比例技术在耙料驱动机构中的应用分析
2013-02-18 08:35
装备制造技术 2013年1期
(武汉科技大学机械自动化学院,湖北 武 汉 4 30081)
料耙小车的耙料驱动机构的主要任务是驱动耙齿做往复直线运动,将矿料耙入滚筒的皮带中。某厂的取料机,根据后方冶炼厂的要料的生产需要,耙料机构的运动速度要求达到10 s内完成双向往复运动,单向行程是1.7 m,速度达到340 m/s。原机构的运动是采用双出杆油缸进行驱动。机构在行程中间是匀速运动,运动状况良好,但是在机构换向时,由于速度的突变,使整个机构出现振动,系统冲击大,结构脱焊的现象。要消除这些隐患,就必须解决机构运动换向时速度突变问题。
1 耙料驱动机构结构与其运动仿真分析
在取料机的大车上左右两边安装有行走导轨,料耙小车通过导轮行走在导轨上。油缸的缸筒安装固定在大车平台上,油缸的左右活塞杆通过连杆与料耙小车连接在一起。当系统工作时,压力油驱动油缸活塞运动,活塞杆通过连杆驱动料耙小车,驱使料耙小车实现左右的往复直线运动。
利用AMESim仿真软件,建立仿真模型,进行仿真,如图1所示。

图1 驱动机构运动速度曲线

图2 驱动机构运动加速度曲线
仿真曲线显示,在换向的瞬间,机构动作加速度大,最高加速度接近每平方秒两米。在如此高的加速度,使料耙小车行驶到行程终点时,会出现小车前冲,设备振动等现象,这些会引起整台设备机构工作的不平稳性,造成设备故障率增高,机械零件间的过度磨损增加。因此,必须改善料耙小车的运动曲线,提高小车运动的平稳性,促进整台设备机构工作平稳,降低机构零件的过度磨损。
2 比例控制的程序设计
考虑到设备存在的问题,为了有效控制料耙小车的工作运动曲线,我们选用Rexroth公司的4WRZE25比例换向阀作为液压系统的控制元件,用于控制执行元件油缸的动作。比例方向控制阀是一种液压控制阀,通过该阀的液体流量与阀的输入电信号成比例关系。只要设计合适的阀的输入信号,使通过阀的流量按照输入信号成比例变化,就可以使油缸活塞的运动曲线按设计进行变化,以达到控制料耙小车的运动曲线的目的。图3所示为料耙小车的运动曲线。

图3 料耙小车运动曲线
在料耙小车运动的左右两个终点处各设置了1组限位开关,用于检测料耙小车的运动位置。在每一组限位开关中,一个限位开关用于获取变速位置,通过信号反馈到PLC,PLC控制油缸驱动料耙小车实现减速或加速,另外一个限位开关用于获取终点位置,通过信号反馈到PLC,PLC控制油缸驱动料耙小车实现换向。
采用编程语言LL984进行程序设计。在加速阶段,斜率为k,时间间隔为△t,信号初始值为i0。当接触到端部第一个限位开关感应开始计时,时间为t,则比例阀给定信号为i=i0+k×t/△t。在匀速阶段,比例阀给定信号为最大值,阀口全开,料耙小车在油缸驱动下,全速运动。在减速阶段,斜率为k,时间间隔为△t,信号最大值为imax,当接触到端部第一个限位开关感应开始计时,时间为t,则比例阀给定信号为i=imax-k×t/△t。图4所示为油缸驱动料耙小车运动减速的程序控制设计。
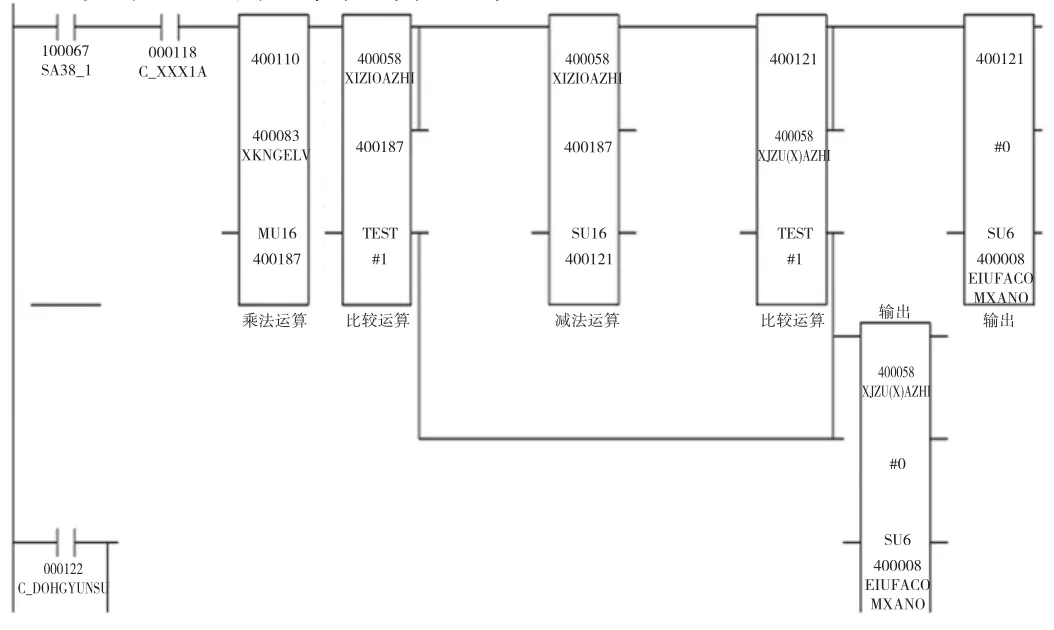
图4 减速运动控制程序
改变小车的运动曲线,料耙小车在换向的时候,有1 s的时间用于小车的减速、或加速。通过控制料耙小车实现减速、加速的过程,使得整个料耙小车的运动平稳性得到了显著的提高。此外,我们还可以通过PLC编程改变速度梯度,增加料耙匀速运动时间,降低料耙小车的往复运动周期,提高料耙作业率。
3 结束语
我们将该设计实际应用于某厂的料耙小车驱动系统后,整台取料机设备的运动平稳性得到了明显的提高。原先存在于设备中的由于料耙小车换向所带来的设备振动完全消除,由于设备振动而带来的机构零件的不稳定性也得到了有效的遏止。这表明系统设计合理,能完全满足原设备对传动机构的工况要求。
[1]付永领.AMESIM系统建模和仿真[M].北京:航空航天大学出版社,2006.
[2]成大先,等.机械设计手册[M].北京:化学工业出版社,2004.
[3]廖常初主编.大中型PLC应用教程[M].北京:机械工业出版社,2004.
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
快乐语文(2020年36期)2021-01-14
科学大众(2020年17期)2020-10-27
哈尔滨轴承(2020年4期)2020-03-17
文苑(2018年22期)2018-11-19
电子制作(2018年8期)2018-06-26
猪业科学(2018年4期)2018-05-19
中国新技术新产品(2016年21期)2016-12-08
汽车零部件(2014年5期)2014-11-11
汽车零部件(2014年9期)2014-09-18