
高熔体流动速率PP产品质量控制
2012-12-23 09:17毛健康王胜利
合成树脂及塑料 2012年2期
毛健康,王胜利
(中国石油化工股份有限公司洛阳分公司,河南省洛阳市 471012)
高熔体流动速率PP产品质量控制
毛健康,王胜利
(中国石油化工股份有限公司洛阳分公司,河南省洛阳市 471012)
生产高熔体流动速率(MFR)聚丙烯的过程中,丙烯质量、MFR、等规指数、灰分及造粒工艺条件是影响产品质量的主要因素。根据生产经验,提出了丙烯及精制合格丙烯的质量指标,分析了影响产品MFR、等规指数和灰分的控制措施:主要通过控制H2和引发剂加入量调节MFR;当n(Al)/n(Si)和n(Si)/n(Ti)分别控制在5.0和5.5左右时,产品等规指数可较好地满足质量要求;结合设备状况和工艺参数的控制,提出了保证造粒机切粒效果的方法。
聚丙烯 质量 控制 熔体流动速率 等规指数 灰分
中国石油化工股份有限公司洛阳分公司90 kt/a聚丙烯(PP)装置采用日本三井油化公司工艺技术——液相-气相连续本体法生产PP,主要生产通用级PP粉料PPH-F03D和PPH-T03H,其熔体流动速率(MFR)为2.0~3.0 g/10 min。造粒工段除生产PPH-F03D及PPH-T03H粒料,还采用一次降解法,将PPH-T03H粉料MFR调至10.0~50.0 g/10 min,从而生产注塑级、窄带级、纤维级等高MFR的PP粒料。
在生产高MFR的PP时,须严格控制MFR、等规指数、灰分等(见表1)。同时,要根据造粒工况及时调整造粒机工艺参数或切换设备,从而确保PP粒料加工性能的稳定性和PP树脂性能的可靠性。
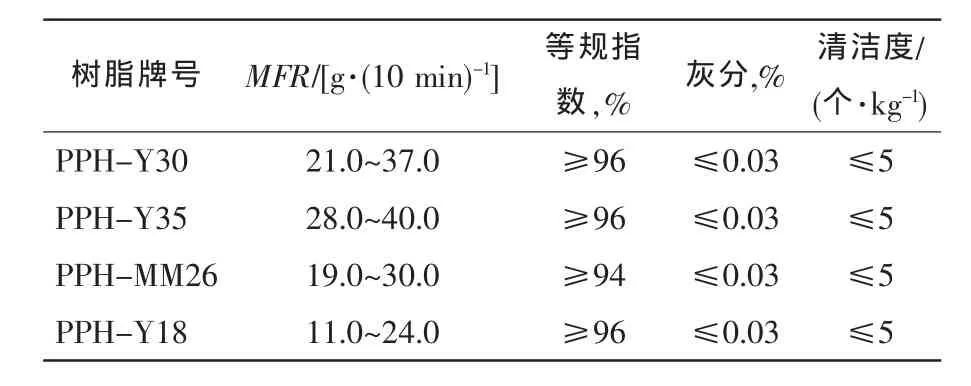
表1 部分高MFR的PP质量控制指标Tab.1Quality control index of certain PP resins with high MFR
1 C3H6质量的控制
原料C3H6中的杂质对聚合影响较大,许多微量杂质(如H2O,O2,S,As,CO等)都会使催化剂中毒,破坏其活性,还降低催化剂的定向能力,使产品质量下降。当C3H6中CO、炔烃、二烯烃体积分数大于0.002%,乙烯体积分数大于0.100%时,PP等规指数会明显下降。这是因为这些杂质聚合到分子链中间,破坏了高分子链的规整性,使产品等规结构发生变化[1]。本装置所用的原料C3H6及精制合格C3H6的质量控制指标见表2。
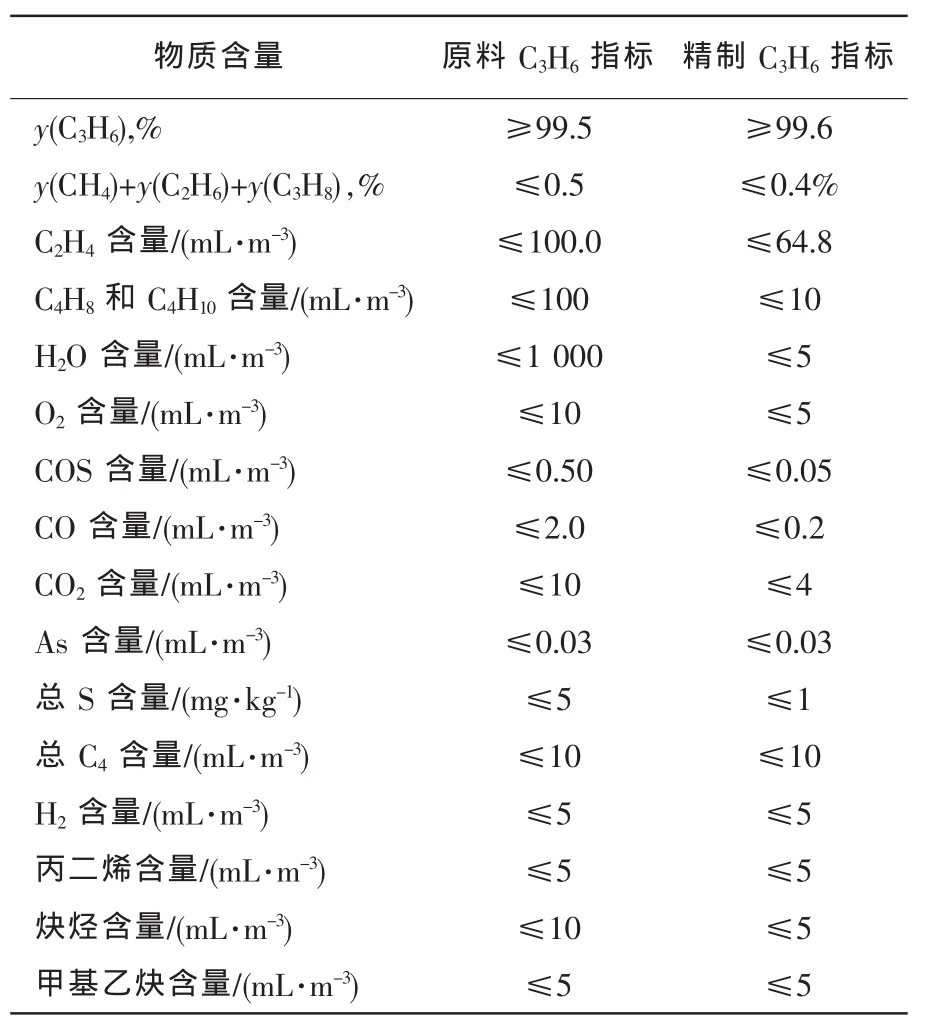
表2 原料C3H6及精制合格C3H6的质量指标Tab.2Quality index of raw propylene feedstock and the refined propylene

2 产品质量的控制
2.1 MFR的控制
2.1.1 H2加入量的控制
MFR的控制主要通过调节反应器进料C3H6中H2的浓度来调节。H2作为链转移剂来调节PP的相对分子质量,H2加入量越多,聚合物链终止反应越容易发生,PP平均相对分子质量越小,MFR就越高。
通过调节H2加入量来控制MFR时需要考虑:1)生产平行产品(指两个反应器中产品的相对分子质量接近,相对分子质量分布较窄)时,控制两个反应器H2总进料率,反应器间PP的MFR平衡应在H2总进料率不变的情况下进行最终调节。2)由于催化剂活性随H2浓度改变而改变,所以H2进料率的调整不能太大,以免打破反应器间的聚合率和MFR的平衡。3)生产中应考虑到H2从上游反应器向下游反应器的流动以及H2由下游返回至上游的循环。4)反应器进H2量的增加或减少应考虑聚合物在反应釜中的滞留时间和H2的停留时间。
在生产中,摸索出经验来保证产品MFR:1)根据加入H2的平均值及相邻两点MFR升降趋势、升降幅度,同时结合反应釜气相压力、U型管液相温度等参数相应地调整H2加入量,严禁大起大落。2)8~11 t/h负荷下,若循环H2压缩机C208停运,后路H2无法返回液相反应器,H2加入量一般应提至原来的1.3~1.5倍;若循环气压缩机C206停运,循环分离器排放增多,H2加入量一般应提高0.2~0.3 Nm3/h;白天不凝气排放较多,H2加入量一般相应比夜晚提高0.2~0.3 Nm3/h。3)在11,10 t/h负荷下,用N型催化剂生产PPH-T03H粉料,H2加入量一般分别控制在6.0~6.5,5.2~5.7 Nm3/h。4)当主催化剂和OF型催化剂切换时,H2调整幅度不能过大,遵循少量多加的原则,控制在6 h左右完成。5)循环不凝气量及冷冻盐水量应保持稳定,温度控制阀开度不能大幅波动,以保证H2浓度稳定。
若H2浓度不变,粉料MFR大幅上升,则是PP等规指数迅速下降的信号。这时不仅要调整H2流量,还应立即调整催化剂外给电子体的流量,防止PP等规指数过低而出现黏料现象。虽然等规指数对PP的MFR也有影响,但在正常生产中,为保证产品的综合质量,MFR的调节只通过H2浓度的变化来实现,一般不依靠等规指数的变化来调节PP的MFR。
2.1.2 引发剂加入量的控制
装置正常生产,造粒机生产负荷为9 t/h的情况下,由表3可以看出:引发剂加入量的改变对PP的MFR影响剧烈,而且MFR的提高与引发剂加入量的增加并不完全成正比,所以,精确控制引发剂加入量是保证PP产品质量的关键。同时,在生产正常时,为了监测产品质量,对成品的MFR实行每2 h测试一遍。正常情况下,MFR变化很小,一旦出现波动(如H2流量不稳,负荷出现升降等),则应提高分析频率及时调整引发剂加入量直到PP的MFR稳定。
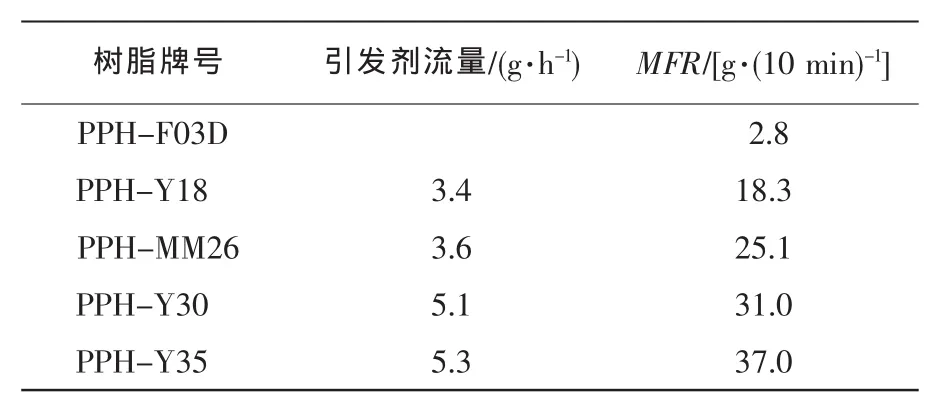
表3 引发剂加入量对PP的MFR影响Tab.3Effect of initiator amount on MFR of PP
2.1.3 筒体温度的控制
正常生产时,需保证筒体温度稳定在设定温度,同时可加入合适的稳定剂,防止PP粉料在高温筒体内降解,确保产品质量稳定。
2.2 等规指数的控制
2.2.1 n(Al)/n(Si)的控制
当主催化剂为N型催化剂时,随n(Al)/n(Si)增加,所产PP等规指数逐渐下降[2],同时易向烷基铝发生链转移反应,使聚合反应速率和PP相对分子质量均下降;当n(Al)/n(Si)过小时,不能有效去除原料中可致主催化剂中毒失活的有害杂质,并且不能形成更多的活性中心。
根据生产经验,n(Al)/n(Si)一般控制在5.0左右,同时根据原料C3H6的情况,适当增加或减少活化剂,可以既保证产品等规指数又能保证催化剂的活性。
2.2.2 n(Si)/n(Ti)的控制
等规指数的调节主要是通过n(Si)/n(Ti)来控制[3]。从图1可以看出:等规指数随n(Si)/n(Ti)增加先迅速增加后趋于缓和,且n(Si)/n(Ti)调节等规指数的范围较小。n(Si)/n(Ti)为0.3~0.8时,等规指数对n(Si)/n(Ti)的变化很敏感,PP等规指数为94%~97%;当n(Si)/n(Ti)大于1.0,等规指数对n(Si)/n(Ti)的变化不敏感,PP等规指数大于98%。
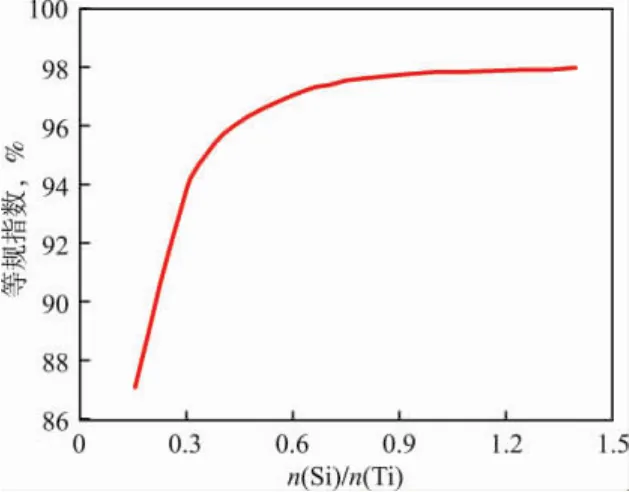
图1 n(Si)/n(Ti)对PP等规指数的影响Fig.1 Effect of molar ratio of Si/Ti on isotacticity of the PP resins
考虑到N型催化剂生产高MFR的PP时,PPH-T03H粉料等规指数要求大于98%,外给电子体在一定范围内多加,一般控制n(Si)/n(Ti)为5.5左右,将等规指数稳定在一个稍高的水平,避免操作过程中误使浆液黏度增大而导致无法控制。
2.3 灰分的控制
灰分主要来自催化剂和活化剂。装置开车时,因系统不干净而混入少量的机械杂质也是PP灰分的来源。主要从几方面采取措施来降低PP产品的灰分:1)采用高活性催化剂体系、适当的三剂比例,降低催化剂的加入量,提高催化剂对应产品的产出率;2)控制原料C3H6的杂质含量,提高精制效果,降低三剂消耗量;3)选择适宜的工艺条件,保证足够的反应时间,提高单体转化率。
2.4 造粒条件的控制
在造粒过程中,影响高MFR的PP粒料质量的主要因素有:模板、切刀、筛网等设备状况,筒体温度、模板温度、粒料冷却水(PCW)温度、切口间隙、稳定剂加入量等工艺参数的控制[4]。
2.4.1 设备控制状况
1)模板。要求模面平整,平面度偏差在0.03 mm以内,不允许有较大的气蚀点、划痕、变形等。模板使用一段时间后,在模板上会产生气蚀点,这些气蚀点会严重影响高MFR产品的切粒过程。针对模板气蚀问题,解决方法有:①降低模板温度,使模板温度与PCW温度差值减小;②降低切刀转速,以减小切刀旋转造成的负压,减缓气蚀速率;③定期校正切刀工作曲线(见表4),切刀转速越高,进刀风压越低。
2)切刀。切刀不允许有卷刃、豁口等情况,整盘切刀的刃面应在一个平面上,其允许的误差为±0.01 mm。否则,在切粒过程中,易产生垫刀和断刀现象。
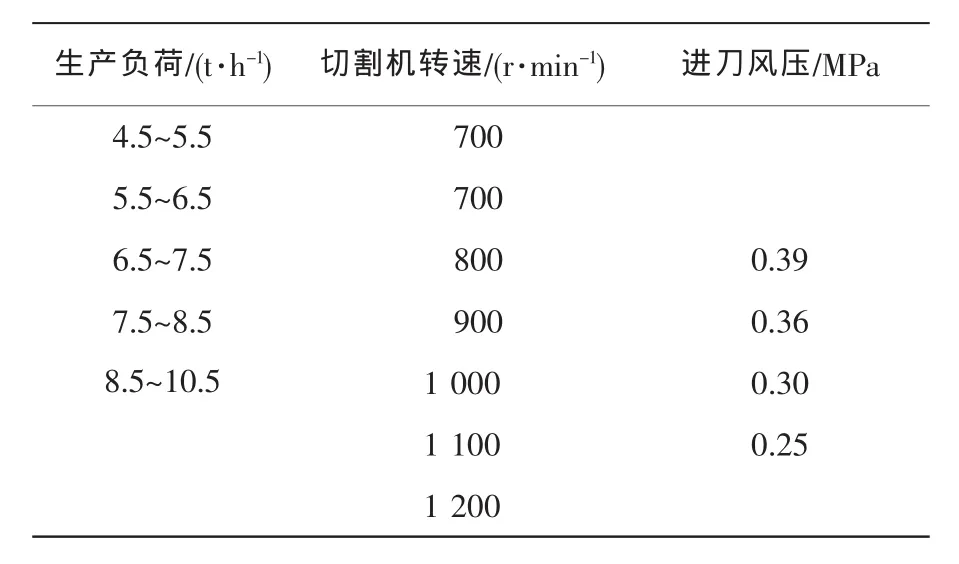
表4 生产负荷、切割机转速、进刀风压对比Tab.4Contrast of production load,rotation speed of cutter and feed pressure
3)切刀轴和模面的垂直度。要求该偏差范围为±0.03 mm,否则易造成切刀和模面不完全贴合,一侧间隙过大,生产困难。
4)筛网。当筛网前后压差大于8 MPa或更换产品牌号时,应及时切换筛网,否则筛网堵塞易引起产品质量波动。
2.4.2 工艺参数的控制
与生产低MFR的PP产品相比,在生产高MFR的PP过程中,由于树脂熔体黏度太小,导致模板前树脂压力过低,模孔束状挤出的状况不好,切粒效果不好。生产中主要通过控制以下工艺参数来保证切粒效果、稳定产品的质量:1)控制PCW温度在50℃左右,可使挤出的树脂熔体遇水后立即变硬,便于切粒。在低MFR向高MFR牌号转换过程中,因水温迅速下降,切刀轴受冷收缩,会导致切刀与模板贴合不紧,应及时手动提高进刀风压,进刀两次,提高0.05~0.10 MPa,以保证切刀与模板贴合紧密。2)筒体进料段和熔化段温度控制在230℃左右,以保证降解剂的充分分解和树脂的充分熔化;均化段温度控制在80℃左右,并增大切口间隙至44~46 mm,减小筒体内的混炼强度,以便降低熔融树脂温度,改善切粒性能。3)热油温度设定为285℃,保持模板温度在190~200℃,可提高模板前树脂压力,改善束状挤出状态。4)选择合适的稳定剂,并严格按照配方加入,通常加入的稳定剂质量分数控制在±5%。5)保证PP粉料下料量稳定,防止物料性质的变化。
2.4.3 切粒常见问题及对策
在切粒过程中,由于模板的温度、PCW温度、切刀平直度等问题,引起切粒效果不好,通常遇到的问题、原因及对策见表5。
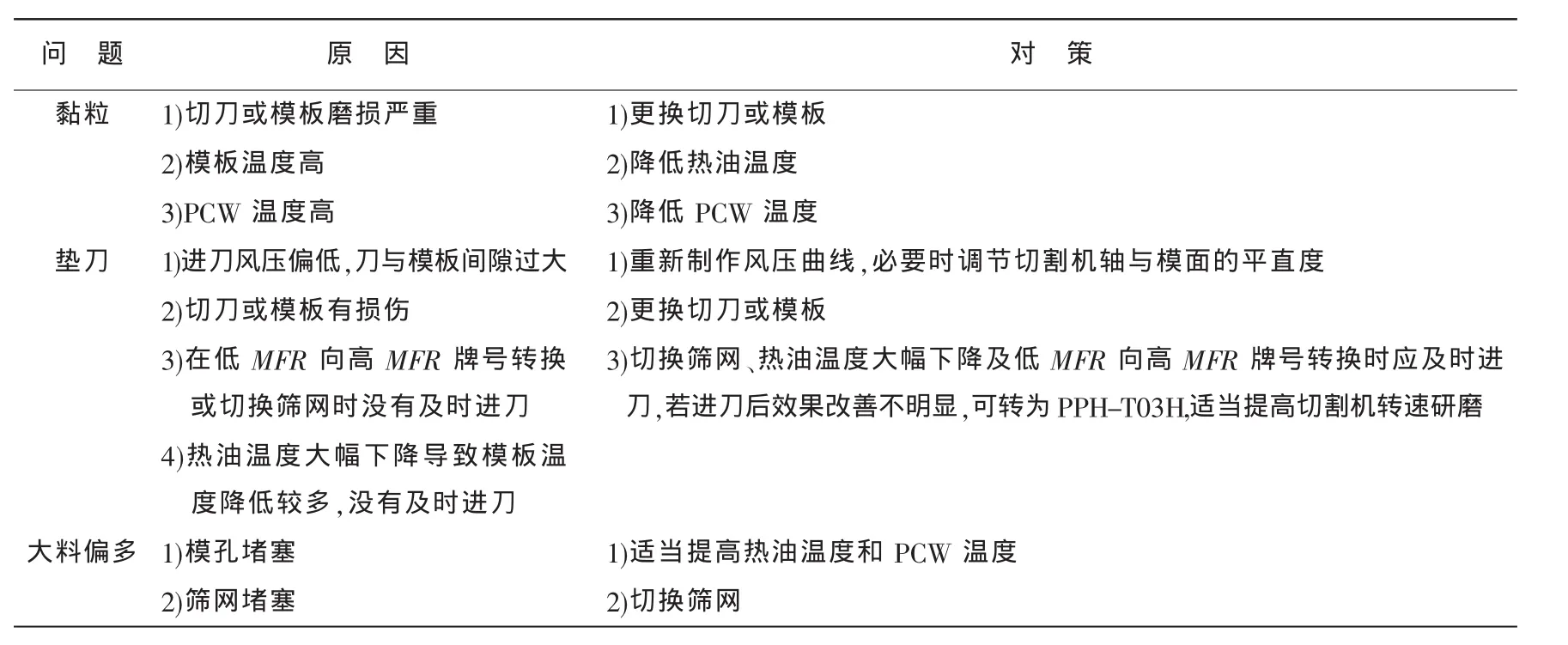
表5 切粒常见问题、原因及对策Tab.5Causes of and countermeasures against the common problems in pelletizing process
3 结论
a)丙烯原料质量、MFR、等规指数、灰分及造粒条件是影响高MFR的PP产品质量的主要因素。精制合格的原料C3H6是生产高MFR PP的基础。
b)产品MFR随H2和引发剂加入量的增多而提高,保证造粒机筒体温度的稳定有利于控制产品的MFR。
c)生产中n(Al)/n(Si)和n(Si)/n(Ti)一般控制在5.0和5.5左右。
d)可通过提高催化剂活性、原料C3H6的精制效果以及改善工艺条件来降低产品的灰分。
e)模板、切刀、筛网等造粒机设备状况及PCW温度、三段筒体温度、热油温度等工艺参数的控制是保证切粒效果的基础,其中,PCW温度和热油温度一般控制在50℃和285℃左右,进料段、熔化段和均化段分别控制在230,230,80℃左右。
[1]杨玉梅,亓相云.聚丙烯产品质量控制[J].山东化工,2004,33 (4):30-31.
[2]杨菊秀,李珠兰,赵芸,等.聚丙烯等规指数调节研究[J].合成树脂及塑料,2000,17(4):13-14.
[3]况成承,石继红,梁万军.PPN型催化剂等规度调整的工业试验[J].石油化工,1999,28(8):553-555.
[4]周宝森.一次降解法生产高MIPP[J].合成树脂及塑料,2001, 18(2):33-34.
Quality control of polypropylene with high melt flow rate
Mao Jiankang,Wang Shengli
(Luoyang Petrochemical Polypropylene Co.Ltd,SINOPEC,Luoyang 471012,China)
Quality of propylene,melt flow rate(MFR),isotacticity,ash content and pelletizing conditions were considered as main factors influencing product quality in the production of polyethylene with high MFR. The quality indexes of the raw propylene feedstock and the qualified propylene after refining were put forward according to the experiences accumulated in the production.The effective measures for controlling MFR, isotacticity and ash content of the product were analyzed.The product′s MFR was generally adjusted by appropriately regulating the adding amount of the initiator and hydrogen.The product′s isotacticity could well meet the quality requirements when the molar ratio of Al/Si and Si/Ti were set at about 5.0 and 5.5, respectively.The method to ensure the pelletizing performance of the pelletizer was proposed in the light of equipment status combined with control of process parameters.
polypropylene;quality;control;melt flow rate;isotacticity;ash content
TQ 325.1+4
B
1002-1396(2012)02-0051-04
2011-09-29。
2011-12-28。
毛健康,1983年生,硕士,2009年毕业于东华大学材料加工工程专业,现主要从事聚丙烯生产工作。联系电话:13683858031;E-mail:dhcr2006@163. com。
(编辑:陈文淑)
猜你喜欢
选煤技术(2022年2期)2022-06-06
选煤技术(2022年2期)2022-06-06
云南化工(2021年11期)2022-01-12
选煤技术(2021年6期)2021-04-19
四川蚕业(2021年4期)2021-03-08
设备管理与维修(2020年19期)2021-01-05
商品与质量(2020年31期)2020-12-18
机械工程与自动化(2018年1期)2018-04-02
环境保护与循环经济(2017年4期)2018-01-22
山东工业技术(2016年15期)2016-12-01
