498(t);
牛乳量15.334-0.920-0.0537-0.0613-0.498=13.801(t)。
即生产15.3t 成品需总物料15.334t,其中牛乳13.801t,白砂糖0.920t,蔗糖酯0.0537t,瓜尔豆胶0.0613t,水0.498t。
(2)果味酸奶的物料衡算
果味酸奶的配方
全脂鲜乳83%,白砂糖6%,果浆6%,香精0.05%,蔗糖酯0.35%,瓜尔豆胶0.4%,水4.2%,发酵剂0.5‰。
以班产11.5t 计算:
①设灌装过程工艺损失为1‰,
则灌装损失前的物料量为11.5/0.999=11.512(t);
其中调香用香精为0.05%,则香精量为11.512×0.0005=0.00576(t);
果浆6%,则果浆量为11.521×0.06=0.691(t);
调香前物料为11.512-0.00576-0.691=10.815(t);
②设接种,发酵,冷却工艺损失为0.8‰,则接种,发酵,冷却损失前的物料量为10.815/0.9992=10.824(t);
③设杀菌过程工艺损失为0.1‰,
则杀菌前的物料量为10.824/0.9999=10.825(t);
④设均质过程工艺损失为0.2‰,则均质损失前的物料量为10.825/0.9998=10.827(t);
⑤设预热过程工艺损失为0.1‰,则之前的物料量为10.827/0.9999=10.828(t);
其中,白砂糖6%,即10.828×0.06=0.650(t);
蔗糖酯0.35%,即10.828×0.0035=0.0379(t);
瓜尔豆胶0.4%,即10.828×0.004=0.0433(t);
水4.2%,即10.828×0.042=0.455(t);
牛乳量 10.828-0.650-0.0379-0.0433-0.455=9.642(t)
即:生产11.5t 成品需总物料为9.642+0.650+0.0379+0.0433+0.455+0.00576+0.691=11.525(t),
其中,牛乳9.642t,白砂糖0.650t,蔗糖酯0.0379t,瓜 尔 豆 胶0.0433t,水0.455t,香 精0.00576t,果浆0.691t。
(3)大果粒的物料衡算
大果粒的配方
全脂鲜乳80%,白砂糖6%,果料10%,蔗糖酯0.35%,瓜尔豆胶0.4%,水3.25%,发酵剂0.5‰。
以班产15.2t 计算:
①设灌装过程工艺损失为1‰,则灌装损失前的物料量为15.2÷0.999=15.215(t);
②与果料混合比例为10%,则果料量为15.215×0.10=1.522t;
其他物料量为15.215-1.522=13.693(t)。
③设接种,发酵,冷却工艺损失为0.8‰,则接种,发酵,冷却损失前的物料量为13.693×0.9992=13.682(t)。
④设杀菌过程工艺损失为0.1‰,则杀菌前的物料量为13.682÷0.9999=13.683(t)。
⑤设均质过程工艺损失为0.2‰,则均质损失前的物料量为13.683÷0.9998=13.686(t)。
⑥设预热过程工艺损失为0.1‰,则,之前的物料量为13.686÷0.9999=13.687(t)。其中,白砂糖6%,即13.687×0.06=0.821(t);蔗糖酯0.35%,即13.687×0.0035=0.0479(t);瓜尔豆胶0.4%,即13.687×0.004=0.0547(t);水3.25%,即13.687×0.0325=0.445(t);
牛乳量13.687-0.821-0.0479t-0.0547-0.445=12.366(t)。
即:生产15.2t 成品需总物料为12.366+0.821+1.522+0.0479+0.0547+0.445=15.257t,其中,牛乳12.366t,白 砂 糖0.821t,果 料1.522t,蔗 糖 酯0.0479t,瓜尔豆胶0.0547t,水0.445t。
(4)老酸奶的物料衡算
老酸奶的配方
全脂鲜乳93.25%,白砂糖6%,蔗糖酯0.35%,瓜尔豆胶0.4%,发酵剂0.5‰。
老酸奶的物料衡算
以班产7.7t 为计算单位:
①设灌装过程工艺损失为1‰,则灌装损失前的物料量为7.7÷0.999=7.708(t)。
②设接种,发酵,冷却工艺损失为0.8‰,则接种,发酵,冷却损失前的物料量为7.708÷0.9992=7.714(t)。
③设杀菌过程工艺损失为0.1‰,则杀菌前的物料量为7.714÷0.9999=7.715(t)。
④设均质过程工艺损失为0.2‰,则均质损失前的物料量为7.715÷0.9998=7.717(t)。
⑤设预热过程工艺损失为0.1‰,则之前的物料量为7.717÷0.9999=7.718(t),其中,白砂糖6%,即7.718×0.06=0.463(t);蔗糖酯占0.35%,即7.718×0.0035=0.0270(t)瓜尔豆胶占0.4%,即7.718×0.004=0.0309(t);牛乳占93.25%,即7.718×0.9325=7.197(t)。
即∶ 生产7.7t 成品所需物料总量为7.197+0.463+0.0270+0.0309=7.718(t)。其中∶全脂鲜乳7.197t,白砂糖0.463t,蔗糖酯0.0270t,瓜尔豆胶0.0309t。
(5)物料衡算统计表
以班为单位,则每班的物料统计如下。
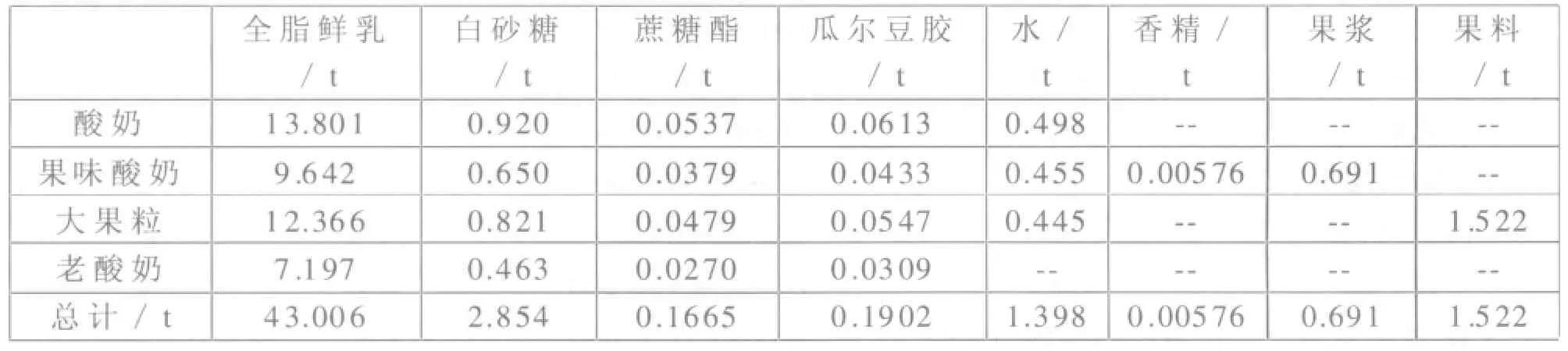
表4:每班物料统计
6 设备选型
6.1 原则
物料计算是设备选型的依据,选择设备时要遵守《食品卫生通则》、《食品企业通用卫生》等行业法规,另外还要注意四点:
(1)以物料计算和设备生产能力为依据来确定所需设备的台数。
(2)生产过程中的关键设备,除按计算得出所需台数外,同时必要设备要有备用的一台,以备不时之需。
(3)下一道工序的生产能力要略大于前道,这样不至于造成生产能力不够,导致物料积压,出现麻烦。
(4)选择设备应考虑下列原则。
a.首先必须满足工艺要求,保证产品的产量和质量。
b.选用较先进的机械化连续化程度较高的设备。
c.能够充分利用原料,能耗少,体积小,效率高,能一机多用。
d.应符合食品卫生要求,多用不易腐蚀材料。
e.有合理的控制系统,能够方便地控制压力和真空度及时间、速度等工艺参数。
6.2 设备选型
由物料衡算每班需原料奶43.006t,约43006L,每班工作12 小时,则每小时原料奶的流量约为3600L。以此为依据选出所用设备。
6.3 中心实验室
本设计中的中心实验室内仪器装置如下:天平,分析天平,专用离心机,蛋白质测定装置,微生物培养箱,显微镜,无菌操作室(超净工作台),分光光度计,鼓风干燥箱,高压蒸汽灭菌锅,冰箱,酸碱滴定仪,培养皿,吸管,试管,烧杯,温度计,载玻片。
7 企业组织与劳动力平衡计算
7.1 企业组织
实行以厂长为责任人的人员编制,各部门及各科室各负其责,团结协作又互相监督,以提高生产效率,促进工厂又好又快发展为原则,充分调动工作人员的积极性。
7.2 生产制度
根据牛奶原料不能贮藏太久的特性,加上市场对发酵乳品制品需求的连贯性,本设计计划主要产品的生产制度如下。
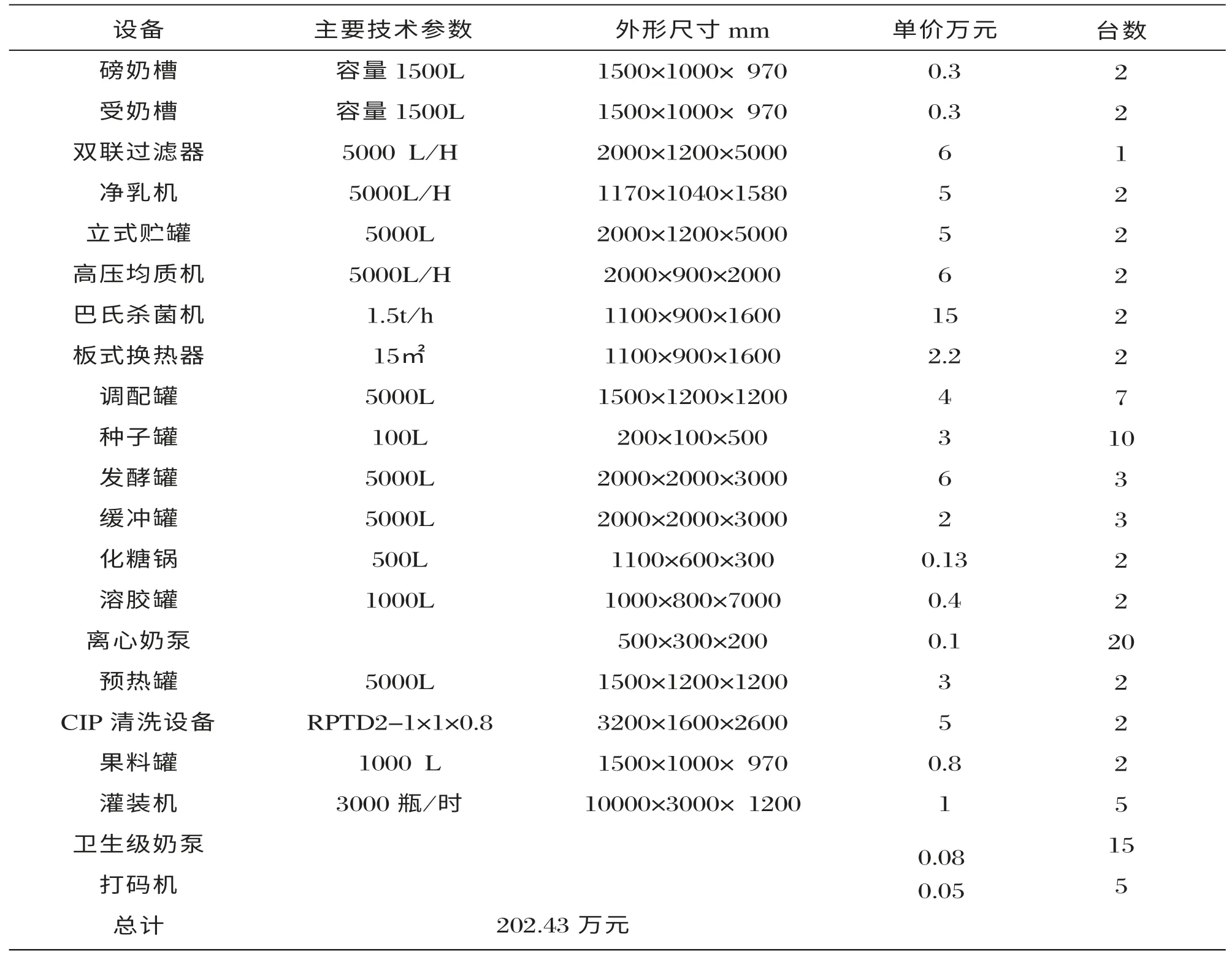
表5 设备选型一览表
八联杯酸奶。全年连续生产,每天两班,每班需求工作12 小时;
果味酸奶。全年连续生产,每天两班,每班需求工作12 小时;
大果粒。每年连续生产6 个月,每天两班,每班工作12 小时;
老酸奶。全年生产每天一班,每班工作12 小时。
除去维修期及法定节假日,一个月按生产22天算,全年工作261天。
猜你喜欢
包装与食品机械(2021年4期)2021-09-17
食品安全导刊(2021年21期)2021-08-30
自我保健(2020年8期)2020-01-01
电子制作(2019年19期)2019-11-23
电子制作(2019年23期)2019-02-23
中国乳品工业(2018年11期)2018-12-29
酒·饮料技术装备(2018年1期)2018-04-28
中国酿造(2016年12期)2016-03-01
食品工业科技(2014年23期)2014-03-11
食品工业科技(2014年15期)2014-03-11