
双轴向经编涂覆织物剥离性能研究
2012-12-13 05:37:20黄忠耀杨建雄蔡利海李万利
产业用纺织品 2012年4期
黄忠耀 杨建雄 蔡利海 李万利
(总后勤部油料研究所,北京,102300)
双轴向经编涂覆织物剥离性能研究
黄忠耀 杨建雄 蔡利海 李万利
(总后勤部油料研究所,北京,102300)
研究了织物组织结构和成型工艺对双轴向经编双面涂覆织物剥离性能的影响。结果表明,双轴向经编涂覆织物由于经纬纱取向及捆绑纱的排列不同,使涂覆织物各个面各个方向的层间黏合强度相差较大;通过流延覆膜工艺生产的双轴向经编涂覆织物在高频热合加工后层间黏合强度有较大幅度的增加。
双轴向经编织物,涂覆织物,剥离,黏合强度
双轴向经编涂覆织物一般由双轴向经编织物两面涂覆聚氯乙烯、热塑性聚氨酯等弹性体制成,具有强度高、抗撕裂性好的特点,目前已广泛地用于制作充气快艇、充气玩具、船帆、可移动游泳池、临时油水储存容器、膜结构、车用篷盖、灯箱广告等[1-3]。该类产品通常由多幅涂覆织物经高频热合或热风热合粘接而成,两幅布之间无缝制等连接,因此涂覆层与织物间保持较高的层间黏合强度才能保证产品使用过程中不出现织物与涂层的分离。
涂覆织物层间黏合强度主要包括物理黏合强度(与织物组织结构、纱线粗糙度等参数有关系)和化学黏合强度(与涂覆胶及底涂胶性能有关系)等[4-5],黏合强度的大小主要由剥离性能来表征。本文分析了双轴向经编涂覆织物剥离曲线的特征峰,并探讨了织物组织结构和成型工艺对该类织物剥离性能的影响程度。
1 试验
1.1 原材料
双轴向织物基布试样由北京五洲佳泰新型涂层材料有限公司提供,具体规格及基本性能如表1所示。

表1 织物试样规格参数
织物基布采用衬经衬纬技术生产,其经、纬向衬纱伸直排列,由成圈纱线捆绑在一起,组织结构如图1所示。

图1 双轴向织物组织结构图
织物基布表面双面涂覆热塑性聚氨酯外胶,使用的涂覆胶料、异氰酸酯型底涂胶由中纺新材料科技有限公司提供,并由该公司采用流延涂胶工艺完成织物的底涂和双面涂胶。
1.2 测试试样制备
确定待剥离样品的剥离面和经纬向,然后取一块相同的涂覆织物,采用高频热合的方式将两块涂覆织物黏合在一起,图2为示意图。参考HG/T 3052—2008(橡胶或塑料涂覆织物涂覆层黏合强度的测定)进行样品裁切,最终制备的测试试样宽50 mm,每种样品制备5个。

图2 涂覆织物剥离试样剖面图
双轴向织物是由捆绑纱将衬纱固定的结构,所以衬经面、衬纬面的组织结构各不相同,会导致黏合强度的差别,试验中分别沿着涂覆织物衬经面衬纱方向(JJ)、衬经面垂直衬纱方向(JW)、衬纬面衬纱方向(WJ)、衬纬面垂直衬纱方向(WW)裁取相应的测试试样,分别测试黏合强度,其剥离面织物组织结构参见图1。
1.3 试验方法
试验仪器:M350型电子拉力试验机,Testometric公司。
参考HG/T 3052,用夹具分别夹住待剥离样品和黏合样品(图2),夹具分离速度100 mm/min,在胶层与基布出现脱层的初期,用裁纸刀割断待剥离样品上的脱离胶层,开始记录黏合强度。
样品的黏合强度取系列剥离峰中间2/3区域的峰值平均值,每个方向的剥离试验重复5次,取平均值。
2 结果与讨论
2.1 黏合工艺对剥离性能的影响
图3为涂覆织物剥离时不同阶段夹具位移与黏合强度的关系。可以看出,曲线明显分为A、B、C三个区域。其中,区域A为剥离初始阶段胶层刚与基布产生脱离,待剥离试样的胶层与黏合样品的胶层仍处于黏合状态(图2),所反映的力值是胶层的拉伸力,力值大小的变化由裁纸刀割断胶层的过程中产生,此时的强度不能反映待剥离试样的黏合强度,不是本文的讨论范围。区域B为样品高频热合区域,剥离进行到此区域时,两试样间连为一体的胶层已从其中一个试样上脱离,从而真实呈现出层间黏合强度较小试样的剥离性能,该曲线反映了产品热合加工后的接缝处胶层与基布的剥离性能,在下文的讨论中简称高频热合区。剥离到达区域C时,所反映的力值是采用流延工艺、且未经任何后处理的涂覆织物胶层与基布的剥离性能,在下文的讨论中简称流延区。

图3 涂覆织物剥离时不同阶段夹具位移与黏合强度的关系
从高频热合区和流延区的剥离曲线上可以看到有明显的波峰和波谷,在各个区域中波动频率基本不变。曲线波动是由于剥离阶段各点黏合强度的差异造成的。由于胶料和底涂胶均相同,所以在各自区域中黏合强度的差异主要由织物组织结构的不匀性造成[6]。
对比后两个区域中的曲线可以看出,流延织物经过高频热合加工后黏合强度有较大幅度的增加。原因是高频热合加工时,织物胶层中极性基团运动加剧,使胶料温度急剧升高直至转为粘流态,在刀口压力下更多的胶料会渗入基布缝隙,使胶层与基布的紧密程度进一步提高,增加了胶料与基布的物理黏合强度;同时由于基布表层有一层异氰酸酯型的底涂胶,在200℃以上的高温下能进一步活化[7],有利于增加底涂胶与基布的化学交联度,提高胶料与基布的化学黏合强度。
高频热合区的曲线位移周期(Tb)明显低于流延区的曲线位移周期(Tc)。原因是在流延区内,位移周期是剥离时胶层拉伸时的伸长量与织物组织结构周期长度之和;而在高频热合区内,被剥离的胶层附于黏合样品上,位移周期是剥离时黏合样品的伸长量与织物组织结构周期长度之和。由于黏合样品的模量略大于基布的模量,远大于胶层的模量,所以高频热合区域剥离曲线的位移周期要低。
2.2 织物组织结构对剥离性能的影响
表2为涂覆织物各面、各方向的黏合强度。可以看出,同一块涂覆织物样品,在双轴向织物衬经面与衬纬面、衬纱方向与垂直衬纱方向上,黏合强度均不相同。考虑到涂覆织物双面的底涂胶、胶层材料以及成型工艺均相同,所以涂覆织物各面、各方向黏合强度的差别主要是由各面织物组织表观结构(即衬纱和捆绑纱的排列方式,图1)的差异引起的。

表2 涂覆织物各面各方向的粘合强度
2.2.1 衬纱经向排列时涂覆织物的黏合强度
图4为在衬纱方向上,衬经面[图1(a),JJ]和衬纬面[图1(b),WJ]夹具位移与黏合强度的曲线。
由图中剥离曲线可以看出,在流延区域,两者的黏合强度几乎相同,而在高频热合区域,沿衬纱方向,衬经面的黏合强度略大于衬纬面的黏合强度,说明高频热合工艺更有利于衬经面衬纱方向黏合强度的提高。观察基布的表面状态,可以看出捆绑纱的凸起增加了织物表面的粗糙度,有利于涂覆织物层间黏合强度的提高。当胶层与织物的剥离方向沿着衬纱方向,衬经面[图1(a)]的捆绑纱在整个衬纱表面分布较为均匀,而衬纬面[图1(b)]的捆绑纱在衬纱表面分布较为集中,高频热合下胶料在高温高压力下熔融时,衬经面衬纱方向(JJ)上胶料与捆绑纱的接触面积更大[8],因而该方向的黏合强度更高。
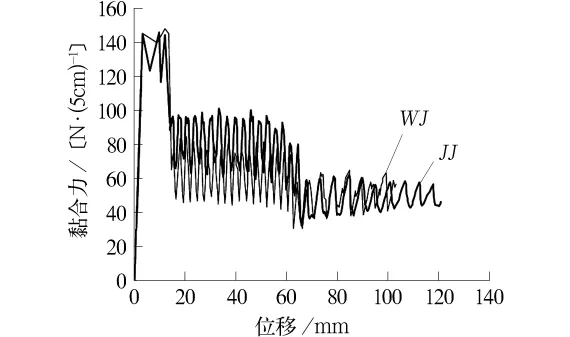
图4 衬纱经向排列时不同面的黏合强度
图4中衬经面衬纱方向(JJ)上剥离曲线的位移周期略大于衬纬面衬纱方向(JW),原因是衬纱剥离周期与捆绑纱的分布周期有关,而该周期由双轴向织物背面的衬纱密度决定,基布的衬纬面纱线密度略小于衬经面纱线密度(见表1),导致衬经面衬纱方向(JJ)上剥离曲线的位移周期较大。
2.2.2 衬纱纬向排列时涂覆织物的黏合强度
图5为在垂直衬纱方向上,衬经面[图1(a),JW]和衬纬面[图1(a),WW]夹具位移与黏合强度的曲线。
由图中剥离曲线可以看出,沿垂直衬纱方向,在整个区域中,衬经面(JW)的黏合强度均远大于衬纬面(WW)。观察基布的表面状态,可以看出衬经面由单股捆绑纱(纤度为9.6 tex)固定衬纱,其试样宽度只有5 cm,即衬纱长度只有5 cm,捆绑纱只能在此范围内将衬纱有限固定。在胶层剥离时,有限固定的衬纱因与胶层的黏合在外力作用下发生较大的变形,衬纱中部分纤维粘接在胶层上而脱离,形成起毛现象,导致胶层在衬纱表面不易产生应力集中而剥离,从而使单位面积的待剥离胶层与基布作用时间较长,增大了黏合强度。剥离过程中粘接在胶层上的衬纱对捆绑纱产生拉力,由于捆绑纱较细且位置固定、形变量小,易出现剥离时部分捆绑纱的断裂。对于垂直衬纱方向上的衬纬面(WW),捆绑纱一端夹在夹具中,一端远离剥离点,且为双股并行结构,较好地固定住衬纱,剥离过程不易引起衬纱的变形和起毛,与捆绑线平行的剥离力也不会引起捆绑线断裂,因此,该方向的黏合强度较低。
图5中垂直衬纱方向上的衬经面(JW)的剥离曲线在流延区域为双峰、甚至多峰,原因就是剥离时衬纱变形较大、与胶层的粘连时间长,并且部分的捆绑纱断裂造成的,但是其位移周期仍略小于垂直衬衫方向上的衬纬面(WW),原因是该基布衬纬面纱线密度略小于衬经面纱线密度。

图5 衬纱纬向排列时不同面的黏合强度
3 结论
(1)通过流延工艺生产的双轴向经编涂覆织物在高频热合加工后层间黏合强度有较大幅度的增加。
(2)当捆绑纱均匀分布于衬纱表面时,高频热合工艺有利于该面层间黏合强度的提高。
(3)双轴向经编涂覆织物由于经纬纱取向及捆绑纱的排列不同,使涂覆织物各个面各个方向的层间黏合强度相差较大,实际应用中应尽可能将黏合强度相对较高的面和方向做为不同布幅的热合界面和拉伸方向,以提高成品的使用可靠性。
[1]S.阿达纳.威灵顿产业用纺织品手册[M].徐朴,叶奕梁,童步章.中国纺织出版社,2000:412-428.
[2]沈秀敏,陈济刚.经编针织技术将成为产业织物的热点[J].产业用纺织品,1998(5):15-19.
[3]矫卫红,陈南梁.经编双轴向织物用作涂层基布的性能优势[J].东华大学学报(自然科学版),2004,30(6):91-95.
[4]鹿沼忠雄.橡胶与纤维织物的粘合[J].吴绍吟.橡胶译丛,1996(1):27-34.
[5]姜亚明,邱冠雄.双轴向涂层织物的涂层与底布间的结合力分析[J].纺织学报,1999,21(5):266-269.
[6]何琼,陈南梁,席时平,等.机织物增强压延柔性复合材料的撕裂和剥离性能[J].东华大学学报(自然科学版),2007,33(1):130-134.
[7]W.C.韦克,D.B.伍顿 .橡胶的织物增强[M].袁世珍,薛川华,赵振华.化学工业出版社,1982:93-96.
[8]马会英,王建坤,胡方田.空气变形丝对涂层织物剥离强度的影响.纺织学报,2002,23(1):66-68.
Research on the peeling properties of coated biaxial warp knitted fabric
Huang Zhongyao,Yang Jianxiong,Cai Lihai,Li Wanli
(POL Research Institute of General Logistics Department)
The influencing factors of fabric structure and coating process to the peeling properties of coated biaxial warp knitted fabric were studied.The results shown that,Bonding strength of the coated fabric was different by the arrangement of warp and binding yarns,and the peeling strength improved obviously by the post bonding process of high frequency.
biaxial warp knitted fabric,coated fabric,peeling,peeling strength,bonding strength
TS106.75
A
1004-7093(2012)04-0022-04
2012-02-09
黄忠耀,男,1964年生,高级工程师。主要研究方向为软质油料装备及系统研究。
蔡利海,E-mail:lihai96@163.com
猜你喜欢
历史教学问题(2021年3期)2021-12-20 01:25:22
北京航空航天大学学报(2021年9期)2021-11-02 08:24:04
数字制造科学(2018年4期)2018-02-25 12:36:40
数字制造科学(2018年4期)2018-02-25 12:30:02
中国修船(2017年6期)2017-12-22 00:43:10
制造技术与机床(2017年8期)2017-11-27 02:10:12
凿岩机械气动工具(2017年3期)2017-11-22 07:21:29
照明工程学报(2016年3期)2016-06-01 12:18:01
焊接(2015年9期)2015-07-18 11:03:52
中国经贸导刊(2014年10期)2014-05-27 04:09:11
