焦炭塔现场组对施工技术要点
2012-12-23 04:40曾永德
石油化工建设 2012年3期
曾永德
中国石化集团第五建设公司 甘肃兰州 730060
焦炭塔现场组对施工技术要点
曾永德
中国石化集团第五建设公司 甘肃兰州 730060
延迟焦化工艺是一种成熟的重油加工工艺,在渣油软质化工艺中占有重要地位,焦炭塔是其中的核心设备。
我公司承担施工的中国石化股份有限公司广州分公司炼油完善配套及环保治理项目140万t/a延迟焦化装置中焦炭塔外形尺寸和重量较大,设备全容积约2302m3、容器净重约326.811t、设备规格为φ9400×42.659×(26+3)/24/32/34/36/38/40/42/46,设备主体材质为SA387Gr11CL1和SA387Gr11CL1+06Gr13复合钢板,裙座材质为Q345R,供货状态为散片到货。焦炭塔上球形封头由17块球片和3块极盖板组成;筒节共分为14带板;锥段分3段到货:上段分9片、中段分6片,锥段下段与过渡段由厂家直接组焊成型。所有球片和板片全部由某压力容器制造单位负责下料、压制成型、坡口制备,我公司负责焦炭塔现场组对、焊接及安装。综合各种影响因素,我公司制定了先将该焦炭塔在施工现场分别组对焊接成三段(见图1),再进行吊装、组对、焊接成整体,而后进行整体热处理以及强度试验工作的安装方案。
1 施工准备
1.1 施工作业文件的准备
(1)施工单位项目总工组织项目部相关人员审查焦炭塔设计图纸是否齐全;确认设计总图(蓝图)已加盖压力容器设计资格印章(复印章无效),印章中设计单位全称、技术负责人姓名、设计许可证编号及设计许可证批准日期一应俱全,设计资格印章失效的图样和已加盖竣工图章的图样不得用于焦炭塔现场组焊施工;审查设计采用的技术法规和规范、标准应为有效版本;审查焦炭塔制造单位提供的产品质量证明文件应合法有效。
(2)施工单位项目总工组织人员根据焦炭塔设计图纸和焦炭塔制造单位提供的技术文件编制现场组焊作业指导文件并履行审批手续。组织完成各层次的技术交底工作。
(3)施工单位项目总工组织技术人员核查现有焊接工艺评定是否能够覆盖焦炭塔组焊的需要,主要从现有焊接工艺评定所采用的焊接方法、适用的母材、焊接材料、焊接位置、试件厚度、焊接工艺等方面核查。如不能完全覆盖,则需按照JB4708-2000《钢制压力容器焊接工艺评定》组织进行所需的焊接工艺评定,确保项目所使用的焊接工艺评定能够覆盖焦炭塔组对焊接所涉及的所有位置和材质。
1.2 施工现场准备
1.2.1 焊工资格
参与焦炭塔现场组对焊接施工的焊工,必须按照TSG Z6002-2010《特种设备焊接操作人员考核细则》的规定进行培训和考核,取得国家质量技术监督部门颁发的《特种设备作业人员证》,并且只能在有效期内从事与其合格项目相符的焊接工作,严禁超期、超范围施焊。
1.2.2 设备、机具、卡具准备
电焊机等施工机械设备必须经入场前的安全检查和确认,保证机械设备处于安全完好状态;施工设备上的检测仪表已经检定(验)合格。
用于施工检验的各种检验与试验工具(如经纬仪、红外线测温仪、游标卡尺、盘尺、卷尺、钢板尺等)已经法定的计量器具校验单位检定(验)合格,并取得检定(验)证书。
专用检测工具已制作完成并经检查确认合格。为了焦炭塔的组焊工作能够高效的进行,需特别制作焦炭塔组对检查用弧形样板(采用0.75mm的镀锌铁皮制作),如筒体验收弧形样板、球形封头球片验收弧形样板、焊缝棱角度验收弧形样板等。
1.2.3 组对平台的搭设

焦炭塔组对平台布置在施工区域经平整强化的预制场地上,尺寸为12m×12m。该组对平台由尺寸为300mm×300mm的混凝土地梁基础和δ=30mm厚度的钢板组成。组对平台搭设要求如下:
(1)混凝土基础表面水平度要控制在2mm/m范围之内;
(2)混凝土基础养护强度达到75%以后方可将厚度为30mm的钢板铺设在之上;
(3)钢板的水平度要控制在1mm/m范围之内,钢板之间需通过点焊的方式牢固连接。
1.3 焊接材料和焦炭塔组焊半成品的验收
1.3.1 焊接材料的验收
施工单位应按照相应焊接材料的产品标准对其进行验收,验收合格后,应做上合格标记入库贮存并填写焊材入库检验记录,妥善保管;用于现场施焊的焊接材料必须有质量证明书和合格证,且在一年有效期内;对同一炉批号的焊条和每种焊丝的熔敷金属应至少作一次化学成份分析,并确认无误。复合钢板复层和过渡层以及耐蚀堆焊层采用的焊接材料EniCrFe-3应符合GB/T13814-92的要求。
1.3.2 焦炭塔组焊产品零部件的验收
施工单位应按照TSG R0004-2009《固定式压力容器安全技术监察规程》、压力容器现场组焊相关规范、标准的要求组织对焦炭塔组焊产品零部件的检查验收并做好相关的记录。
1.3.2.1 焦碳塔分瓣进入现场的半成品、零部件必须具有的技术文件:
(1)装箱单(或半成品、零部件清单);
(2)压力容器产品安全质量监督检验证书;
(3)产品质量证明文件;
(4)需要的其它技术文件。
1.3.2.2 焦炭塔球形壳板、极盖板、锥体瓣片与筒体单片周边的坡口表面应满足的要求:
(1)坡口尺寸应符合设计图样要求规定,表面应平滑;
(2)坡口表面不得有裂纹、分层、夹渣等缺陷;
(3)坡口及其边缘100mm范围内应清洁无污染,距离坡口100mm范围内表面磁粉检测Ⅰ级合格;
(4)用弧形样板检查到货的半成品的弧度,应符合图纸和技术文件要求;
(5)用弧形样板检查焦炭塔球形封头瓣片曲率时,其允许偏差应符合表1的规定,检查方法(见图2)。
1.4 施工告知

在完成前述施工作业文件的准备和施工现场的准备工作后,施工单位项目总工应向焦炭塔使用单位所在地(直辖市或者设区的市级)质量技术监督部门履行告知手续。项目部应该准备好焦炭塔设计图纸资料、焦炭塔筒体压制单位产品质量证明文件、施工单位压力容器现场组焊许可证及焦炭塔现场组焊作业文件等资料,随时接受国家特种设备安全监督部门的监督检查。
2 组对质量控制要点
2.1 焦炭塔组对焊接接头分类
焦炭塔主要受压部分的焊接接头分为A、B、C、D四类,(见图 3)。
A类焊接接头:指焦炭塔圆筒部分的纵向接头、球形封头与圆筒连接的环向接头、各类凸形封头中的所有拼焊接头以及嵌入式接管与壳体对接的接头。

B类焊接接头:指焦炭塔筒体部分的环向接头、锥形封头小端与接管连接的接头、长颈法兰与接管连接的接头及除已规定为A、C、D类的焊接接头。
C类焊接接头:指平盖、管板与筒体非对接连接的接头,法兰与壳体、接管连接的接头,内封头与圆筒的搭接接头。
D类焊接接头:指接管、人孔、凸缘、补强圈等与壳体连接的接头。
2.2 焦炭塔组对质量要求
焦炭塔各组成部分(指板片、筒体、裙座、球形封头瓣片和极盖板之间)组对完成后,须对其各项数据进行检查,检查的项目和允许偏差(见表1)。
(1)组对时,采用工卡具调整组对间隙和错边量,不得进行强力组装。
非复合板A、B类焊接接头的对口错边量应符合表2规定,错边表面应圆滑过度,并在其宽度范围内修整后斜度至少应为3:1;当焊缝两侧板厚度不一样时,应保证内壁平齐,外部光滑过度;对于复合钢板的焊接接头,焊缝处的复层对口错边量不得大于复层厚度的50%,且不大于1mm。

表1 检查的项目和允许偏差表
(2)在焊接接头环向形成的棱角,用弦长等于1/6内径,且不小于300mm的内样板或外样板检查,其值不得大于(δ/10+2)mm,且不小于5mm。
(3)单层圆筒的直线度用不小于圆筒长度的直尺检查,直尺与筒壁之间的间隙不大于1.5mm/m且不大于50mm。多个筒节直线度允许偏差应不大于壳体长度的1‰。各段壳体吊到胎具支座上,四条方位母线应对正,应以各段的基准圆为准调整间隙及错边量,通过筒体的0°、90°、180°270°四个部位拉φ0.5mm的细钢丝进行(线锤、钢板尺)测量,测量位置应离纵缝的距离不小于100mm。
(4)将筒圈组对、固定完成后,应使用U形管水平仪测量筒圈上部的水平度。
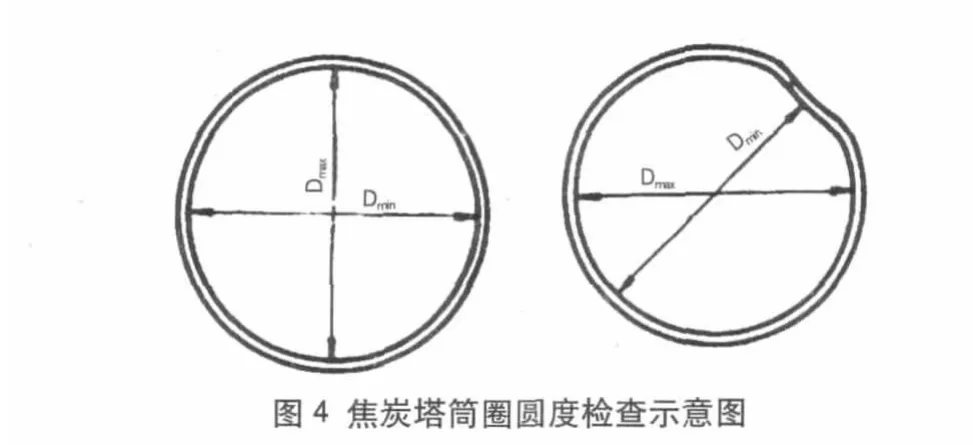
(5)组对完成后,应对其进行圆度检查,单层圆筒上口最大内径与最小内径之差,不得大于25mm(见图4)。
(6)单层筒圈组焊完毕后,应检查两相邻筒圈的外圆周长允差不大于3.14×d/2,d为对口允许最大错边量。
2.3 焦炭塔组对防焊接变形加固措施
焦炭塔各部分组对检查合格后,不应立即施焊。根据组对成形的各部分的特点采取相应的防变形措施(见图5)。
“Y”形支撑圈用来防止焦炭塔筒圈组对纵向焊缝的焊接变形,其加装要求是:在离焦炭塔筒圈顶部、底部200mm处及筒圈中部各设置1个。
“米”形支撑架用来防止焦炭塔锥体或球形封头组对纵向焊缝的焊接变形,其加装要求是:在锥体上部、下部适当位置分别设置一个;在球形封头内离最大切面200mm处按所需的数量设置。

3 各部件组对步骤
3.1 焦炭塔上段球形封头组对步骤
(1)在组装钢平台上划出球形封头最大切口组装基准圆(见图6),组装胎具的基准面必须找平,其水平度允许偏差为1mm;
(2)按瓣片编号进行组对;
(3)在距离组对焊缝两侧约100mm范围处各设置一块定位板;
(4)球形封头的组对必须搭设临时胎具(见图7),胎具的搭设尺寸根据组对工艺要求确定。
(5)以定位板和组对胎距为基准,用工卡具使瓣片紧靠定位板和胎具,进行对口间隙和错边量的调整。
(6)调节球形封头整体的错边量、对口间隙、下口的周长、圆度等,具体允许偏差必须符合焦炭塔组对质量要求。
需要注意的事项:球形封头必须组对成整体后(封头极盖板先不组对)再进行焊接;定位板应采用与基层相一致的材料。


3.2 焦炭塔单层筒圈组对步骤
(1)在钢平台上划出组装基准圆,组装胎具的基准面必须找平,其水平度允许偏差为1mm;按瓣片编号组对;
(2)在距离组对焊缝两侧约100mm范围处各设置一块定位板,在组装基准圆内,设置组装胎具,以定位板和组装胎距为基准,用工卡具使瓣片紧靠定位板和胎具,进行对口间隙和错边量的调整(见图8);
(3)组对完成后,需依照防变形措施在筒圈内侧上部、中部、下部分别用“Y”形支撑对其进行加固,参照“Y”形支撑圈加装示意图制作;
(4)经弧形样板、焊缝检验尺、盘尺、卷尺等工具检查合格后,具体尺寸必须符合焦炭塔组对质量要求。

3.3 焦炭塔筒圈之间环缝组对步骤
(1)在下段筒体的上口(端)内侧或外侧每隔500mm设置一块定位板,以定位板为基准,将上段筒体按照筒体四条方位母线(弹出粉线为暂时性标记)的位置吊放上去,相邻筒节四条方位母线要求必须对正,其偏差值不得大于5mm;
(2)在对口处每隔500mm放置间隙片一块,用调节丝杠调整组对间隙,用卡子、销子调整错边量,使其沿圆周均匀分布,防止局部超标(见图9)。
(3)找正筒体垂直度,错边量等,具体允许偏差必须符合焦炭塔组对质量要求。

3.4 焦炭塔上段球形封头与圆筒筒圈组对步骤
(1)根据球形封头最大切面的几何尺寸与相邻的筒圈A1的几何尺寸进行相应的调整,具体以球形封头的尺寸为准;
(2)必须在球形封头全部组焊完毕后才能组对筒圈A1;
(3)组对筒圈A1的步骤与焦炭塔单层筒圈组对步骤一致。
3.5 焦炭塔单层锥体筒圈组对步骤
(1)在钢平台上划出锥体大口(下端)组装基准圆,组装胎具的基准面必须找平,其水平度允许偏差为1mm;
(2)搭设临时胎具(见图10),胎具的搭设尺寸根据组对工艺要求确定。
(3)按瓣片编号进行组对;
(4)在距离组对焊缝两侧约100mm范围处各设置一块定位板;
(5)以定位板和组装胎距为基准,用工卡具使瓣片紧靠定位板和胎具,进行对口间隙和错边量的调整;锥段组对间隙、错边量等具体允许偏差必须符合焦炭塔组对质量要求。
(6)检查锥段组对质量,保证锥段上下口(端)投影圆保持同心(见图11)。即:锥段上口(端)投影到底板上的圆C1与底板定位圆C2间距相等,即所有测量的a的数据相等。
(7)在锥体上、下口(端)的适当位置分别用“米”字支撑对其加固后进行焊接。
3.6 焦炭塔锥体与锥体间组对步骤
(1)在下段锥体的上口内侧或外侧每隔500mm设置一块定位板,以定位板为基准,将上段锥体按照锥体四条方位母线的位置吊放上去,相邻锥段四条方位母线要求必须对正,其偏差值不得大于5mm;
(2)在对口处每隔500mm放置间隙片一块,用调节丝杠调整组对间隙,用卡子、销子调整错边量,使其沿圆周均匀分布,防止局部超标。
(3)调整锥体整体的同心度、直线度等,其允许偏差必须符合焦炭塔组对质量的要求(见图11)。

(4)在锥体上、下口(端)的适当位置分别用“米”字支撑对其加固后进行焊接。
3.7 焦炭塔锥段与圆筒筒圈组对步骤
(1)以锥体的第一圈A15上口圆周尺寸为准,调整并确定其相邻筒圈A14的几何尺寸;
(2)必须在锥体第一圈A15组焊完成后才能组对筒圈A14;
(3)组对筒圈A14的步骤与焦炭塔单层筒圈组对步骤一致。
3.8 焦炭塔裙座的组对步骤
(1)在焦炭塔组对钢平台上划出裙座下口组装基准圆,组装胎具的基准面必须找平,其水平度允许偏差为1mm;
(2)搭设临时胎具,胎具的搭设尺寸根据组对工艺要求施工;(3)按瓣片编号进行组对;
(4)在距离组对焊缝两侧约100mm范围处各设置一块定位板;
(5)以定位板和组装胎距为基准,用工卡具使瓣片紧靠定位板和胎具,进行对口间隙和错边量的调整。其允许偏差必须符合焦炭塔组对质量的要求
(6)在裙座离上下口200mm处分别用“米”字支撑对其加固后进行焊接。
4 结语
焦炭塔现场组焊涉及施工准备、组对质量控制及步骤、吊装、焊接、热处理、无损检测、压力试验及竣工验收等各项工作,其他工作的技术要点不在本文谈论的范围之内,在此不再赘述。
我公司在中国石化股份有限公司广州分公司炼油完善配套及环保治理项目140万t/a延迟焦化装置焦炭塔现场组焊过程中,采用上述方法快速、高效的完成了所有现场组对任务,取得了各组对工序一次报验通过的良好业绩,节省了机械台班、降低了施工成本;为后续的焊接等工序打下了良好的基础,值得其他压力容器现场组焊工程借鉴。
1《固定式压力容器安全技术监察规程》 TSG R0004-2009.
2《钢制压力容器》(含第1、2号修改单)GB150-1998.
3《锅炉和压力容器用钢板》 GB713-2008.
4《石油化工静设备安装工程施工质量验收规范》 GB50461-2008.
5 中国石化股份有限公司广州分公司140万t/a延迟焦化装置焦炭塔制造及验收工程技术条件.
TE682
B
1672-9323(2012)03-0038-04
2012-04-02)
猜你喜欢
中国铸造装备与技术(2022年3期)2022-05-27
小猕猴智力画刊(2020年5期)2020-06-01
物理实验(2019年4期)2019-05-07
科学与技术(2019年6期)2019-04-21
石油化工建设(2018年6期)2018-04-22
石油化工建设(2017年2期)2017-06-05
系统工程与电子技术(2016年2期)2016-04-16
焊接(2016年10期)2016-02-27
石油化工建设(2015年6期)2015-12-01
石油化工建设(2015年3期)2015-12-01