化学镀镍老化液中镍的处理与回收
2012-12-13 06:00:16陈静天津三国有限公司技术部天津300385
天津科技 2012年1期
陈静 (天津三国有限公司技术部 天津300385)
化学镀镍老化液中镍的处理与回收
陈静 (天津三国有限公司技术部 天津300385)
化学镀镍老化液作为废液排放,不仅浪费资源而且严重污染环境。当镀液老化时,其中仍含有5 g/L左右的镍盐。镍既是一种稀贵的金属,又是一种致癌物质。通过实验来寻找处理老化液的最佳条件,并将老化液中的镍进行回收,回用于镀槽,既达到了国家的排放标准,又节约了资源,并且实现了减少排放、保护环境的目的,达到经济与环境效益的双丰收。
化学镀镍 老化液 处理工艺条件 回收
0 引言
化学镀镍,又称为无电解镀镍,是通过化学还原将溶液中的镍离子还原为镍金属的化学过程,是在金属盐和还原剂共同存在的溶液中靠自催化的化学反应在金属表面沉积了金属镀层的新的成膜技术。化学镀镍层均匀,硬度高,耐蚀、耐磨性能好,镀覆部件不受尺寸形状限制,具有特殊的磁学性能,被广泛应用。
与电镀相比较,化学镀镍溶液的稳定性较差,化学镀镍在施镀过程中,镍离子被还原成金属镍。随着化学镀的进行,镍离子逐渐消耗,副产物不断积累,镀速显著变慢,导致镀液失效,通常使用6个周期左右即老化。当镀液老化时,其中仍含有5 g/L以上的镍盐;镍是一种致癌的重金属,也是一种稀贵的金属。因此,老化液的处理与回收关系到环境保护与资源合理利用等问题。
化学沉淀法能很好地处理废水中的重金属,采用氢氧化钙调节老化液的pH值大于8,则可以生成Ni(OH)2,通过静止后分离出沉渣,达到老化液中去除镍的目的。对大量含氢氧化镍的沉淀,采用硫酸溶液溶解回收其中的镍,这样可以节约资源,减少废渣量。
1 实验
1.1 主要试剂
15%Ca(OH)2溶液、1 mol/L H2SO4溶液、镍标准储备溶液1 000 μg/mL,均为国产分析纯试剂。
1.2 主要仪器
烧杯、锥形瓶、漏斗、温度计、PHS-2酸度计,磁力温控搅拌器。
1.3 分析检测方法
用ICP电感耦合等离子发射光谱仪测定镍的含量。
1.4 实验操作过程
1.4.1 老化液中镍的去除过程 取100 mL老化液于500 mL烧杯中,边搅拌边定量加入15%的Ca(OH)2,利用施镀温度85℃,反应一定时间后,静置,过滤,分析滤过液中的镍含量,计算镍的去除率,沉淀有待进一步处理。
1.4.2 沉淀中镍的回收 将1.4.1中所得沉淀经120℃下烘干,称重后用1 mol/LH2SO4溶液溶解其中的镍,过滤,得到含硫酸镍的溶液,分析镍的含量,沉淀为最终的废弃物。
2 结果与讨论
2.1 反应时间对去除率的影响
在常温下,加入 15%的 Ca(OH)2,调节老化液 pH=12,充分搅拌溶液,改变反应时间,发现反应时间对化学镀镍老化液中镍的去除率有明显影响,结果见表1和图1。
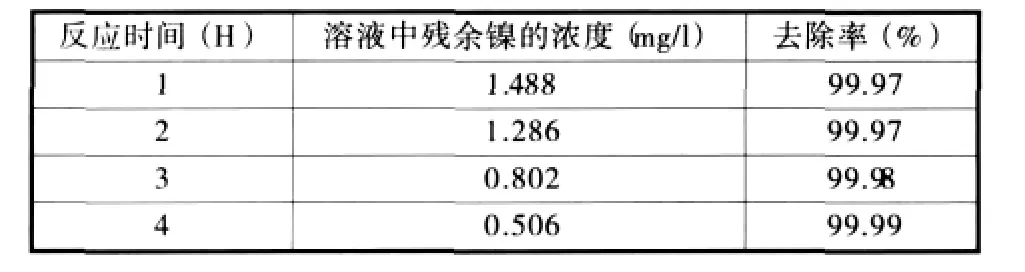
表1 反应时间对镍的去除率的影响
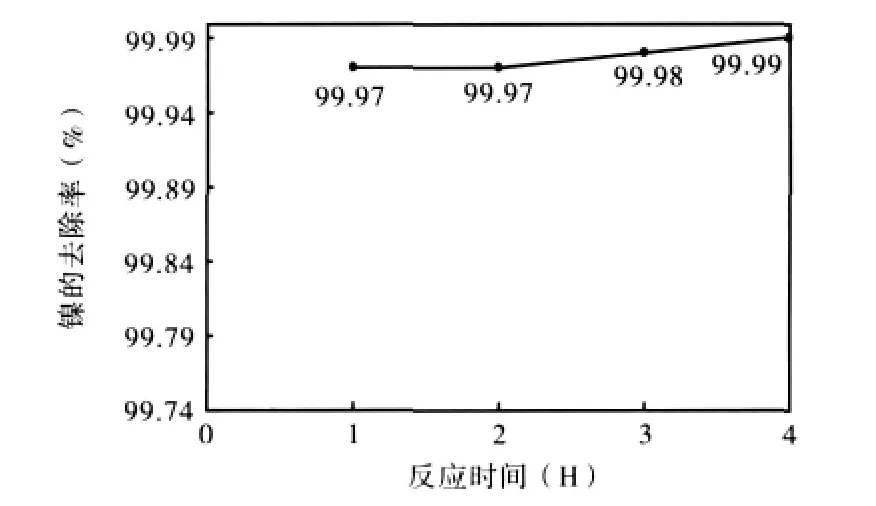
图1 反应时间对镍的去除率的影响
结果表明:反应时间为1 h时,残余镍浓度为1.488 mg/L,镍去除率为99.97%;反应时间为2 h时,镍去除率没有明显增加;当反应时间为3 h时,镍的去除率为99.98%,残余镍的浓度为0.802 mg/L,达到国家排放标准小于1 mg/L的要求。继续延长反应时间,反应时间为4 h时,残余镍的浓度为0.506 mg/L,达到国家排放标准,镍的去除率为99.99%。由此可以表明,老化液中镍的去除率随反应时间的延长而增加。
2.2 温度对去除率的影响
向老化液中加入 15%的 Ca(OH)2,调节 pH=12,反应时间为1 h,充分搅拌溶液,改变反应的温度,发现反应温度对化学镀镍老化液中镍的去除率有明显影响,实验结果见表2和图2。
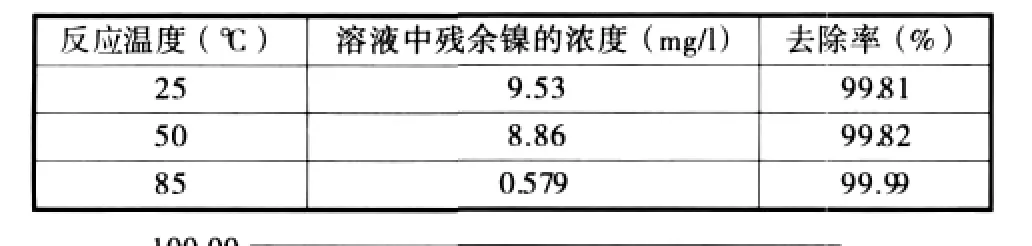
表2 反应温度对镍的去除率的影响
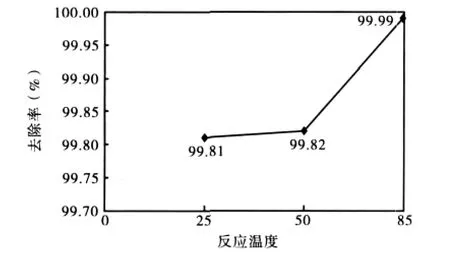
图2 反应温度对镍的去除率的影响
结果表明:反应温度为25℃时,残余镍的浓度为9.53 mg/L,去除率为99.81%;提高反应温度至50℃,残余镍的浓度为8.86 mg/L,去除率为99.82%;将反应温度升高至85℃时,去除率为99.99%。由此可知,提高温度对化学镀镍老化液中镍的去除率有明显影响,且去除率随反应温度的提高而增加。
2.3 pH对去除率的影响
在常温下,反应时间为1 h,充分搅拌溶液,增加Ca(OH)2的投加量,调节pH值对化学镀镍老化液中镍的去除率有明显影响,试验结果见表3和图3。

表3 pH值对镍的去除率的影响
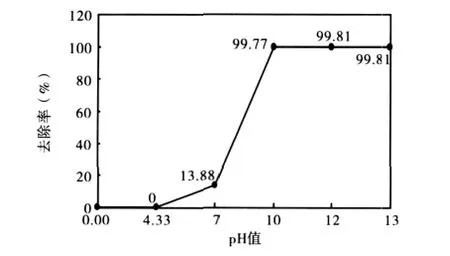
图3 pH值对镍的去除率的影响
结果表明:pH=4.33时,镍的浓度为4 900 mg/L(此时为原液);调节pH=7时,溶液中镍的浓度为4 660 mg/L,去除率为4.9%;调节pH=10时,残余镍的浓度为11.54 mg/L,去除率为99.77%;pH=12时,残余镍的浓度为9.53 mg/L,去除率为99.81%;调节pH=13时,镍的去除率没有明显增加。由此可看出:提高pH值对化学镀镍老化液中镍的去除率有明显影响,且去除率随pH值的提高而增加,但pH=12以后,去除率增加不明显。
2.4 镍的去除率
化学镀镍老化液报废时的温度为85℃,pH=4.7,镍的浓度为4 900 mg/L。根据上面的讨论结果选取最佳的反应条件:利用其施镀温度 85℃,加入 15%Ca(OH)2,调节 pH=12,充分搅拌溶液,考虑到反应时间为3 h时,已达到国家排放标准,为降低能耗,确定反应时间为3 h。静置后过滤。过滤液中镍的浓度为0.508 mg/L,镍的去除率为99.99%,达到国家的排放标准镍的浓度≤1 mg/L。沉淀经下一步处理。
2.5 镍的回收
上述处理后的沉淀经烘干后称重为12.6 g,称取2.000 0 g,加入1 mol/L的H2SO4溶液溶解后,过滤,得到含硫酸镍的溶液,镍的浓度为624 mg/L,计算出镍的回收率为80%,可用于镀槽的添加。所得沉淀称重为4 g,减少了68%的废泥量,保护了环境。
3 结论
3.1 老化液中镍去除的最佳工艺条件
利用化学镀镍老化液报废时的温度85℃,加入15%Ca(OH)2,调节 pH=12,充分搅拌溶液,反应时间为 3 h,静置后过滤。过滤液中镍的浓度为0.508 mg/L,镍的去除率为99.99%,达到国家排放标准镍的浓度≤1 mg/L。
3.2 沉淀中镍的回收
所得沉淀经烘干后,加入1 mol/L的H2SO4溶液溶解后,过滤,得到含硫酸镍的溶液,计算出镍的回收率为80%。沉淀减少了68%,大大降低了沉淀量。
4 结束语
化学镀镍老化液中含有大量的镍,直接排放不仅会污染环境,给自然界和人类带来危害,同时也是一种资源浪费。以Ca(OH)2作为沉淀剂去除其中的镍,并利用施镀温度,节省能源,延长反应时间,使其达到≤1.0 mg/L的排放标准,对得到的沉淀烘干后用1 mol/L硫酸溶解液回收其中的镍,既实现了废物资源化又减少了最终沉淀量。■
[1]于秀娟,赵南霞,周力,等.化学镀镍老化液中镍、磷的处理与回收[J].环境保护科学,2001,29(2):15-18.
[2]陈健荣,崔国锋.化学镀镍废液处理的现状及展望[J].电镀与环保,2007,27(4):4-8.
[3]国家环保局水和废水监测分析方法编委会.水与废水监测分析方法[M].北京:中国环境科学出版社,2002.
[4]电镀手册编写组.电镀手册[M].北京:国防工业出版社,1977.
[5]姜晓霞,沈伟.化学镀镍理论及实践[M].北京:国防工业出版社,2000.
2012-01-04
猜你喜欢
保健医苑(2023年2期)2023-03-15 09:03:36
科学与财富(2021年33期)2021-05-10 11:56:08
电子制作(2018年10期)2018-08-04 03:24:30
汽车零部件(2018年5期)2018-06-13 08:42:18
电镀与环保(2017年3期)2017-06-23 08:24:50
电镀与环保(2017年1期)2017-02-27 08:02:20
电镀与环保(2016年2期)2017-01-20 08:15:23
Coco薇(2016年2期)2016-03-22 02:40:06
中国塑料(2015年2期)2015-10-14 05:34:16
中国信息技术教育(2014年1期)2014-04-29 09:44:12