P参数在低端数控铣床中铣削椭圆及椭圆弧的应用
2013-01-21 09:18张亚新
赤峰学院学报·自然科学版 2013年10期
张亚新
(赤峰学院 建筑与机械工程学院,内蒙古 赤峰 024000)
随着计算机技术的飞速发展,数控技术已广泛应用于机械制造行业,各个类型的数控机床层出不穷.在数控铣床领域,目前低端的数控铣床因其良好的可靠性和经济性成为国内市场的主流.但是低端数控铣床的平面插补功能仅有直线和圆弧插补,没有椭圆弧插补,如果想加工椭圆或椭圆弧仅靠编程是很难实现的.
当前工厂中熟练工人在不可避免的需要铣出椭圆弧或椭圆时常采用“平面截圆柱面得椭圆的原理”加工,即一个平面去截圆柱面,如果该截平面与圆柱面的轴线既不垂直也不平行,那么截得的形状便是一个椭圆[1].这种方法装夹难度大,操作复杂,对工人的要求高,不适合大量加工.本文提出一种简便的使用低端数控铣床加工椭圆和椭圆弧的方法.
1 P 参数及电子齿轮倍/分率设置
无论高端数控系统还是低端数控系统,用户都可以设置一些参数,即PARAM参数.通常在数控系统中PARAM参数包含刀具参数、位参数、螺距误差、主轴参数以及P 参数.P参数又称为系统参数,它的主要功能是机床和数控系统的参数设置.在众多P参数中有六个重要的参数:X、Y、Z各向电子齿轮倍率和电子齿轮分率.这六个参数默认的出厂值都是1,用户可以分别设置电子齿轮倍率和电子齿轮分率.
电子齿轮倍率和电子齿轮分率的设置是由于数控系统中采用了“电子齿轮箱”系统,电子齿轮箱用于电气自动控制技术来代替机械传动箱机构,以期获得高精度、高质量的加工[2,3].如图1所示,由分/倍频器、鉴相器、环路滤波器、控制器、编码器以及电机组成[4].
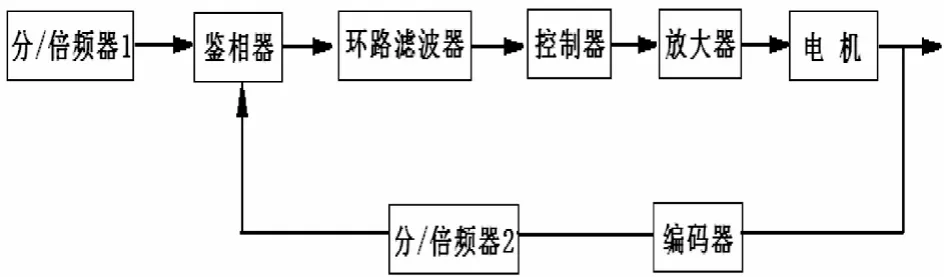
图1 电子齿轮箱结构图
电子齿轮箱的运动信息都是以脉冲数字量方式进行处理与传递的,通过设置X、Y向的电子齿轮倍率和分率,可以使在相同的程序控制下工作台X向与Y向按不同比例运动.
2 椭圆的一种特殊描述方式
平面内与两个定点的距离的和等于常数的点的轨迹叫做椭圆.椭圆的标准方程为:



由(3)式可知椭圆可以用相应比例系数改变一个坐标轴的笛卡尔坐标系描绘的圆来表示,如图2所示.

图2 改变ξ 系数用圆来描述椭圆
3 通过改变P 参数铣削椭圆及椭圆弧
3.1 P参数的设置
椭圆是原点对称图形,在铣削椭圆时仅考虑X、Y轴中的一个坐标轴和两个坐标轴同时考虑,结果是一样的,但同时考虑两个坐标轴增加空间思维的难度,因此只选用P参数中的Y向电子齿轮倍率和Y向电子齿轮分率.
在低端数控系统中,Y向电子齿轮倍率和电子齿轮分率只能识别大于0的整数,即这两个参数无论设置成任何数值,只有小数点前的整数有效.同时考虑到低端数控铣床的精度,在加工过程中将Y向电子齿轮倍率和电子齿轮分率设置成1到20的整数.根据电子齿轮的原理可推出椭圆长短轴比ξ 与电子齿轮倍/分率参数之间的关系:

式中:α 电子齿轮倍率参数,α∈(1、2、3、……20)
β 电子齿轮分率参数,β∈(1、2、3、……20)
由式(4)可知椭圆长短轴比ξ 的取值有方式有240多种如表1所示,对于本身就有很大插补误差的低端数控系统,240多种ξ 值能涵盖95%以上的椭圆加工需要.

表1 常用ξ 值对应的Y向电子齿轮倍/分率参数
3.2 椭圆的铣削
椭圆铣削时首先通过在工作台上调整工件角度,使椭圆长轴与X轴平行如图3所示.
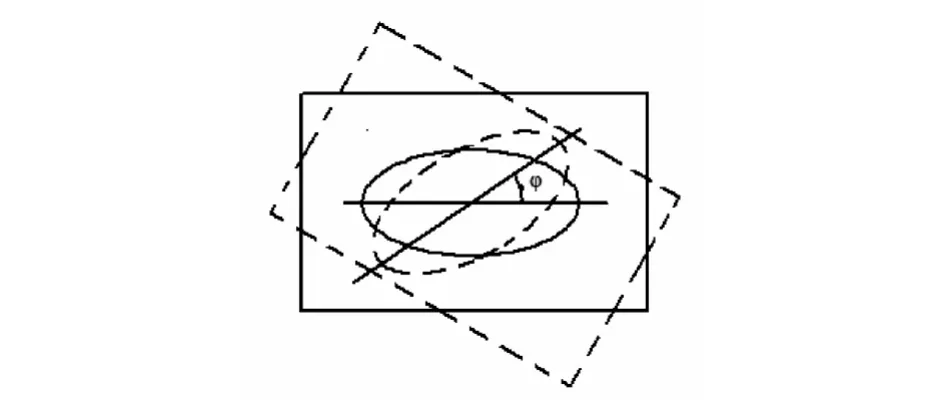
图3 调整工件角度使椭圆长轴与X轴平行
通过椭圆的半长轴a和半短轴b,计算确定椭圆长短轴比值,并在常用ξ 值对应的Y向电子齿轮倍/分率参数表中,查得与ξ 最接近的值后设置到P参数中Y向电子齿轮倍/分率.最后取加工椭圆半长轴a为圆半径以相对坐标编程铣削圆,常见低端数控系统命令形式:

采用改变P参数铣削椭圆的步骤图如图4所示.
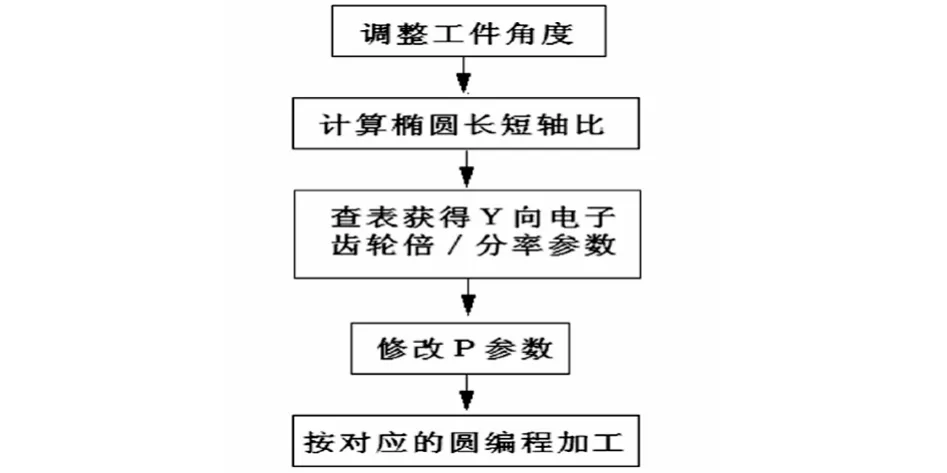
图4 采用改变P参数铣削椭圆
3.3 椭圆弧的铣削
椭圆弧一般会与直线或圆弧一起加工,利用P参数法加工椭圆弧要比加工椭圆要复杂.首先要调整工件,使椭圆弧所在的椭圆长轴与X轴平行如图5所示.
图5 调整加工椭圆弧工件
通过椭圆弧所在椭圆的半长轴a和半短轴b,计算确定椭圆长短轴比值,在常用ξ 值对应的Y向电子齿轮倍/分率参数表中,查得与ξ 最接近的值后设置到P参数中Y向电子齿轮倍/分率.在编程过程中,考虑到已设置的Y向电子齿轮倍/分率,因此椭圆弧终点的Y轴坐标值应为原来的倍.取加工椭圆半长轴a为圆半径以相对坐标编程铣削圆弧,常见低端数控系统命令形式为:

命令中:X1椭圆弧终点的X轴坐标
Y1椭圆弧终点的Y轴坐标
椭圆弧铣削完成后,修改P参数,调整工件继续其他曲线的加工.利用P参数铣削椭圆弧的步骤如图6所示.

图6 采用改变P参数铣削椭圆弧
4 结论
通过简单的数学计算结合常用ξ 值对应的Y向电子齿轮倍/分率表得到数控铣床的电子齿轮倍率和电子齿轮分率参数,修改参数和Y轴终点坐标可实现在低端数控铣床中铣削椭圆及椭圆弧,该铣削方法较以往的“平面截圆柱面”铣削椭圆及椭圆弧方法,计算简单,装夹定位方便,对操作人员的要求低,适合低端数控铣床的加工使用.
〔1〕骆灿彬,沈剑云,何江川.万能铁床禅枷圆孔及铁圆珠面的方法[J].机械工人,2002(09).
〔2〕熊显文,张柱银,廖翠姣.基于电子齿轮箱的数控插齿机内联传动结构[J].机械科学与技术,2008(06).
〔3〕庄磊,左敦稳,王珉,等.电子齿轮箱系统的研究与应用[J].机械设计与制造工程,2001,30(2):48~50.
〔4〕庄磊.电子齿轮箱关键控制技术及其应用研究[D].南京航空航天大学,2001.
〔5〕张彦博,等.弧长椭圆时间分割插补算法[J].机床与液压,2005(7):41-42.
〔6〕TMS320x281x Event Manager (EV) Reference Guide(Rev.C). Texas Instruments,08 Nov 2004.
猜你喜欢
河南化工(2021年3期)2021-04-16
制造技术与机床(2019年7期)2019-07-22
散文百家·下旬刊(2019年4期)2019-04-19
汉语世界(The World of Chinese)(2018年1期)2018-10-25
中国经济周刊(2018年2期)2018-01-17
湖南教育·C版(2017年12期)2018-01-03
读写算·高年级(2017年6期)2017-06-27
现代工业经济和信息化(2016年12期)2016-05-17
现代工业经济和信息化(2016年3期)2016-05-17
新教育时代电子杂志(学生版)(2015年31期)2015-12-20