
凸轮轴与曲轴测量仪校准方法
2012-12-21 06:03杨智勇保建平张晓飞
装备制造技术 2012年5期
杨智勇,保建平,张晓飞
(1.芜湖市计量测试研究所,安徽 芜湖 241000;2.安徽省计量科学研究院,安徽 合肥 230051;3.德信无线通讯科技有限公司,北京 100015)
1 概述及工作原理
凸轮轴、曲轴测量仪是测量凸轮轴、曲轴等轴类工件的仪器,可测量工件的升程、导程、转角等参数。
根据仪器使用方式,主要分为自动式、手动式凸轮轴、曲轴测量仪;自动式以立式为主,手动式以卧式为主。
自动式由径向测量装置、轴向测量装置、分度装置组成。其分度装置由气浮主轴、气浮顶尖、圆光栅等部件构成,径向、轴向测量装置由传感器、气浮导轨、光栅尺等部件组成。它通过计算机控制三个子系统,完成参数输入、测量选择、数据采集、处理及测量数据管理和测量结果打印输出等工作。
手动式(含光学式、数显式)由径向和轴向测量装置、分度装置组成。其分度装置由主轴、顶尖、尾座、度盘等部件构成,径向和轴向测量装置有读数装置、玻璃标尺等部件组成,并由人工进行数据采集、处理等工作。
2 校准项目和校准方法
2.1 主轴顶尖全跳动
把测微仪装夹在仪器主机座上,测头打在主轴顶尖上,主轴旋转一周,测微仪示值最大变动量,即是测量值。
2.2 两顶尖同轴度
把长标准芯轴置于顶尖之间,把测微仪吸附在顶尖上,测微仪测头打在芯轴上端,控制主轴旋转一周,测微仪示值最大变动量的1/2 即是测量值。然后把短标准芯轴置于顶尖之间,同上操作,测得另一测量值。取2个测量值中的最大值,即为同轴度测量值。
2.3 轴向测量装置移动导轨与顶尖轴线平行度
把长标准芯轴置于两顶尖之间,测微仪架吸附在径向测量装置上,测微仪打在标准芯轴的径向面上,在轴线全程内移动径向测量装置,在测微仪读出芯轴两端的差值,即是径向面的测量值。然后测微仪打在标准芯轴的切向面上,同上操作,测得芯轴两端的差值,即是切向面的测量值。
2.4 径向测量装置的测量重复性
将标准凸轮轴装夹在仪器的两顶尖之间,通过寻找拐点的方法,用仪器读出标准凸轮轴升程的Lmax和Lmin,求得△(见图1)。
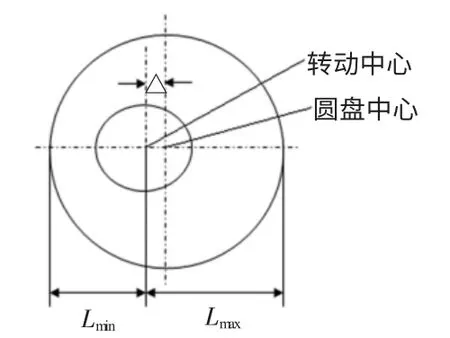
图1 标准凸轮轴校准示意图

连续测量5次,取其中△max与△min,用极差法计算出该仪器径向测量装置的测量重复性标准差。按式(2)计算。

2.5 径向测量装置的示值误差
将专用反射镜装夹在仪器的测轴上,调好激光干涉仪并置零。依次在径向方向均匀的测量10个点,并依次按轴向测量装置进行读数。各点上的误差δi按式(3)计算

式中,
ai,a0分别为各受检点和起始点上仪器的读数,mm;
Li为激光干涉仪所用的一段实际尺寸,mm。
2.6 轴向测量装置的示值误差
将专用反射镜装夹在仪器的测轴上。调好激光干涉仪并置零。依次地在轴向方向均匀地测量10个点,并依次按轴向测量装置进行读数。各点上的误差按式(3)计算。
2.7 分度装置的示值误差
(1)自动式凸轮轴、曲轴测量仪用23 面棱体、自准直仪进行校准。示值误差大于2″的仪器,以23 面棱体直接校准;示值误差小于2″的仪器,以23 面棱体排列互比法校准。
现以直接校准为例,方法如下:
将棱体装夹在主轴转盘上,并用自准直仪照准棱体第1 工作面。同时,自准直仪和被测仪器置零;再转动仪器分度装置,使棱体转到第2 面、第3 面……第23 面,用自准直仪瞄准,在被测仪器上读数为a2、a3……a23。
这一校准应在正反向各校一次,对棱体偏差修正之后,分别求得每个测回的误差值,示值误差以正、反方向上最大值与最小值之差来确定。按式(4)计算。
(1)手动式凸轮轴、曲轴测量仪的分度装置示值误差,按JJG57-1999《数显、光学分度头》检定规程进行校准。

2.8 相邻凸轮相位差的示值误差
将标准凸轮轴装夹在两顶尖间,通过寻找拐点的方法,用径向测量装置测量出每一凸轮最大升程点,再在分度装置读出其相对应的相位角度值。这两个角度的差值与标准凸轮轴两个相邻凸轮相位夹角标准值之差,即为仪器的相邻凸轮相位差。
2.9 逐点升程示值误差
将标准凸轮轴装夹在仪器两顶尖间,通过寻找拐点的方法,用仪器读出标准凸轮轴升程的Lmax(或Lmin),以此点作为升程的起始点;也可以标准凸轮轴定位键槽作为升程的起始点,每10°测量出1点的升程值,每点测量2次并取平均值。
共测量出36点的升程值,与标准凸轮轴升程表逐点比较,取最大偏差即是逐点升程示值误差(见图2)。
注:在2.8~2.9 中,自动式凸轮轴、曲轴测量仪必须按仪器操作程序自动测量。

图2 用标准凸轮轴校准逐点升程示值最大允许误差示意图
3 结束语
目前凸轮轴、曲轴测量仪标准装置已建立并校准了相当数量的凸轮轴、曲轴测量仪,在此过程中我们积累了大量的经验,此后我们将对本省各级计量部门进行量值传递,统一监督。这将对我国汽车制造行业质量水平的提高起到促进作用,通过省、国家颁布实施的校准规范,向全省和全国进行推广。
[1]JJF1001-1998,通用计量术语及定义校准规范[S].
[2]JJF1059-1999,测量不确定度评定与表示[S].
[3]JJF1094-2002,测量仪器特性评定[S].
[4]JJG57-1999,光学、数显分度头国家检定规程[S].
猜你喜欢
计量学报(2022年9期)2022-10-20
纺织标准与质量(2022年4期)2022-09-05
纺织标准与质量(2022年1期)2022-07-12
汽车与新动力(2019年6期)2020-01-03
汽车维护与修理(2019年1期)2019-07-09
汽车维修技师(2018年6期)2018-11-06
车用发动机(2018年2期)2018-05-02
中国公路(2017年11期)2017-07-31
汽车与新动力(2015年1期)2015-02-27
汽车与新动力(2014年2期)2014-02-27
