基于CAXA制造工程师2011的叶片金属铸模的建模及数控加工
2013-02-18 08:35
装备制造技术 2013年1期
(抚顺市技师学院,辽宁 抚 顺 1 13123)
金属模铸造由于铸件的机械性能好,精度高,表面粗糙度低,工艺收得率高,生产率高的特点在生产中得到广泛应用。同时,随着CAD/CAM软件、仿真软件的出现及不断发展,曲面的加工精度与效率不断得到满足和提高。CAXA制造工程师作为国内典型的CAD/CAM软件,在具有复杂曲面零件的造型、自动编程、NC代码自动校验和模拟加工的仿真功能方面不逊于国外同类软件。运用CAXA制造工程师对叶片的金属型铸模进行造型及自动编程,可实现叶片的少加工或无加工。
1 叶片金属铸模的实体设计
1.1 叶片截面参数的计算与绘制
为了在CAXA制造工程师中,建立叶片金属模的实体模型,必须计算叶片各截面的参数。首先根据叶片的公式,叶片与其它结构的连接要求,计算各个截面的曲线,再计算其空间坐标。接下来,在叶片半径方向上按重要截面将叶片分为7份,计算出8个截面曲线。然后,根据截面的平面曲线和相应的半径,在CAXA制造工程师中得到各个截面的三维坐标值。叶片各个截面由样条线组成,凹面和凸面之间以圆弧过渡,如图1所示。

图1 叶片截面曲线

图2 生成网格面
1.2 生成叶片曲面
以凹面构成的凸模为例,将凹面和凸面之间的所有过渡圆弧在其中心点处打断,删除凸面的各个样条曲线及与其相连的半个过渡圆弧。
在“曲线生成栏”中点击“样条线”,将凹面中样条线及圆弧的同一侧端点连接为样条线,点击“曲面生成栏”上的网格面按钮,在立即菜单中把精度设置为0.01,接提示依次拾取U向截面线及V向截面线,生成网格面,拾取样条曲线两侧的圆弧,用同样方法生成网格面,如图2所示。
1.3 主叶片部分铸模的三维实体设计
当叶片曲面生成后,按图3所示的零件图进行三维实体设计。
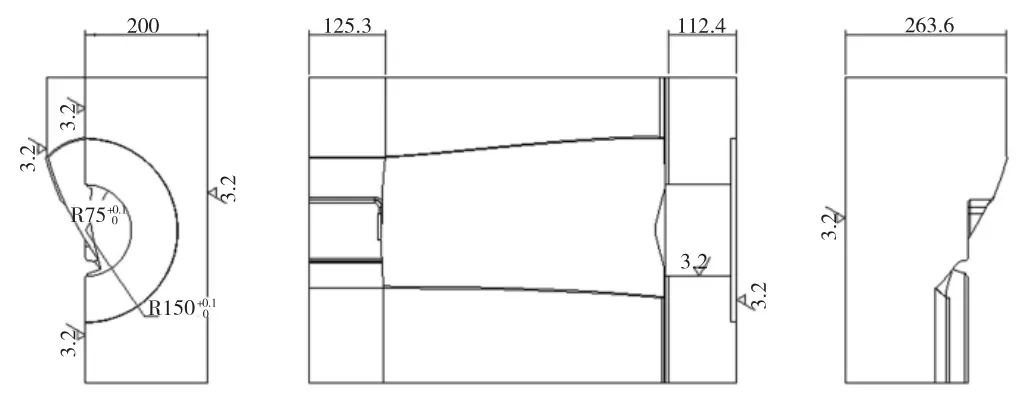
图3 凸模零件图
构造一距离“平面XY”为200,方向相反的基准平面。进入草图状态,在“曲线生成栏”中点击“曲线投影”按钮,分别拾取图2中主叶片部分四周的样条线,构成草图。采用“拉伸增料”—“拉伸到面”的方式,拾取图2中主叶片曲面,点击确定,删除主叶片曲面上除两侧外的所有样条线及曲面。如图4所示。

图4 主叶面部分实体

图5 生成叶片两侧分型面
1.4 叶片金属模左右分型面及叶片两侧半圆弧部分设计
构造距离“平面XZ”为250的基准面,进入草图,单击“曲线生成栏”中的“曲线投影”按钮,拾取相应的实体棱线及圆弧曲面的外侧样条线,形成草图。再次采用“拉伸增料”—“拉伸到面”的方式,选择与草图相对的曲面,单击确定,生成分型面部分实体。单击“特征生成栏”工具栏中的“曲面裁剪除料”按钮,选定圆弧曲面,确定除料方向,生成叶片边缘圆弧实体部分。采用同样方法生成另一侧实体,如图5所示。
1.5 构造金属模其它部位实体结构
生成其它部位的实体,相关部分倒圆角,根据金属模铸造工艺图纸,构造冒口及凸模与凹模间的定位销孔等结构,最终金属模实体结构,如图6所示。

图6 叶片铸模实体
2 叶片金属铸模的数控加工
叶片金属模的毛坯为球墨铸铁铸件,加工余量为3 mm。另外,图3左视图中的R75孔、R150孔先在镗床上加工完成,数控加工时采用半粗加工去除大部分余量,再用精加工最终完成。设备采用VMC 1300A立式加工中心,系统为FANUC 0i-MC。
2.1 铸模上表面的半粗加工
从金属型铸模的结构特点和加工要求两方面考虑,可采用等高线加工的方式来进行加工,由于CAXA制造工程师没有提供半粗加工的模式,因此,在加工中采用等高线精加工的方法进行半粗加工,为了提高加工效率,具体参数可设置大一些。对金属模的等高线加工的各项设置见图7。
拾取图6所示实体的全部上表面(需利用“曲面生成栏”中的“实体表面”按钮生成),生成刀轨如图8所示。

图7 等高线半粗加工参数设置

图8 等高线半粗加工刀轨

图9 曲面区域式精加工刀轨
2.2 铸模上表面精加工
采用曲面区域式精加工方式,刀具分别选用D10R2.5的圆角端铣刀,余量设为0,设置合适的加工范围,加工铸模上表面(局部半粗补加工及精加工从略),生成刀轨,如图9所示。
2.3 铸模加工仿真
拾取相应刀轨进行铸模仿真加工操作,确保无过切、撞刀的现象,实体上表面的半粗加工仿真如图10所示(其它刀轨仿真加工从略)。
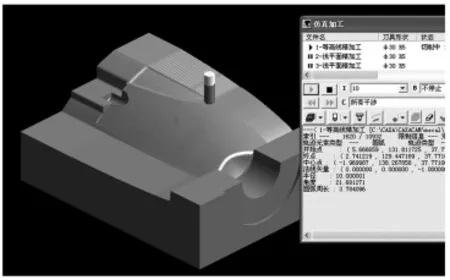
图10 等高线半粗加工上表面实体仿真
2.4 后置处理
经过前述对金属模的各种加工方法的使用及设置,再对凸模与凹模间的定位销孔等结构生成刀轨,经仿真加工无误后选用相应的机床系统生成G代码。
3 结束语
在仿真加工前按金属模的铸造工艺图设计毛坯实体,在仿真加工时,在仿真加工界面中点击“改变毛坯设定”按钮,选择自定义毛坯。在仿真加工时,应在“干涉”列表框中选取“所有干涉”模式,按下“请选择是否执行和制品形状比较显示”按钮,并配合键盘的方向键进行模型的旋转,仔细观察有无过切、撞刀等现象。一旦发现有过切、撞刀等现象,应重新设定加工面、加工范围、干涉面等参数。经过检验,达到加工要求和效果后才可生成G代码。在VMC1300A加工中心加工后的叶片金属铸模凸模实际效果,如图11所示。

图11 实际生产效果图
[1]吴子敬.CAXA制造工程师2008实用教程[M].北京:北京航空航天大学出版社,2010.
[2]卢继平.基于UGⅡ的叶片建模与加工[J].北京理工大学学报,2004,(4):303-305.
[3]张群艳.基于CAXA制造工程师曲面加工方法的比较[J].数字技术与机械加工工艺装备,2009,(6):75-77.
猜你喜欢
建材发展导向(2022年4期)2022-03-16
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
图学学报(2020年5期)2020-11-13
科学技术创新(2020年6期)2020-04-18
科学与财富(2018年13期)2018-06-13
农机使用与维修(2018年2期)2018-02-26
制造技术与机床(2017年7期)2018-01-19
软件(2017年6期)2017-09-23
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23