
热处理对玻璃纤维膜材基布性能的影响*
2012-12-13 05:37:20黄家润陈南梁
产业用纺织品 2012年4期
黄家润 陈南梁
(1.东华大学纺织学院,上海,201620;2.产业用纺织品教育部工程研究中心,上海,201620)
热处理对玻璃纤维膜材基布性能的影响*
黄家润1,2陈南梁1,2
(1.东华大学纺织学院,上海,201620;2.产业用纺织品教育部工程研究中心,上海,201620)
为了满足玻璃纤维织造工艺及高平整度要求,膜材基布的玻璃纤维一般采用淀粉型浸润剂。在浸渍聚四氟乙烯乳液前,一般要经过热清洗去除玻璃纤维表面浸润剂。在不同温度及时间条件下对基布进行热处理,分别讨论了热处理对膜材基布浸润剂残留量、拉伸强度、布面颜色、弯曲硬挺度等方面的影响。综合考虑性能影响及生产效率等因素,建议膜材基布热处理温度选择380℃左右与聚四氟乙烯烧结温度相同,处理时间5 min左右。
热处理,玻璃纤维,膜材基布,强度
由于玻璃纤维的不耐折及耐磨性差,在拉丝过程中会在表面涂覆一定量的淀粉型或增强型浸润剂,但为了提高玻璃纤维与树脂的界面粘结性,在与树脂结合前,必须尽可能多地去除玻璃纤维表面淀粉型浸润剂,目前一般采用热处理法。热处理就是指在一定温度及时间条件下,使玻璃纤维表面浸润剂分解、碳化燃烧及挥发的过程。一般分为高温热处理(500~650℃)和中低温热处理(300~450℃)。玻璃纤维基布的热处理一般温度越高及处理时间越长,表面浸润剂去除率就越高,布面颜色越白,但玻璃纤维的强度下降越大[1]。
随着浸润剂技术的发展,纺织增强型浸润剂越来越多地用于玻璃纤维生产中,它不需要热处理,仍然可以和树脂结合良好。但是为了满足玻璃纤维膜材基布的纺织工艺及高平整度要求,目前国内外对这种超细玻璃纤维(4 μm)仍然采用淀粉型浸润剂,这与电子级玻纤布相似[1],因此,玻璃纤维膜材基布在涂覆树脂前,必须进行热处理,去除表面浸润剂,在工业上一般叫做烧毛处理。
针对膜材基布热处理需要尽量多地去除表面浸润剂,而强度保持率尽量高,本文研究了膜材基布在不同处理温度及处理时间条件下,热处理对膜材基布一些性能的影响。
1 试验部分
1.1 试验材料
无碱玻璃纤维膜材基布参数如表1所示,南京玻璃纤维研究设计院提供。
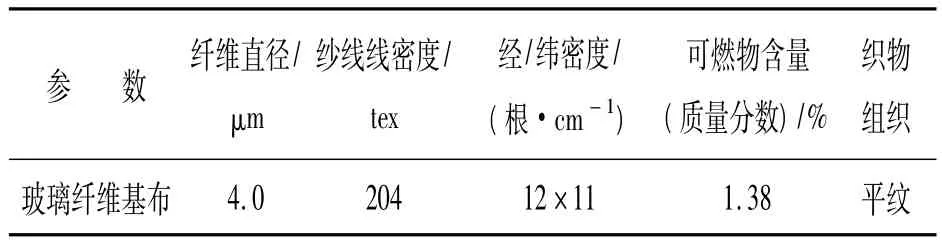
表1 玻璃纤维基布参数
1.2 试验设备
DHG-9240型电热恒温鼓风干燥箱,上海精宏试验设备有限公司;HY704-B型电焊条高温烘干箱,吴江亚泰烘箱制造厂;FA2004A电子天平,上海精天电子仪器有限公司;WDW-20微机控制万能材料试验机,上海华龙有限公司;LLY-01型电子硬挺度仪,莱州电子仪器有限公司。
1.3 试验方法
先将玻璃纤维膜材基布在(105±5)℃条件下预烘1h去除玻璃纤维中的水分,然后分别在300、350、400和450℃温度下保温烘焙5 min或在350和400℃温度下分别烘焙5、15、30和60 min,测量膜材基布处理前后浸润剂含量、布面颜色、经向拉伸强度、经向弯曲硬挺度等指标的变化情况。
1.4 性能测试
膜材基布的浸润剂残留量的测定,参考GB/T 9914.2—2001,采用FA2004A电子天平对热处理前后的质量损失进行测定。
膜材基布的拉伸性能测定参考GB/T 7689.5—2001,采用万能材料试验机测定,试样规格250 mm×25 mm,夹持隔距为 100 mm,拉伸速度为50 mm/min(在夹持端用牛皮纸和胶水固定的方法,以减小夹持端损伤及滑移)。
膜材基布的布面颜色采用目测法测定,并用普通照相机拍下不同处理条件下的布面颜色。
膜材基布的弯曲硬挺度测定参考GB/T 7689.4—2001,采用电子硬挺度仪测定,试样规格250 mm×25 mm。
2 结果与讨论
2.1 对浸润剂含量的影响
玻璃纤维表面浸润剂是指一系列无机物与有机物混合而成的体系,其中主要包括成膜集束剂、偶联剂、润滑剂和抗静电剂等,还有些辅助成分如润湿剂、增塑剂、消泡剂等[2]。这些有机物质在高温条件下氧化分解,部分碳化燃烧,并在高温下持续一段时间,碳化物会慢慢分解、挥发。
要把浸润剂除尽比较困难,需要在较高温度及较长时间的处理,如绝缘类电子玻纤布,先高温处理,再在低温下焖烧较长时间,则几乎可以除尽浸润剂,但保留强度较低[3]。膜材基布对保留强度要求较高(70%以上),则一般选用中低温处理,允许处理后浸润剂残留量在0.3%左右。
图1可以看出在短时间内,随着温度的逐渐升高,基布浸润剂残留量逐渐降低。图2可以看出随着时间的延长,浸润剂残留量在逐渐降低。在一定时间下,温度越高,浸润剂分解、碳化的速率就越快,则浸润剂残留量逐渐降低;在一定温度下,烘焙的时间越长,碳化的有机物会慢慢地挥发、分解,则浸润剂残留量逐渐降低。

图1 浸润剂残留量与处理温度的关系
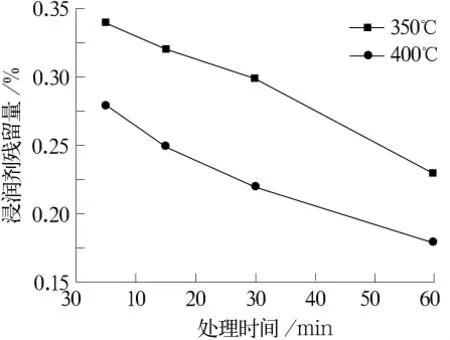
图2 浸润剂残留量与处理时间的关系
2.2 对膜材基布拉伸强度的影响
一般涂层织物中,内层的增强基布决定膜材的力学性能;外层的涂层材料决定膜材的物理特性[4]。膜材基布经过热处理后需要保持较高的强度(70%以上),虽然涂覆树脂后对其拉伸强度有一定弥补,但在后续的涂层过程中,膜材将经历多次高温烧结工艺,其强度仍将有一定损失。因此在热处理过程中,尽量减少膜材基布的强度损失,选择合理的处理温度及时间。
如图3所示,随着温度的升高,膜材基布的拉伸强度逐渐降低,在400℃以前,膜材基布的拉伸强度可以保持在70%以上。如图4所示,随着时间的延长,基布的拉伸强度逐渐降低。350℃时随着时间的增长,基布仍可以保持较高的拉伸强度;400℃时随着时间的增长,基布拉伸强度几乎下降到原来的一半以下。膜材基布拉伸强度逐渐下降主要原因是:热处理去除了玻璃纤维表面的浸润剂,尤其是成膜集束剂,使集束的纤维变得松散,当受到拉伸力时,增加了玻璃纤维的断裂不同时性,而使基布的强度下降;根据格里菲斯微裂纹缺陷理论,玻璃纤维表面存在着数量不等、尺寸不同的微裂纹,分布在玻璃纤维的整个体积内,当其在热应力作用下,这些缺陷、微裂纹扩散而使基布的强度下降,温度越高,降低的趋势越明显;随着温度增加,400℃以后玻璃纤维的结构发生变化,尤其是纤维结晶受破坏而使基布的强度下降,随着温度升高,强度下降得越快,纤维还会发脆[5-6]。
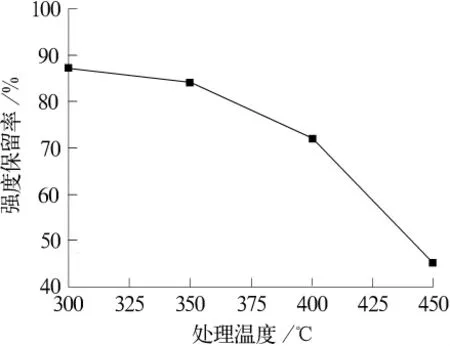
图3 处理温度对膜材基布强度的影响
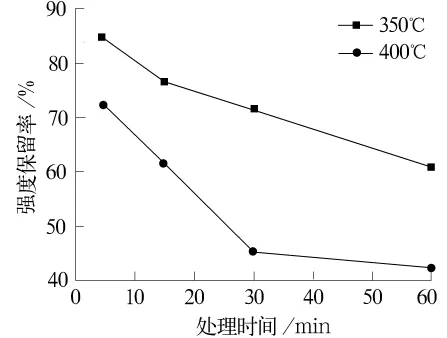
图4 处理时间对膜材基布强度的影响
2.3 对膜材基布布面颜色的影响
玻璃纤维建筑膜材具有美观、透明、艺术等特点,但膜材基布在经过热处理后表面会残留部分碳化的有机物,而使布面颜色呈茶褐色,影响膜材的艺术美观性,因此,需要选择合适的工艺,在保证膜材基布强度的前提下,同时尽量使基布布面颜色呈白色。
如图5所示,在不同温度及时间下,布面的颜色变化比较清晰。从图5(a)中看出,在相同处理时间下,随着温度升高,布面颜色越白;从图5(b)和图5(c)看出,在相同处理温度下,随着时间的延长,布面颜色越白。
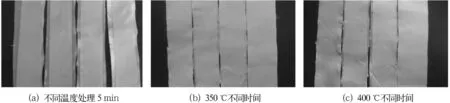
图5 处理温度及时间对布面颜色的影响
由于玻璃纤维处理后残留部分浸润剂,玻璃纤维在涂覆聚四氟乙烯后一般成茶褐色,膜材在太阳光照射下,尤其在紫外线作用下,膜材会逐渐变白,因此,要求处理后基布布面颜色均匀。为了防止玻璃纤维基布在涂覆聚四氟乙烯高温烧结过程中出现布面颜色不匀问题,所以建议玻璃纤维热清洗温度与聚四氟乙烯烧结温度相同,处理温度在380℃左右。
2.4 对膜材基布弯曲硬挺度的影响
弯曲硬挺度是织物柔软度的表征指标,织物的柔软度直接关系到建筑膜材的耐折及抗弯曲性能。膜材基布的优势在于超细玻璃纤维有较好柔软性,可减小膜材在加工、运输、安装过程中,由于弯曲、折叠等对膜材力学性能的影响。热处理去除了表面浸润剂,对基布的弯曲硬挺度有一定的影响,需要选择合理的处理温度与时间。
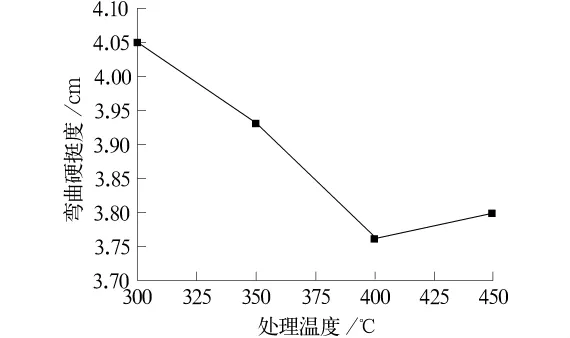
图6 热处理温度对基布弯曲硬挺度的影响
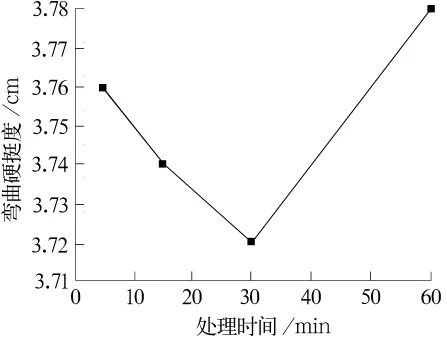
图7 在400℃时热处理时间对基布弯曲硬挺度的影响
如图6和图7所示,随着温度的升高,织物的弯曲硬挺度先减小后增大;随着时间的延长,织物的硬挺度也是先减小后增大。从图中可看出,在400℃左右织物的弯曲硬挺度最小;烘焙时间对硬挺度的影响并不大。由于烘焙使玻璃纤维表面浸润剂碳化发硬,而使弯曲硬挺度增大,随着温度升高,碳化的有机物逐渐挥发,而使弯曲硬挺度减小,当达到一定温度时,玻璃纤维结构发生调整,硬挺度又增大。
3 结论
(1)膜材基布随着热处理温度的升高和时间的延长,其浸润剂残留量降低,由于有机物在高温下分解、碳化及挥发,其布面颜色越白。
(2)随着温度的升高和时间的延长,膜材基布的强度逐渐降低,在400℃以前主要由于纤维的松散及微裂纹的扩散造成,而在400℃以后主要由于纤维的结构的变化,尤其是结晶破坏影响而使强度降低。
(3)随着温度的升高和时间的延长,膜材基布的弯曲硬挺度先减小后增大,而烘焙时间对硬挺度的影响较小。
(4)综合考虑热处理对膜材浸润剂残留量、拉伸强度、布面颜色、弯曲硬挺度等影响,以及提高生产效率等因素,建议处理温度400℃以内,可以与膜材的烧结温度相同,380℃左右,处理时间5 min左右,这样处理的膜材基布可达到较好的效果。
[1]曾天卷.浅谈玻璃纤维表面处理用热源及加热方式[J].玻璃纤维,2006(5):13-18.
[2]王秀梅.浅谈玻璃纤维浸润剂[J].玻璃钢/复合材料,1987(2):40-46.
[3]危良才.电子级玻璃纤维布表面处理技术[J].印制电路信息,2004(12):21-23.
[4]商欣萍,储才元.建筑用膜结构材料[J].产业用纺织品,2001,19(1):12-16.
[5]李道平.热处理对Li2O-Al2O3-SiO2-B2O3系统玻璃纤维抗拉强度的影响[J].玻璃与搪瓷,1989,17(6):7-11.
[6]孙义泰.玻璃纤维强度影响因素[J].玻璃纤维,1992(6):13-15.
Effect of heat treatment on the performance of fiberglass membrane base fabric
Huang Jiarun1,2,Chen Nanliang1,2
(1.College of Textile,Donghua University;2.Engineering Research Center of Textile Technical Education Ministry)
Generally,fiberglass used as base fabric for membrane material is infiltrated in starch agent before its weaving process to achieve relatively high flatness.Before dipping PTFE emulsion,the starch infiltrating agent on the surface of fiberglass needs to be removed through heat cleaning.In this paper,heat treatment of the fiberglass base fabric was conducted under different time and temperature conditions.Then effects on size residue,tensile strength,the surface color as well as flexural stiffness of the fiberglass base fabric were discussed after the treatment.In terms of both the membrane material's properties and production efficiency,the heat-treating temperature of the fiberglass base fabric was recommended to be set at 380℃,which was the same as sintering temperature of PTFE,with the treating time of 5 minutes.
heat treatment,glass fiber,the membrane base fabric,strength
TQ327.1
A
1004-7093(2012)04-0029-04
*国家科技支撑计划项目(2011BAE10B02)
2011-07-06
黄家润,男,1986年生,在读硕士研究生。主要研究方向为玻璃纤维膜材料开发及性能研究。
猜你喜欢
扬子江诗刊(2023年3期)2023-05-06 10:40:14
收藏与投资(2022年9期)2022-10-13 06:55:32
历史教学问题(2021年3期)2021-12-20 01:25:22
连云港师范高等专科学校学报(2021年1期)2021-07-12 10:23:46
广东茶业(2019年2期)2019-06-18 10:24:24
农药科学与管理(2019年12期)2019-05-20 09:33:26
中成药(2018年1期)2018-02-02 07:20:31
艺术评论(2017年10期)2017-03-22 08:43:37
中国经贸导刊(2014年10期)2014-05-27 04:09:11
中国药业(2014年24期)2014-05-26 09:00:16
